

- УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
- Гост с требованиями к обозначениям сварных швов
- Использование вспомогательных знаков
- Использование сапр
- Квадрат №4, способы сварки
- Квадрат №5, размеры шва
- Необходимость обозначений
- Обозначение сварных соединений на чертежах
- Правила нанесения знаков и специфика их расшифровки
- Примеры и расшифровка сварных швов на чертеже
- Разбираем квадраты №2 и 3, виды швов по гостам
- Расположение символов
- Рассматриваем пятый блок: размеры
- Требования к условным обозначениям
- Черт.5-10
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
с лицевой стороны | с оборотной стороны | ||
Усиление шва снять | |||
Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | |||
Шов прерывистый или точечный с цепным расположением Угол наклона линии 60° | |||
Шов прерывистый или точечный с шахматным расположением | |||
Шов по замкнутой линии. Диаметр знака — 3…5 мм | |||
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | |||
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).
Гост с требованиями к обозначениям сварных швов
Сборка конструкции, использующей сварочные соединения, регламентируется следующими видами технической документации:
- технологической инструкцией;
- проектом производства сварочных работ (ППСР);
- отдельными разделами общего проекта производства работ (ППР).
.jpg)
Основная цель перечисленных документов – обеспечить единообразное чтение и понимание инженерами, рабочими и представителями контролирующих служб чертежей и технологических карт.
При оценке качества сварных работ используется документация:
- исполнительные чертежи с изменениями, внесенными изготовителем или монтажником конструкций;
- одобрение разработчиком или проектной организацией сделанных изменений;
- сертификаты на свариваемые материалы.
Операционный контроль производится исполнителем, мастером на соответствие результатов работы требованиям, указанным в технологических картах, утвержденных инструкциях и государственных стандартах.
Использование вспомогательных знаков
Дополнительные уточнения по выполнению сварных стыков по ГОСТу указываются на чертежах при помощи вспомогательных знаков:

Современные системы автоматизированного проектирования (САПР) являются сложными программными продуктами, разработанными в помощь инженерам. Из наиболее известных можно назвать AutoCad (на ее основе разработана Autodesk Building Systems для внутренних инженерных сетей), строительная Allplan, для фасадных и металлических конструкций ATHENA. Из российских САПР хорошо себя зарекомендовали Компас и Мономах.

Использование сапр
В настоящее время все чертежи выполняют с помощью специального программного обеспечения. Разработчики предлагают множество продуктов, среди которых наибольшую популярность приобрели следующие программные комплексы:
- AutoCAD;
- Kompas;
- SolidWorks;
Все студенты высших учебных заведений технической направленности умеют выполнять чертежи вручную. Это является данью традициям, ведь настоящий инженер должен не только читать чертеж, но и сделать его своими руками.
Использование программ позволяет существенно повысить производительность работ, ведь время на создание любого чертежа сокращается в несколько раз.
На Горьковском автомобильном заводе, при расчетах затрат времени на разработку первых моделей ГАЗелей, на составление проектно-технической документации, закладывалось 8 лет. Использование САПР сократило эту цифру более чем в 2 раза. Для полной подготовки и проверки технической документации понадобилось всего 3 года.
Программное обеспечение помогает не только разрабатывать узлы и агрегаты. Некоторые продукты позволяют производить расчет максимальной нагрузки, с помощью реализации программы моделирования рабочих условий. Это позволяет применять верные решения еще на стадии разработки, практически полностью исключая этап изготовления и проверки опытных образцов.
Источником информации в программах являются базы данных. Они позволяют оперативно получить нужную информацию, например, выбрать нужный тип сварочного соединения и указать его на чертеже.
Все программы отечественного производства разработаны с учетом всех требований нормативно-правовых документов, которые регламентируют порядок составления технической и проектной документации.
Квадрат №4, способы сварки
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
Дополнительно соединения бывают:
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Необходимость обозначений
Для точного и единообразного чтения чертежей графические символы и текстовые описания должны соответствовать ЕСКД и ГОСТ.
