

Особенности организации pdm-систем
PDM – категория программного обеспечения, позволяющая сохранять данные об изделии в базах данных. К данным об изделии, прежде всего, относят инженерные данные, такие как CAD-модели и чертежи, цифровые макеты, спецификации материалов. Метаданные содержат информацию о создателе файла и текущем статусе соответствующего компонента.
Система PDM позволяет организовать совместный доступ к этим данным, обеспечивая их постоянную целостность, обеспечивает внесение необходимых изменений во все версии изделия, помогает модифицировать спецификацию материалов, конфигурировать варианты изделия. Однако самым важным преимуществом системы PDM является ее использование на протяжении всего жизненного цикла изделия в рамках концепции управления этим циклом. Большинство PDM-систем позволяет одновременно работать с инженерными данными, полученными от разных CAD-систем.
В основе PDM-систем лежат данные об изделии, которые являются совокупностью информационных объектов, порождаемых в процессе проектирования и разработки изделия, содержащей сведения о составе изделия, о геометрических моделях изделия, его компонентах и их технических характеристиках, об их отношениях в структуре изделия, о результатах расчетов и моделирования, о допусках на изготовление деталей, технологии производства и т. д.
Основные задачи PDM-систем:
– структурирование всей информации об изделии;
– управление конструкторским документооборотом;
– ведение архива конструкторской и технологической документации;
– интеграция с CAD-системами и системами технологического проектирования.
PDM-система на предприятии является, по сути, центром интегрированной системы управления, связующим звеном между всеми системами в корпоративной среде предприятия. Использование PDM-систем позволяет решить не только проблемы, связанные с документооборотом предприятия. Одним из важнейших преимуществ использования PDM-системы является возможность формирования на предприятии непротиворечивой базы нормативно-справочной информации и поддержки ее в актуальном состоянии.
Использование PDM также решает обозначенные выше задачи интеграции различных CAD-систем и систем технологического проектирования между собой. Большинство современных PDM-систем имеет интерфейсы к CAD-системам практически всех ведущих поставщиков (необходимо заметить, что именно наличие интерфейсов к тем или иным CAD-системам во многом определяет стоимость решения на базе PDM).
С одной стороны, такие системы выступают в качестве хранилища всех данных об изделии и взаимодействуют с прикладными программами, создающими или использующими данные об изделии. Данные, созданные любой прикладной программой, передаются на хранение в PDM-систему и становятся, таким образом, доступными любому участнику ЖЦ изделия, имеющему соответствующие права доступа. При необходимости изменить или обработать данные об изделии прикладная система запрашивает и получает эти данные из PDM-системы.
С другой стороны, PDM-системы должны решать задачу повышения эффективности работы отдельного пользователя. В этом случае они должны выступать в качестве рабочей среды пользователя, предоставляя ему нужные данные в нужное время в нужной форме.
В течение ЖЦ изделия PDM-системе приходится взаимодействовать с сотнями прикладных систем, причем почти каждая из них имеет свой собственный формат представления данных. Для решения проблемы взаимодействия с прикладными системами необходимо применять стандартизованные интерфейсы взаимодействия, включающие форматы представления данных об изделии, используемые для передачи данных, а также процедуры взаимодействия PDM-системы и прикладных систем. Именно этим и обусловлено требование наличия стандартизованного интерфейса у технологий представления данных, т. е. прикладных систем.
Таким образом, технологии интеграции данных обеспечивают создание ЕИП, включающего хранилище данных на основе PDM-системы, и прикладных пакетов. При этом данные компоненты интегрированы между собой посредством стандартизованных интерфейсов взаимодействия.
Основными функциями PDM-системы являются:
· управление составом изделия;
· управление документами;
· управление конфигурацией, т. е. ведение версий проекта;
· управление изменениями;
· управление потоками работ;
· управление доступом;
· управление проектами;
· хранение проектных данных и доступ к ним, в том числе ведение распределенных архивов документов, их поиск, редактирование, маршрутизация, создание спецификаций;
· структурирование и визуализация данных;
· защита информации;
· интеграция данных (поддержка типовых форматов, конвертирование данных).
Целями любой PDM-системы являются:
· обеспечение полноты информации об изделии;
· обеспечение целостности данных;
· обеспечение достоверности данных;
· разграничение доступа к данным;
· обмен актуальными данными со всеми участниками ЖЦИ. Применение PDM-технологии дает следующие преимущества:
· улучшение эффективности разработок и уменьшение их стоимости;
· сокращение сроков вывода новых конкурентоспособных изделий на рынок; сокращение доли брака и уменьшение затрат, связанных с внесением изменений;
· автоматизация процедуры прохождения документов от задания на их разработку до передачи данных в производство;
· устранение избыточности данных и обеспечение быстрого поиска.
PDM-технология предназначена для управления всеми данными об изделии и информационными процессами ЖЦ изделия, и она объединяет различные системы между собой так, как это представлено на рис. 6.1.
Данные об изделии представляют собой всю информацию о продукте в течение его ЖЦ в электронном виде. Они включают в себя: состав и структуру изделия, геометрические данные, чертежи, планы проектирования и производства, спецификации, нормативные документы, программы для станков с ЧПУ, результаты анализа, корреспонденцию, сведения о партиях и отдельных экземплярах изделия и многое другое.
Интеграция данных
Еще одной важной функцией PDM-системы является интеграция данных на протяжении всего производственного цикла, т. е. ИИС (рис. 7.1). Можно выделить несколько уровней интеграции PDM-системы и других компьютерных приложений, используемых на предприятии.
Вертикальная интеграция затрагивает PDM и прикладные системы. Ее суть состоит в том, что данные об изделии, созданные прикладными системами, передаются на хранение в PDM-систему, а при необходимости их обработки или изменения – обратно, после чего вновь должны быть возвращены в PDM. При этом она контролирует целостность, полноту и актуальность данных.