Необходимость обозначений вызвана потребностью в краткой форме донести исполнителю максимальное количество информации, позволяющей сразу приступить к работе.
В описании указываются следующие характеристики:
- тип материала деталей, образующих сварной шов;
- размеры с допусками;
- используемые технологии;
- величина и форма наплавки;
- прочностные свойства и требования к герметичности;
- условия технологических процессов и очередность выполнения.
Качество сварного соединения проверяется сравнением фактических характеристик с заявленными в технической документации.
Это приводит к необходимости стандартизации обозначений на чертежах для предупреждения разночтений.
Обозначение сварных соединений на чертежах
Существуют различные системы обозначения сварных соединений на чертежах. Рассмотрим три наиболее распространенных:
- ? система обозначения сварных соединений по ГОСТ 2.312-72;
- ? система обозначения, основанная на международном стандарте СТБ ISO 2553-2004;
- ? система обозначения, принятая в строительстве на основе СТБ 2174-2021 и ГОСТ Р 14098-2021.
По ГОСТ2.312-72 сварной шов изображается линией, идущей по месту соединения деталей. Эта линия обозначается односторонней стрелкой и полкой, на которой указаны стандарт на сварное соединение, тип соединения, способ сварки и специальными знаками даны дополнительные пояснения.
Основными стандартами на сварные соединения являются:
? ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»;
П ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры»;
П ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры»;
? ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острым и тупым углом»;
П ГОСТ 11533-75 «Сварка под флюсом. Соединения сварные под острым и тупым углом»;
П ГОСТ 23518-79 «Дуговая сварка в защитных газах. Соединения сварные под острым и тупым углом»;
? ГОСТ 14806-80 «Дуговая сварка алюминия в инертных газах»;
П ГОСТ 16037-80 «Соединения сварные стальных трубопроводов».
Они регламентируют подготовку кромок под сварку, размеры швов, зазоры между свариваемыми деталями и другие параметры.
Тип сварного соединения обозначается буквами: С — стыковое; Н — нахлесточное; У — угловое; Т — тавровое. Цифра после буквы уточняет тип подготовки кромок, а также требования к конструктивным элементам шва, его размеры и допустимые отклонения. Обозначения некоторых типов сварных соединений приведены в табл. 1.1.
Таблица 1.1
Условные обозначения некоторых типов сварных соединений
Окончание табл. 1.1
Некоторые сварные соединения различных типов приведены на рис. 1.14.
После типа сварного соединения на чертеже даются пояснения, касающиеся применяемого способа сварки (табл. 1.2).

Рис. 1.14. Тины сварных соединений: а — тавровое соединение по ГОСТ 11534-75 (Тб); 6 — стыковое соединение по ГОСТ 16037-80; в-г — тавровое соединение по ГОСТ 11534-75 (Т5); д — угловое соединение по ГОСТ 16037-80 (У 17)
Таблица 1.2
Примеры обозначения сварных швов на чертежах
Окончание табл. 1.2
Для ГОСТ 5264-80 они, как правило, не требуются, так как ручная дуговая сварка выполняется покрытыми электродами и другие варианты здесь отсутствуют.
Для ГОСТ 14771-76 необходимы пояснения, касающиеся рода защитного газа, вида электрода, а также степени механизации процесса: УП — сварка в углекислом газе плавящимся электродом; ИП — сварка в инертных газах и их смесях плавящимся электродом; ИН — сварка в инертных газах неплавящимся электродом без присадки; ИН„ — сварка в инертных газах неплавящимся электродом с присадкой.
Для сварки под флюсом (ГОСТ 8713-79) даются пояснения, каким способом обеспечивается удержание сварочной ванны: АФ – автоматическая на весу; АФф — автоматическая на флюсовой подушке; АФ0 — автоматическая на остающейся подкладке; МФ — механизированная па весу; МФ() — механизированная па остающейся подкладке и т.д.
Если способ и условия сварки одинаковы для всего узла, изображенного на чертеже, способ сварки в обозначении допускается нс указывать, а приводить сведения о нем в технических условиях.