Горизонтальная интеграция объединяет PDM-системы и АСУП. Ее задача – создание и поддержание полной информационной модели предприятия, включающей данные как о его продукте, так и о ресурсах. Одним из основных преимуществ такой модели является исключение повторного ввода данных при переходе изделия с этапа разработки (контролируется в основном PDM-системой) на этап производства (контролируется АСУП).
Рис. 7.1 – Интеграция данных об изделии
Cамым простым уровнем интеграции приложений считаются файлы обмена данными между ними. При осуществлении передачи данных от одной системы к другой первая будет генерировать файл, содержащий передаваемые данные, а вторая – читать его и получать эти данные. Для создания обменного файла и для его чтения потребуются специальные программы – конверторы, которые будут преобразовывать данные из формата прикладной системы в формат обменного файла и наоборот. При выборе формата обменного файла существуют различные варианты. Можно использовать стандартные форматы, например формат, оговоренный в международном стандарте для обмена данными об изделии ИСО 10303 STEP. Можно разработать на предприятии (или внутри кооперации) свой собственный формат обменного файла.
Самый распространенный уровень интеграции – взаимодействие путем использования прикладных программных интерфейсов (API). Практически любая полноценная PDM-система имеет свой API, с помощью которого пользователи могут настраивать ее в соответствии с потребностями своего предприятия. Таким образом, PDM-систему «учат общаться» с другими компьютерными системами. Это можно сделать, разработав на предприятии небольшое приложение (шлюз), которое будет передавать данные из PDM-системы в АСУП, получая их с помощью API PDM-системы и загружая в АСУП, используя API АСУП.
Следующим уровнем интеграции является прямой доступ к БД. При этом все компьютерные системы имеют свои БД, но каждая из них беспрепятственно читает и пишет данные в БД другой системы (например, PDM-система имеет неограниченный доступ к БД АСУП, и наоборот). Этот способ интеграции встречается на практике, и многие PDM-системы владеют механизмами его реализации.
Наиболее современным уровнем считается применение единой модели данных. Это означает, что все компьютерные системы (PDM, АСУП и прикладные) работают с единой совместно используемой базой данных. Такой способ наиболее близок к идеальному, но реализация его на практике практически отсутствует.
Ведущие поставщики ERP-систем в последнее время уделяют все большее внимание вопросам интеграции с PDM, т. к. только такая интеграция может обеспечить ERP-систему актуальной нормативной информацией для планирования и существенно сократить избыточность данных и затраты времени на передачу изделий из разработки в производство.
Для решения задачи интеграции ERP и PDM организацией ISO в середине 90-х гг. был разработан набор стандартов ISO 10303 STEP. Однако несмотря на все усилия, ISO-стандарт, по целому ряду причин, не получил широкого распространения, и сегодня на рынке не так много систем, поддерживающих интеграцию с его помощью.
На Западе предпринимаются попытки использовать для интеграции становящиеся все более популярными в последнее время специализированные системы класса EAI – Enterprise Application Integration. Примерами таких систем могут служить Microsoft BizTalk или BEA WebLogic. Однако такие решения достаточно сложны и дороги и пока не получили широкого распространения. В основном интеграция выполняется двумя путями – либо с помощью API, либо с помощью файлов экспорта/импорта данных.
Использование API более технологично и позволяет добиться более тесной интеграции систем, однако имеет ряд ограничений. Прежде всего, существует сильная привязка разработанного интерфейса к конкретным версиям продуктов, которые интегрируются между собой. Даже незначительные изменения в структуре данных одного из интегрируемых продуктов могут потребовать переработки интерфейсов. Кроме того, для разработки интерфейсов необходимы достаточно серьезные знания в программировании.
Использование файлов экспорта/импорта для интеграции хотя и менее технологично, тем не менее в ряде случаев обеспечивает более гибкий подход и не требует столь глубоких знаний в программировании, как при использовании API. Наверное, поэтому большинство проектов по интеграции выполняется именно таким способом.
Из ERP-системы в PDM передаются для синхронизации данных справочники материалов, оборудования, единиц измерения.
Кроме передачи нормативных данных о новых изделиях модуль интеграции отвечает за реализацию еще одной задачи – обработку извещений. Как только конструктор или технолог регистрирует в PDM-систем извещение об изменении состава изделия, изменении технологического маршрута и т. д., они немедленно передаются в ERP-систему в виде новых версий спецификаций и технологических маршрутов.
Использование модуля интеграции позволяет создать на предприятии единую информационную среду, обеспечивающую реализацию концепции CALS, т. е. дает предприятию возможность управлять замкнутым производственным циклом, включающим в себя подготовку производства, его планирование и оперативное управление.
Использование PDM-системы ведет к уменьшению времени проектирования на 20–30 %. За счет чего возможен такой рост? Сокращение сроков выхода изделия на рынок связано, в первую очередь, с повышением эффективности процесса проектирования, вызванного применением PDM-системы. Оно имеет четыре аспекта:
1. PDM-система избавляет конструктора от непроизводительных затрат времени, связанных исключительно с поиском, копированием и архивированием данных, что при работе с бумажными носителями составляет 25–30 % его времени.
2. PDM-система позволяет улучшить коммуникации между конструкторами, технологами и другими участниками ЖЦ изделия за счет применения технологий параллельного проектирования и значительно расширяет количество изменений, перенося большую их часть на этап проектирования (более раннее выявление ошибок).
3. Благодаря упорядочиванию потока работ значительно сокращается стоимость изменения (в первую очередь, из-за исключения временных потерь).
4. PDM-система практически избавляет конструктора от синдрома «изобретения велосипеда», делает реально возможным широкое заимствование и повторное использование уже спроектированных деталей. Ранее было проще заново спроектировать узел, чем искать уже существующий, пересматривая горы документации. Таким образом, PDM-система доводит количество заимствованных компонентов в изделии до 80 %.
Применение PDM-системы, предполагающей наличие единой целостной модели изделия и четких способов доступа к хранящейся информации, позволяет значительно улучшить качество данных и, соответственно, повысить качество самого изделия.
Примеры PDM-систем
В настоящее время наиболее известными PDM-системами являются ENOVIA и SmarTeam (Dessault Systemes), Teamcenter (Unigraphics Solutions), Windchill (PTC), mySAP PLM (SAP), BaanPDM (BAAN) и российские системы Лоцман:PLM (Аскон), PDM StepSuite (НПО «Прикладная логистика»), Party Plus (Лоция Софт).
Основные разработчики САПР считают целесообразным предлагать комплексные системы PLM, в состав которых входят как модули CAD/CAM/CAE, так и PDM.
Так, компания Dessault Systemes создает систему ENOVIA на базе приобретенной PDM ProductManager. ENOVIA предназначена для моделирования и управления данными об изделиях, процессах и ресурсах на различных этапах жизненного цикла промышленной продукции от концептуального проектирования до эксплуатационного обслуживания. Это распределенная на базе web-технологий система управления данными, способствующая интеграции систем проектирования, производства и управления внутри предприятия и позволяющая отдельным фирмам объединяться в виртуальные предприятия. Управление проектами и изменениями данных, их распределение, интерфейс с системами ERP – далеко не полный перечень функций этой системы.
Кроме ENOVIA Dessault Systemes развивают систему SmartTeam. В базовый комплект системы SmarTeam входят модуль создания и редактирования моделей, СУБД (Interbase или Oracle), визуализатор, модуль сопряжения с различными САПР (в список входят SolidWorks, MDT, Inventor, Microstation, Solid Edge, AutoCAD). Базовый комплект может расширяться путем добавления модулей документооборота, интеграции с ERP-, SCM- и CRM-системами, взаимодействия с партнерами через Internet и др.
Создаваемая в среде SmarTeam информационная модель объекта состоит из двух частей. Одна часть служит для описания состава изделия (в виде дерева), его структуры (в виде файлов с данными о сборках), геометрии и материала деталей. Другая часть содержит данные о технологических процессах изготовления объекта в виде дерева операций и переходов и автоматически формируемой технологической документации.
§
Следующей важной функцией PDM является управление документами и документооборотом. Проектная документация характеризуется разноплановостью и большими объемами. В процессе проектирования используют чертежи, конструкторские спецификации или ВОМ, пояснительные записки, ведомости применяемости изделий, различного рода отчеты и др. Кроме того, в интегрированных автоматизированных системах проектирования и управления в документооборот входит большое число документов, связанных с процедурами маркетинга, снабжения, планирования, администрирования и т. п.
Важно обеспечить автоматический учет влияния и распространения вносимых в проект изменений на другие части проектной документации.
Для подготовки, хранения и сопровождения необходимых документов, в том числе чертежей и схем, в PDM включают специализированные системы управления документами и системы управления документооборотом или адаптируют полнофункциональные системы делопроизводства, разработанные независимо от конкретных PDM. Часто используют программы Lotus Notes и Lotus Domino компании Lotus Development. Возможности управления чертежно-конструкторской документацией, подготовленной в AutoCAD и Microstation, имеются в продуктах DOCS Open (компания Hummingbird), CADLink, входящем в систему управления документами и бизнес-процессами Documentum, Search (белорусская компания Интер-мех) и ряде других.
В системе Search осуществляется хранение и поиск данных, доступ к ним, документооборот, разработка спецификаций, внесение изменений и др. Для этого имеется редактор извещений об изменениях в проекте, средства обеспечения групповой работы над проектом, модуль доступа к документам, расположенным на других узлах сети. Редактирование и просмотр выполняются с помощью внешних редакторов.
Следует отметить, что параллельное проектирование, интеграция автоматизированных систем проектирования и управления на современных предприятиях возможны только в распределенной среде. Распределенные хранение и обработка информации в большинстве случаев осуществляются на базе применения технологий SOAP, CORBA или DCOM, языков Java и XML. Данные проекта при этом находятся в хранилищах данных, т. е. в нескольких базах распределенного банка данных. Находят применение трехзвенные распределенные системы с уровнями сервер баз данных–сервер приложений–клиенты. Принимаются меры по защите информации, типичные для корпоративных информационных систем. Разработаны рекомендации по внедрению операций с электронными цифровыми подписями.
Интеграция данных на ранних этапах развития PDM связывалась только с организацией сквозного проектирования изделий в рамках конкретной САПР. В настоящее время в связи с развитием CALS-технологий основным содержанием проблемы интеграции стало обеспечение интерфейса САПР с другими автоматизированными системами. Проблема решается с помощью поддержки типовых форматов, например путем конвертирования данных из общепринятых форматов во внутренние представления конкретных САПР.
В CALS-технологиях взаимодействие систем основано на стандартах STEP, поэтому в ряде PDM имеются конверторы из предложенного в STEP языка Express. В STEP введен прикладной протокол AP208, представляющий собой информационную модель, относящуюся к управлению процессами изменений в жизненном цикле изделий. В соответствии с AP208 внесению изменений предшествует идентификация фактов (недостатков), требующих внесения изменений, установление вызвавших их причин и определение лиц, вносящих изменения. Среди других форматов данных обычно используются IGES, DXF, VRML, SAL, EDIF, текстовые и 2D графические форматы и др.
Адаптация САПР к условиям конкретных предприятий может быть осуществлена с помощью языков расширения. Язык расширения – язык программирования, позволяющий адаптировать и настраивать системную среду на выполнение новых проектов. Язык расширения должен обеспечивать доступ к различным компонентам системной среды, объединять возможности базового языка программирования и командного языка, включать средства процедурного программирования. Для большинства языков расширения базовыми являются Lisp или C.