Кроме ГОСТ 2.312-72 в Беларуси действует также стандарт СТБ ISO 2553-2004 «Соединения сварные и паяные. Условные изображения и обозначения па чертежах».

Рис. 1.15. Структура знака условного обозначения сварного соединения по СТБ ISO 2553-2004
Он действует параллельно ГОСТ 2.312-72 и принимается по согласованию с заказчиком проекта. В соответствии с этим стандартом линия шва обозначается двухсторонней стрелкой и полкой, на которой указана информация о сварном соединении (рис. 1.15). На первой позиции указывается размер шва в поперечном сечении (например, катет шва), па второй — знак, указывающий тип подготовки кромок, на третьей — продольные размеры шва, па четвертой — обозначение способа сварки и ссылка па нормативную документацию, по которой выполнен шов.
Некоторые условные знаки обозначения швов (рис. 1.15, поз. 2), приведены в табл. 1.3. Подробные рекомендации по подготовке кромок для различных способов сварки приведены в СТБ ISO 9692-2007.
Таблица 13
Условные обозначения типов швов по СТБ ISO 2553-2004
Способ сварки обозначается цифрами в соответствии с ISO 4063-2009:
- ? 111 — ручная дуговая сварка плавящимся покрытым электродом (ММА);
- ? 131 — дуговая сварка в инертном газе плавящимся электродом (МЮ-сварка);
- ? 135 — дуговая сварка в активном газе плавящимся электродом (MAG-сварка);
- ? 136 — дуговая сварка в активном газе порошковой проволокой;
- ? 137 — дуговая сварка в инертном газе порошковой проволокой;
- ? 141 — дуговая сварка в инертном газе вольфрамовым электродом (ТЮ-сварка).
Приведем пример обозначения шва по СТБ ISO 2553-2004: рис. 1.16, а — сварной шов с V-образной разделкой кромок, с подварочным проходом, выполненный ручной дуговой сваркой покрытым электродом (индекс процесса сварки 111 в соответствии с ИСО 4063-2009), уровень качества в соответствии с ИСО 5817-2007, положение при сварке РА в соответствии с ИСО 6947-2021, покрытый электрод в соответствии с ИСО 2560-Е 51 2 RR 22.

Рис. 1.16. Варианты обозначения сварного шва по СТБ ISO 2553-2004: а — стыковой шов; б — угловой шов
29
На четвертой позиции, после вилки, вместо стандартов может быть указан номер технологической инструкции WPS, которая прилагается к чертежу, со всей необходимой информацией о выполнении данного сварного шва.
В строительной отрасли основными свариваемыми изделиями являются арматура и закладные детали. Типы некоторых сварных соединений приведены на рис. 1.17. Их обозначение регламентируется стандартом СТБ 2174-2021 «Изделия арматурные сварные для железобетонных конструкций». В России в строительстве действует стандарт ГОСТ Р 14098-91. Обозначения швов по этим стандартам практически не отличаются. Структура обозначения приведена на рис. 1.18. Расшифровка буквенных символов приведена в стандартах. На позиции 1 указывается тип соединения:

Рис. 1.17. Типы сварных соединений арматуры: а — стыковое; б — крестообразное; в — стыковое с накладками; г — тавровое

Рис. 1.18. Обозначение сварного соединения по СТБ 2174-2021 и ГОСТ Р 14098-91
С — стыковое, Н — пахлесточное, Т — тавровое, К — крестообразное. На позиции 2 указывается цифра, обозначающая характер взаимного расположения свариваемых деталей. На позиции 3 буквой обозначается способ сварки: М — механизированная; Р — ручная; К — контактная. На позиции 4 — буква, уточняющая технологические особенности способа сварки, например, в инвентарной форме, со стержнями накладками и др.
Примеры обозначения сварных соединений по СТБ 2174-2021 и ГОСТ 14098-91 приведены в табл. 1.4.