Примерами таких языков могут служить языки Skill из Design Framework-2 фирмы Cadence или CCL (CASE Comment Language) фирмы Matra Datavision, являющиеся Lisp-подобными, или язык AMPLE из PDM Falcon Framework фирмы Mentor Graphics, базирующийся на языках C и ПАСКАЛЬ.
§
Для того чтобы PDM-система стала давать ощутимую отдачу, необходимо разработать продуманную стратегию внедрения этой системы и четко следовать ей. Большинство организаций, успешно использующих PDM-системы, прошли через одни и те же процедуры, которые приводятся ниже в виде последовательности шагов, которые на самом деле могут пересекаться и повторяться много раз (рис. 7.2).
Рис. 7.2 – Этапы внедрения PDM – системы на предприятии
Программа работ по созданию ЕИП предприятия должна включать в себя следующие этапы:
· Анализ существующего состояния бизнес-процессов. Цель анализа – выявить существующее взаимодействие между бизнес-процессами информационного обеспечения и оценить их рациональность и эффективность. Для этой цели с использованием CASE-технологий (CASE – Computer Aided System Engineering) разрабатываются модели, содержащие детальное описание выполняющихся процессов в их взаимосвязи.
· Формирование концепции информационной интеграции и внедрения СALS-технологий на предприятии. Формирование концепции включает выбор показателей оценки эффективности процессов, формирование целей внедрения CALS- технологий и стратегии их достижения. Основными показателями являются: конкурентоспособность (или качество) продукции, затраты и длительность процессов разработки и освоения производства изделия.
· Выбор PDM-системы и ее адаптация к существующим и новым программным средствам. Системы управления данными об изделии в настоящее время достаточно широко реализованы и представлены на российском рынке. Поэтому перед каждым предприятием будет стоять задача, какую систему выбрать и как ее применять для решения конкретных задач. Задача выбора и приобретения технических средств (компьютеров и сетевого оборудования) тесно связана с задачей выбора PDM-системы.
· Разработка стандартов предприятия. Разработка комплекса нормативной документации, регламентирующей порядок создания и изменения информации об изделии в PDM-систему, на основе международных, государственных и отраслевых стандартов необходима для организационного обеспечения внедрения PDM- системы.
· Наполнение БД PDM информацией. Основной компонент систем PDM – банк данных (БнД). Он состоит из системы управления базами данных и баз данных (БД). Межпрограммный интерфейс в значительной мере реализуется через информационный обмен с помощью банка данных. PDM отличает легкость доступа к иерархически организованным данным, обслуживание запросов, выдача ответов не только в текстовой, но и в графической форме, привязанной к конструкции изделия. Поскольку взаимодействие внутри группы проектировщиков в основном осуществляется через обмен данными, то в системе PDM часто совмещают функции управления данными и управления параллельным проектированием.
Информация, заносимая в БД PDM, включает две категории данных. Во-первых, необходимо адаптировать PDM-систему к специфике предприятия, т. е. ввести в нее все используемые классификаторы, а также модель потока работ на предприятии. Кроме того, для эффективного использования накопленного производственным предприятием опыта требуются значительные затраты на перевод существующей документации о разработанных изделиях в стандартное представление и занесение ее в хранилище данных интегрированной информационной системы.
PDM-система также является и системой управления проектом, т. к. фактически предназначена для работы над проектом по разработке, производству и продвижению на рынок наукоемкого промышленного изделия. PDM-система одновременно является рабочей средой пользователя и средством интеграции данных на протяжении всего ЖЦ изделия.
Главной задачей PDM-системы как рабочей среды пользователя является предоставление соответствующему сотруднику нужной ему информации в нужное время в удобной форме (в соответствии с правами доступа). Пользователями PDM-системы выступают все сотрудники предприятий-участников ЖЦ изделия (конструкторы, технологи, работники технического архива), а также служащие, работающие в других предметных областях: сбыт, маркетинг, снабжение, финансы, сервис, эксплуатация и т. п. PDM-система обеспечивает все потребности пользователя, начиная от просмотра спецификации узла и кончая изменением твердотельной модели детали или утверждением измененной детали начальником.
При необходимости PDM-система пользуется помощью других систем для обработки данных (например, САПР), самостоятельно определяя, какое именно внешнее приложение необходимо запустить для обработки той или иной информации. Среди перечня функций, указанных выше, можно выделить следующие:
1. Управление хранением данных и документов. Все данные и документы PDM-системе хранятся в специальной подсистеме (хранилище данных), которая обеспечивает их целостность, организует доступ к ним в соответствии с правами доступа и позволяет осуществлять их поиск. Данные документы являются электронными, т. е. обладают электронной подписью. Управление документами включает в себя:
· версии документов;
· структурируемые документы;
· изменения документов;
· статусы документов;
· ассоциацию документов с любыми объектами;
· протоколирование работы с документами.
2. Управление процессами. PDM-система отслеживает все операции пользователей с данными, в том числе следит за версиями. Кроме того, PDM-система управляет потоком работ (например, в процессе проектирования изделия) и занимается протоколированием действий пользователей и изменений данных.
3. Управление составом изделия. PDM-система содержит информацию о составе изделия, его вариантах. Важной особенностью является наличие нескольких представлений состава изделия для различных предметных областей (конструкторский состав, технологический состав, маркетинговый состав и т. д.).
4. Классификация. PDM-система позволяет производить распределение изделий и документов в соответствии с различными классификаторами. Это может быть использовано при поиске продукта с нужными характеристиками с целью его повторного использования или для автоматизации присваивания обозначений компонентам изделия.
На рис. 7.3 приведен пример вариантов состава изделия. Типичным примером является конструкторская и технологическая спецификации изделия: конструкторы работают с «конструкторским» составом изделия, технологи же оперируют «технологическим», который формируется при проектировании технологии сборки по принципу «как должно собираться». Обычно технологический состав изделия отличается от конструкторского, как минимум, наличием промежуточных подсборок, транспортной тары, расходных материалов и т. д. Другим примером вариантов состава является разбиение сложного изделия по зонам и функциональному признаку (по системам).
а б
Рис. 7.3 – Пример вариантов состава изделия: а – конструкторский состав изделия (одноуровневая сборка); б – технологический состав изделия (несколько подуровней сборки и дополнительные материалы)
Контрольные вопросы по теме раздела 7
7.7.1. Задачи PDM-технологий.
7.7.2. Области применения PDM-систем.
7.7.3. Создание единого информационного пространства на основе PDM-систем.
7.7.4. Функции управления процессами в PDM-системе.
7.7.5. Что понимается под управлением конфигурацией продукции.
7.7.6. Общая характеристика компьютерных систем качества.
7.7.7. Функции PDM-системы как инструмента информационного обеспечения системы менеджмента качества предприятия.
7.7.8. Как реализуется управление хранением данных и документами в PDM-системе?
7.7.9. Как реализуется управление потоками работ и процессами в PDM-системе?
7.7.10. Как реализуется управление структурой продукта в PDM-системе?
7.7.11. Как реализуется автоматизация генерации выборок и отчетов в PDM-системе?
7.7.12. Как реализуется механизм авторизации в PDM-системе?
7.7.13. Состав функций, реализуемых PDM – системами, их структура и возможности, преимущества и недостатки.
7.7.14. Принципы реализации PDM – систем.
7.7.15. Уровни интеграции PDM – системы.
7.7.16. Выгоды от использования PDM-системы.
7.7.17. Примеры PDM-систем для управления данными об изделии и информационными процессами жизненного цикла продукции.
7.7.18. Средства интеграции и адаптации PDM-систем.
§
Важной задачей CALS-технологий является поддержка ЕИП жизненного цикла не только в процессе разработки, но и при продаже, внедрении, эксплуатации и утилизации продукции. Для правильной организации эксплуатации изделий или потребления услуг используются методы науки, именуемой логистикой. Принято говорить о «логистической» или материально-технической поддержке послепродажного периода жизненного цикла продукции.
Логистику можно рассматривать в качестве способа оптимизации движения материальных и информационных ресурсов в пространстве и во времени. В зависимости от стоящих задач ее применяют как внутри одной компании, так и между различными компаниями, а также для работы с потребителем. Упрощенная формула логистики: нужный товар в необходимом количестве необходимого качества в нужное время в нужное место с минимальными затратами.
Современная логистика как наука зародилась в 80-х гг. ХХ в. в США и Японии. Ее сущность – в системном подходе к управлению производством (предприятием, отраслью, регионом, экономикой страны). Постепенно произошел переход от частных концепций – производственной, транспортной логистики и т. д. – к «интегрированной логистике».
На уровне предприятия она предполагает объединение усилий в сквозном управлении материальными, информационными и прочими потоками всех участников полной логистической цепи предприятия: закупки–производство–распределение–продажи–сервис. Предусматриваются три уровня ее внедрения:
1. Низший уровень – отдельные операции понимаются как логистические, и ими управляют с точки зрения оптимизации по какому-либо критерию. Чаще всего в качестве такого критерия выступает минимизация производственных издержек.
2. Средний уровень – наилучшее управление отдельными функциями или какими-то видами деятельности предприятия с точки зрения конечных целей. Создание локальных логистических систем в подразделениях или группах подразделений предприятия.
3. Высший уровень – образование интегрированной логистической системы предприятия (ИЛС) в целом.
Главное преимущество ИЛС заключается в предотвращении неоправданных потерь времени и ресурсов в процессе организации взаимодействия участников при единой системе управления. Однако, будучи единой, эта система управления может, тем не менее, быть и децентрализованной, т. е. иметь несколько управляющих узлов. В ИЛС возможности для маневра ресурсами существенно выше, чем на отдельном предприятии с его сложившейся структурой и производственными мощностями. В частности, ключевые управляющие моменты могут определять конфигурацию всей системы.
В рамках ИЛС осуществляется управление следующими аспектами поддержки эксплуатации изделия:
· планирование обслуживания изделия (Maintenance planning);
· поддержка снабжения ресурсами (Supply support);
· оборудование для поддержки эксплуатации и тестирования изделия (Support and Test equipment);
· обеспечение надежности и ремонтопригодности (Reliability and Maintainability);
· вспомогательное оборудование (Facilities);
· выработка требований к обслуживающему персоналу (Manpower and Human factors);
· обучение персонала и учебное оборудование (Training and Training equipment);
· техническая документация (Technical documentation);
· упаковка, хранение, транспортировка и т. д. (Packaging, Handling, Storage and Transportation);
· утилизация изделия (Disposal).
Эффективность интегрированной логистики наиболее четко проявляется в производстве и эксплуатации сложных и сверхсложных технических комплексов различного назначения. Так, например, сложную логистическую проблему представляет собой постройка современного самолета или космического корабля. Так, в создании американского истребителя F-22 участвуют около 4,5 тыс. поставщиков, производственную кооперацию которых необходимо координировать.
§
Системный подход к проектированию ЖЦ изделия и вытекающий из него комплекс управленческих мероприятий, направленных на сокращение этих затрат, объединяются понятием интегрированной логистической поддержки (ИЛП – Integrated Logistic Support). Концепция ИЛП возникла почти одновременно с самой интегрированной логистикой как результат осмысливания многолетнего опыта эксплуатации военной техники в армиях США и Великобритании.
Интегрированная логистическая поддержка – методология оптимизации стоимости ЖЦ изделия с учетом критериев его наилучшей пригодности к поддержке эксплуатации, надежности и ремонтопригодности, основанная на построении интегрированной логистической системы.