Таблица 1.4
Обозначения типов сварных соединений арматуры и способов их сварки в соответствии с ГОСТ 2174-2021 и ГОСТ Р 14098-91
Тип сварного соединения | Способ и технологические особенности сварки | |||
Наименование | Обозначение, номер | Наименование | Обозначение | Положение стержней при сварке |
Крестообразное | КЗ | Дуговая ручная прихватками | Рр | Любое |
Стыковое | С7 | Ванная одноэлектродная в инвентарной форме | Рр | Горизонтальное |
С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |
С12 | Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней | Мп | Горизонтальное | |
Окончание табл. 1.4
Тип сварного соединения | Способ и технологические особенности сварки | |||
Наименование | Обозначение, номер | Наименование | Обозначение | Положение стержней при сварке |
С19 | Дуговая ручная многослойными швами на стальной скобе- накладке | Рм | Вертикальное | |
С23 | Дуговая ручная швами без дополнительных технологических элементов | Рэ | Любое | |
Нахлесточное | III | Дуговая ручная швами | Рш | Любое |
Тавровое | Т1 | Дуговая механизированная под флюсом без присадочного металла | Мф | Вертикальное |
Т8 | Дуговая механизированная в углекислом газе (ССЬ) в выштампо- ваппое отверстие | Мв | Вертикальное | |
Макрошлиф стыкового сварного соединения арматуры диаметром 40 мм, выполненный ручной связкой па стальной скобе по ГОСТ 2174-2021 С19-Рм, приведен па рис. 1.19.

Рис. 1.19. Внешний вид и макрошлиф сварного соединения арматуры (ГОСТ 2174-2021 С19-Рм)
Правила нанесения знаков и специфика их расшифровки
Согласно ЕСКД, артикул записывается по блокам – он состоит из 9 квадратов, каждый из которых дает определенную информацию:
- пиктограмма, показывающая контур и определяющая условия монтажа;
- код актуального ГОСТа;
- тип соединения (тавровое, цепное или другое);
- способ исполнения (в углекислом газе, в инертном, иной);
- размеры катета или остальных конструктивных элементов;
- длина непрерывного участка;
- дополнительные характеристики (допустим, порядок или расположение);
- длина шага и прочие вспомогательные показатели, связанные с особенностями обработки;
- параметры чистоты.

Примеры и расшифровка сварных швов на чертеже
Обозначение сварных швов на чертежах может быть не совсем понятно с первого раза, так как в них кроется много информации. Для того, чтобы понять всю информацию, требуется изучить каждый их пунктов. В таблице приведены примеры основных вариантов, которые встречаются во время сваривания, а также их расшифровка.
Характеристика сварного соединения | Как выглядит поперечное сечение шва | Условное обозначение соединения, которое изображается на чертеже | |
Вид лицевой стороны | Вид обратной стороны | ||
| Стыковое, в котором присутствует криволинейный скос со стороны одной кромки. Это двусторонний шов, который выполняется вручную обыкновенной электродуговой сваркой во время непосредственного монтажа изделия. Усиление снимается по обоим сторонам. Параметр шероховатости здесь составляет RZ 20 мкм на лицевой стороне, а также RZ 80 мкм на оборотной. |  |  |  |
| Угловое, в котором отсутствуют скос кромок. Шов проводится с двух сторон. Зачастую он выполняется автоматическими машинами. Здесь обязательно использование флюса. |  |  |  |