В понятие ИЛП входят:
· исследование состояния рынка и прогнозирование перспектив сбыта изделий, планируемых к производству;
· определение инфраструктуры системы обслуживания изделий в период эксплуатации, в том числе планирование процедур материально-технического обеспечения, диагностики состояния изделий, ремонта и т. п.;
· учет требований ремонтопригодности при проектировании изделий, разработка средств обслуживания сложной техники параллельно с разработкой самого изделия;
· расчет надежности и длительности безотказной работы изделий;
· расчет затрат на производство и эксплуатацию изделий;
· определение состава и необходимого объема запасных частей;
· обучение обслуживающего персонала;
· поддержка связей между производителем и потребителем путем доступа потребителя к интегрированной базе данных изделия с целью упрощения диагностики состояния и ремонта изделий, а также получения изготовителем данных о неисправностях и отказах для принятия мер по повышению надежности изделий;
· классификация и кодификация изделий и материалов, необходимые для упрощения поиска нужных данных в справочниках и БД, исключения дублирования проектов, ускорения составления заявок на поставки комплектующих и т. п.;
· разработка и сопровождение электронной эксплуатационной и ремонтной документации;
· традиционные логистические процедуры, такие как упаковка, складирование, транспортировка изделий.
Пригодность к осуществлению поддержки эксплуатации (supportability)– степень соответствия конструктивных характеристик изделия и интегрированной логистической системы поддержки его эксплуатации требованию постоянной готовности изделия к работе или приведения его в готовность за приемлемое время.
Система интегрированной логистической поддержки (ИЛП-система) изделия– интегрированная логистическая система, обеспечивающая поддержку эксплуатации данного изделия в течение всего его ЖЦ в соответствии с требованиями ИЛП.
ИЛП реализуется посредством применения специализированных информационных технологий (ИТ) и соответствующих программно-методических средств. Базовым стандартом в области ИЛП, получившим в Европе de-facto статус международного, является стандарт министерства обороны Великобритании DEF STAN 00-60: Интегрированная логистическая поддержка. Это новейший стандарт, в настоящее время состоит из двенадцати томов, охватывающих основные аспекты ИЛП.
Большинство сложных технических задач разрабатывается по специальному заказу. Для таких изделий разработка ИЛП-системы начинается практически одновременно с разработкой самого изделия. В ходе разработки концепции изделия вырабатываются также и общие принципы организации поддержки его эксплуатации. Зная концепцию, можно определить структуру и порядок функционирования будущей ИЛП-системы изделия (рис. 8.1).

Рис. 8.1 – Жизненные циклы изделия в ИЛП:
 – стадии ЖЦ ИЛП
– стадии ЖЦ ИЛП
Этапу проектирования и производства изделия соответствует этап проектирования ИЛП-системы (на рис. 8.1 – проектирование стратегии поддержки эксплуатации). Здесь методом последовательного приближения определяется конструкция изделия, обеспечивающая наилучшую пригодность к поддержке эксплуатации. Каждый вариант конструкции имеет свои функциональные характеристики и, соответственно, характеристики ИЛП. Поэтому возникает необходимость в управлении конфигурацией изделия и его ИЛП-системы.
На этапе эксплуатации (на рис. 8.1 – поддержка эксплуатации изделия) постоянно осуществляется мониторинг и анализ состояний изделия и его ИЛП-системы с целью проверки соответствия фактических и расчетных значений их характеристик. Выявленное таким путем несоответствие фактической и расчетной степени пригодности изделия к поддержке эксплуатации может повлечь за собой пересмотр ИЛП-системы, а в худшем случае – конструкции или даже концепции изделия.
По завершении утилизации изделия подсчитывается окончательная стоимость ЖЦ изделия и оценивается общая эффективность организации ИЛП.Такая оценка вместе с архивными данными о функционировании ИЛП-системы может использоваться при организации ИЛП для изделий аналогичного типа или назначения. На рис. 8.1 это стадия завершения поддержки эксплуатации изделия.
Главное, на что следует обратить внимание, – постоянный контроль за текущей или реальной стоимостью ЖЦ изделия. Важность жесткого регулярного контроля обусловлена необходимостью доказать пользователю, что полученная в конечном итоге стоимость ЖЦ изделия оптимальна.
Интегрированная логистическая поддержка включает в себя следующие процедуры:
· логистический анализ (Logistic Support Analysis) изделия, выполняемый с целью обеспечения необходимого уровня надежности, ремонтопригодности и пригодности к поддержке, а также установления требований:
– к конструкции изделия, размещению его агрегатов и узлов, подлежащих регулярному обслуживанию, замене и ремонту;
– к вспомогательному и испытательному оборудованию;
– к численности и квалификации эксплуатационного и обслуживающего персонала;
– к системе и средствам обучения;
– к номенклатуре и количеству запасных частей, расходных материалов и т. д.;
– к организации хранения, транспортировки, упаковки и т. д.
· планирование технического обслуживания и ремонта (ТОиР) изделия (Maintenance and Repair Planning):
– разработка концепции ТОиР, требований к изделию в части его обслуживания и реализации плана ТОиР;
· интегрированные процедуры поддержки материально-технического обеспечения (МТО) процессов эксплуатации, обслуживания и ремонта изделия (Integrated Supply Support Procedures Planning), в том числе:
– определение параметров начального и текущего материально-технического обеспечения;
– кодификация предметов поставки;
– планирование поставок изделий;
– управление заказами на поставку предметов снабжения;
– управление счетами на оплату заказанных предметов снабжения;
· меры по обеспечению персонала электронной эксплуатационной документацией (ЭЭД) и электронной ремонтной документацией (ЭРД) на изделие (Electronic Maintenance Documentation, Electronic Repair Documentation), принимаемые на стадии проектирования и в процессе производства конкретных экземпляров (партий) изделия. Указанная документация используется при закупке, поставке, вводе в действие, при эксплуатации, сервисном обслуживании и ремонте изделия.
В системах ИЛП контролируются процессы поставки изделий, формирования и исполнения заявок. Следует отметить, что ИЛП тесно связана с обеспечением управления качеством продукции в соответствии со стандартами серии ISO 9000.
Приоритетным направлением в сфере ИЛП ЖЦИ становится создание автоматизированных информационно-логистических систем (как стационарных, так и мобильных), на базе технологий, интегрирующих прогнозирующий мониторинг технического состояния объектов и процессы их ЖЦ в единое информационное поле: сканирование информации с основных узлов/агрегатов изделия и передача ее по беспроводным каналам связи на порталы управления ИЛП ЖЦИ позволит принимать оптимальные решения по управлению производством и поставкой МКЗ и послепродажному обслуживанию сложной техники (рис. 8.2). Это даст возможность существенно сократить затраты, связанные с простоем техники и созданием колоссальных запасов комплектующих и запчастей к ней, за счет эффективного управления материально-техническим обеспечением не на основе долгосрочного планирования, а в режиме реального времени.
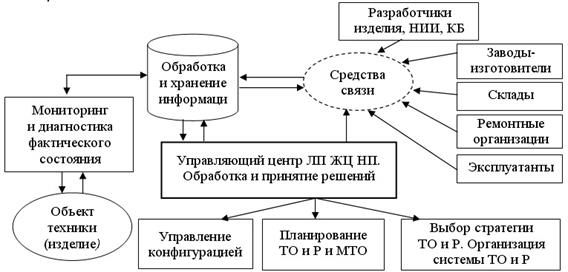
Рис. 8.2 – Система ИЛП в реальном времени
§
Логистический анализ – группа важных задач, с выполнения которых начинается ИЛП. Под логистическим анализом (ЛА) понимают формализованную технологию всестороннего исследования как самого изделия, так и вариантов системы его эксплуатации и поддержки с целью сокращения затрат на постпроизводственных стадиях жизненного цикла при обеспечении требуемого уровня готовности изделия.
На ранних стадиях разработки (техническое предложение, эскизный проект) основное внимание должно быть сосредоточено на оценке конструкции разрабатываемого изделия с точки зрения поддерживаемости и формирования требований к изделию и системе поддержки. Многолетняя практика проектирования сложных технических систем показывает, что:
· до 70 % стоимости жизненного цикла изделия определяются на стадии разработки ТЗ, требующей для своей реализации всего около 10 % стоимости ЖЦ;
· в процессе разработки окончательного проекта изделия (30 % стоимости ЖЦ) фактически известны до 90 % стоимости ЖЦ.
Это значит, что именно на ранних стадиях разработки изделия, когда уже известна большая часть стоимости его ЖЦ, заложен наибольший потенциал ее сокращения. Именно решение данной задачи является главной особенностью логистического анализа как элемента ИЛП, в отличие от традиционного ЛА, имеющего целью лишь минимизацию затрат ресурсов в логистических системах.
Применительно к ИЛП логистический анализ заключается в использовании ряда методов научного и инженерного анализа в процессе разработки изделия и его ИЛП-системы, чтобы наилучшим образом обеспечить пригодность изделия к осуществлению поддержки эксплуатации.
На рис. 8.3 представлен один из вариантов организации ЛА. Отсюда видно, что существуют две фазы ЛА:
1. Стадия проектирования изделия. Вырабатываются решения, позволяющие существенно снизить стоимость ЖЦ изделия.
2. Стадия проектирования ИЛП-системы изделия (для спроектированного изделия). Определяются меры и ресурсы, необходимые для поддержки эксплуатации изделия.
ЛА начинается с момента получения технического задания на изделие и организацию его ИЛП, т. е. с постановки задачи. Основным результатом этой стадии является выработка стратегии проведения ЛА, соответствующих методов и средств.
На стадии проектирования и производства изделия главная задача состоит в том, чтобы конструктивно обеспечить наилучшую пригодность изделия к поддержке эксплуатации, т. к. здесь прогнозируются затраты и определяются ресурсы, необходимые для поддержки изделия в нужном состоянии. Результаты ЛА отражаются в отчетной документации, представляемой заказчику, и частично в БД ЛА (рис. 8.4), предназначенной для информационного обслуживания всех участников жизненного цикла изделия и являющейся доступной обслуживающему персоналу.
Рис. 8.3 – Пример организации логистического анализа
Рис. 8.4 – Основные процедуры и потоки в системе ИЛП:
 – материальный поток;
– материальный поток;  – информационный поток
– информационный поток
База данных логистического анализа (LSA Record) – часть документации ЛА, содержащая данные, предназначенные для выявления потребностей в ресурсах поддержки эксплуатации изделия, таких как:
· планируемые потребности в ресурсах;
· фактические потребности в ресурсах.
БД ЛА поддерживается в течение всего ЖЦ ИЛП-системы изделия, связана с АСУ эксплуатации изделия и используется для следующих целей:
· проведения повторного ЛА при модернизации изделия или среды его эксплуатации;
· формирования комплексной системы материально-технического обеспечения (МТО) изделия;
· обмена опытом с другими проектами изделий;
· формирования стандартизованных отчетов ЛА.
Стандарт 00-60 рекомендует создавать базу данных ЛА в виде реляционной базы данных (в общем виде она содержит более 100 таблиц и почти 600 элементов данных) или электронных таблиц. Однако она может быть реализована и в PDM-системе.
В состав БД ЛА входит комплекс из 104 реляционных таблиц, содержащих следующие результаты ЛА:
Таблицы типа A: требования по эксплуатации и обслуживанию.