| Угловое, в котором присутствует скос кромок. Соединение создается при помощи электрошлаковой сварки. В качестве расходного материала берутся проволочные электроды. Катет составляет 22 мм. |  |  |  |
| Шов точечного типа. Тип его соединения – внахлестку. Выполняется соединение при помощи дуговой сварки, а в качестве защиты применяется инертная газовая среда. Расходным материалом является плавящийся электрод без обмазки. Точка имеет расчетный диаметр 9 мм. В данном случае Шаг составляет 100 мм. Точки располагаются в шахматном порядке. Во время обработки необходимо снять усиление. После обработки шероховатость поверхности должна быть RZ 40 мкм. |  |  |  |
| Стыковое, в котором нет скоса кромок. Это простой односторонний проход. Он не остается на подкладке. Соединение выполняется при помощи газовой сварки с присадкой. |  |  |  |
| Соединение при помощи одиночных сварных точек. Тип – внахлестку. Создается при помощи обыкновенной электро-дуговой сварки. Во время сваривания необходимо использовать флюс. Диаметр электрозаклепки составляет 11 мм. Усиление снимается. После обработки шероховатость поверхности должна составлять Rz 70 мкм. |  |  | |
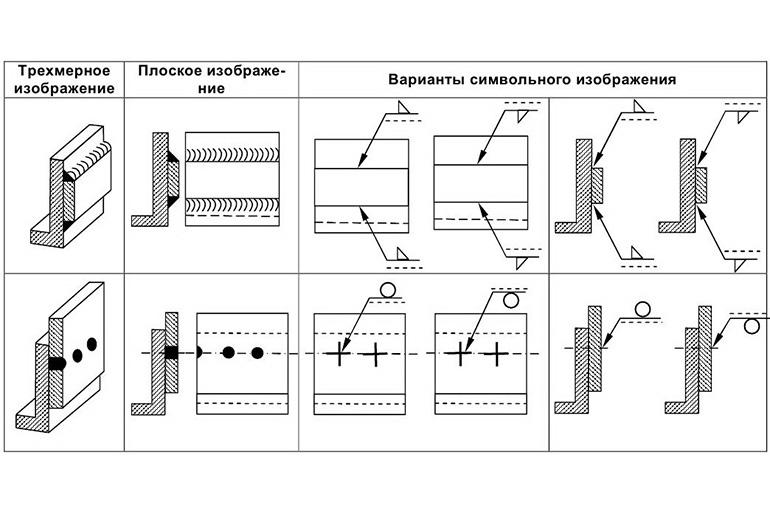
| Тавровое, в котором не нужно скашивать кромки. Это двусторонний шов прерывистого типа, который выставляется в шахматном порядке. Для создания используется дуговая сварка под зашитой среды инертных газов. Здесь применяется неплавкий электрод, который проводится по замкнутой линии. Катет шва составляет 6 мм. Участок проваривается длиной в 50 мм. Шаг составляет 100 мм. |  |  |  |
| Сварные точки одиночного типа, которые соединяются внахлестку. Они выполняются при помощи точечной контактной сварки. Диаметр точки рассчитан на размер в 5 мм. |  |  | |
| Внахлест. Выполняется в виде прерывистой линии. Для его создания используют контактную шовную сварку. Ширина шва в данном случае достигает 6 мм. Участок проваривается на длину в 50 мм. Шаг составляет 100 мм |  |  |  |
| Выполняется внахлест. Здесь не применяется скос кромок. Шов создается стандартный односторонний. Для его создания применяется дуговая сварка полуавтоматом в среде защитных газов. В качестве наплавочного материала используется плавкий электрод. Шов проходит по незамкнутой линии. Размер катета шва составляет 5 мм. |  |  |  |
Знания правильного условного обозначение сварных соединений помог Вам быстро разбираться в конструкторской документации.
Разбираем квадраты №2 и 3, виды швов по гостам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Расположение символов
Буквы, цифры и пиктограммы лишь часть маркировки. Кроме них, используются и такие условные обозначения сварки на чертеже, как:
- стрелки-направляющие;
- двойные выноски, представляющие собой 2 параллельные линии (сплошная пунктирная, и каждая из них может быть размещена выше другой – по ситуации);
- вилка, за которой и располагаются важные к прочтению подробности.
 Когда разделка несимметричная, артикул направляется на сторону обработанного торца, если же сняты обе кромки, он может находиться как на лицевой поверхности, так и на изнаночной.
Когда разделка несимметричная, артикул направляется на сторону обработанного торца, если же сняты обе кромки, он может находиться как на лицевой поверхности, так и на изнаночной.
Рассматриваем пятый блок: размеры
 Указывать необходимо минимально допустимую длину. Так как наш пример тавровый, перед нужной цифрой идет пиктограмма и величина катета, зависящая от предела текучести и равна 6 мм (кстати, если бы он был стандартным, его можно было вообще опустить). И только после этого, через «–», записываются 50 мм – протяженность непрерывного участка. Анализируя, как обозначать сварные швы на чертеже, необходимо учитывать, что они могут быть:
Указывать необходимо минимально допустимую длину. Так как наш пример тавровый, перед нужной цифрой идет пиктограмма и величина катета, зависящая от предела текучести и равна 6 мм (кстати, если бы он был стандартным, его можно было вообще опустить). И только после этого, через «–», записываются 50 мм – протяженность непрерывного участка. Анализируя, как обозначать сварные швы на чертеже, необходимо учитывать, что они могут быть:
- SS – односторонние, когда все движения дуги (электрода) осуществляются в одной плоскости;
- BS – двухсторонние, когда тело плавления перемещается и с изнанки тоже.
Кроме того, согласно ГОСТу 2.312-72, они подразделяются и на:
- видимые – идут сплошной линией;
- скрытые – показываются пунктиром.
Если просуммировать и правильно учесть все вышеописанное, удастся узнать все важные эксплуатационные параметры стыка из артикула. И пусть сначала он кажется громоздким – немного опыта, и его прочтение не будет вызывать вообще никаких проблем.
Требования к условным обозначениям
Вне зависимости какого типа при изготовлении металлоизделий используются сварные швы, обозначение на чертежах должно осуществляться в соответствии единого набора требований. Отражающаяся на схемах и в пояснительной записке информация должна быть приведена в специально разработанных формах:
- техническое описание соединяющих в единую конструкцию отдельные элементы стыков;
- таблица сварных швов на чертеже, пример заполнения ее в разных вариантах представлен выше. Определенными особенностями при составлении чертежей отличается и сама сварка. Проводиться она должна только в том виде, который установлен действующими требованиями.
Только разработанный в соответствии всех регламентов и стандартов чертеж способен выступать гарантией того, что в процессе сваривания у специалиста никаких проблем не возникнет и он сможет безошибочно и оперативно выполнять задачи любой сложности. Если же в чертеже имеют место нарушающие требования ошибки, то его не смогут утвердить контролирующие органы.
Не менее важным этапом сварочного процесса в сравнении с проведением работ является составление технической документации, поскольку определяющий фактор того, каким должно быть сварочное соединение — чертеж.
Если говорить об условных обозначениях соединительных стыков, то вне зависимости от технологии сварочного процесса здесь также существуют конкретные требования. Наряду с обеспечением наглядности чертежа используемые обозначения также в разы упрощают работу сварщика.
Конкретные особенности предусмотрены для каждого отдельного обозначения. Учитывая, что сварщик при изготовлении изделий ориентируется на представленный ему чертеж, то даже малейшие неточности в нем способны привести к тому, что готовая конструкция не будет отвечать выдвигаемым к ней техническим характеристикам.
Каждый специалист, работающий со сваркой, обязан знать, что указывается в условном обозначении сварного шва на чертеже и уметь быстро и точно прочитать любую информацию. Не имея таких навыков практически невозможно определить какими характеристиками должно обладать сварочное соединение, какой тип шва использовать в конкретных случаях.
Основным документом, в котором выдвинуты все требования относительно того как на чертеже показывается сварка любым способом является единый государственный стандарт. При этом не только разрабатывающие технические чертежи специалисты должны беспрекословно владеть всеми существующими требованиями, но также и те, кто непосредственно будет в дальнейшим по составленным проектам сваривать металлоизделия. Такие знания выступают залогом того, что реализация проекта будет проведена качественно.
Черт.5-10
Черт.5
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).
Черт.6
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7б).
Черт.7
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов…».
Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
Черт.8
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
Черт.9
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не указывать.
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (черт.10б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10в).
Черт.10
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10а).
Примечание. Швы считают одинаковыми, если:
одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.