Таблицы типа B: показатели требуемого уровня обслуживания (RMA), данные причинно-следственного анализа возможных отказов (FMECA), результаты анализа ремонтопригодности изделия и пригодности к поддержке.
Таблицы типа C: выполняемые задачи, анализ выполняемых задач, данные по персоналу и поддержке эксплуатации.
Таблицы типа E: данные о вспомогательном и учебном оборудовании, учебных материалах.
Таблицы типа F: данные об инфраструктуре для поддержки эксплуатации.
Таблицы типа G: требования к квалификации персонала.
Таблицы типа U: тестируемые узлы и агрегаты, данные по тестированию.
Таблицы типа X: требования к организации перекрестных ссылок.
§
На стадии подготовки контракта на разработку и поставку изделия поставщик должен представить заказчику результаты ЛА. А именно:
1. Показать, как и какие информационные технологии использованы при решении задач АЛП и как будет обеспечено совместное использование данных АЛП для ИЛП и других задач.
2. Оценить характеристики «пригодности к поддержке», в том числе:
· показать, как и какие ИТ будут применены в качестве одного из факторов, обеспечивающих заданный уровень «пригодности к поддержке»;
· оценить, как в проекте учтены ограничения на логистические ресурсы;
· описать опыт применения ИТ в разработке и эксплуатации существующего изделия – прототипа;
· показать, как и какие ИТ будут использованы в процессе проектирования для улучшения характеристик «обслуживаемости» изделия.
3. Представить результаты оптимизации системы логистической поддержки.
4. Оценить ресурсы, необходимые для логистической поддержки изделия.
На более поздних стадиях разработки (технический проект) и в процессе производства задача ЛА заключается в проектировании средств поддержки изделия, разработке перечня задач по обслуживанию и ремонту изделия и оценке ресурсов, необходимых для их выполнения. На этапе эксплуатации должен быть обеспечен сбор статистического материала для оценки результатов ЛА и для анализа новых проектов.
Вся информация, получаемая и используемая в процессе АЛП, должна храниться в специализированной БД ЛА. В ней фиксируется конкретная конфигурация изделия, требования и процедуры по обслуживанию. БД ЛА используется для разработки других элементов ИЛП, таких как электронная эксплуатационная документация, учебные материалы и т. д. На стадии эксплуатации в БД АЛП поддерживаются данные о фактической конфигурации изделия с учетом возможных изменений.
Информация о ходе эксплуатации и фактических характеристиках «пригодности к поддержке» должна передаваться проектанту, обеспечивая обратную связь и возможность дополнения и корректировки результатов первоначального анализа.
Поэтому БД АЛП физически должна состоять из двух частей:
1) непоставляемая часть, находящаяся в распоряжении подрядчика;
2) поставляемая часть, передаваемая заказчику.
Поставляемая часть должна обеспечить функции обслуживания изделия заказчиком, в то время как непоставляемая часть – функции логистической поддержки и сопровождения изделия подрядчиком. При поставке изделия подрядчик должен передать заказчику поставляемую часть БД ЛА, заполненную всей необходимой информацией о данном экземпляре изделия.
Стандарт 00-60 выделяет в логистическом анализе 15 стандартизованных задач, сгруппированных в 5 серий:
100 – Планирование и управление работами по ЛА.
200 – Служебное назначение изделия и система поддержки его эксплуатации. 300 – Подбор и оценка альтернатив.
400 – Разработка требований к ресурсам логистической поддержки. 500 – оценка «пригодности к поддержке».
Данный перечень задач установлен для ИЛП-проектов Министерства обороны Великобритании. Во всех остальных случаях он позиционируется как образец, допускающий корректировку с учетом особенностей конкретного проекта.
Система задач и последовательность их выполнения построены так, чтобы снизить вероятность неудачных проектных решений, влияющих на эффективность эксплуатации изделия. Подразумевается, что одна из важнейших целей ЛА – доказать потребителю, что возможные меры по сокращению стоимости владения изделием приняты.
§
Однако ИЛП рассматривает не только готовность изделия к осуществлению поддержки эксплуатации. Надежность и ремонтопригодность по прежнему остаются важными критериями оптимизации стоимости ЖЦ, а потому ЛА имеет ряд соответствующих методик:
· анализ последствий возможных неисправностей и путей их предотвращения (Failure modes Effects and Criticality Analysis – FMECA);
сравнительный анализ эффективности методов организации обслуживания изделия, позволяющих предотвратить возникновение неисправностей (Reliability Centered Maintenance Analysis RCMA);
· анализ качества обслуживания изделия (Level of Repair Analysis- LORA).
В ходе ЛА определяется концепция технического обслуживания и ремонта, а также требования к конструкции изделия, в частности вырабатывается соответствующий регламент, обосновываются требования к вспомогательному оборудованию и подготовке персонала. Одним из результатов выполнения ЛА может являться, например, формирование некоторого интегрального показателя (функционала), характеризующего эффективность ИЛП-системы (рис. 8.5):
S = (MTBF,MTTR,RST,MTBA,MTBR,ROA,RML),
где MTBF (Mean Time between Failures) – среднее время между отказами оборудования; MTTR (Mean Time to Repair) – среднее время ремонта; RST (Required Standby Time) – среднее время восстановления (приведения в рабочее состояние) после отказа; MTBMA (Mean Time between Maintenance Actions) – среднее время между обслуживанием; MTBR (Mean Time between Removals) – среднее время между заменами узлов или деталей; ROA (Required Operational Availability) – требуемый уровень готовности; RML (Required Maintenance Level) – требуемый уровень обслуживания.
Конкретный вид этого функционала и методика оценки пригодности к поддержке эксплуатации по его количественному значению будут определяться организацией, осуществляющей ЛА.
Рис. 8.5 – Пригодность к поддержке
Помимо данных, прямо связанных с изделием, и характеристик «пригодности к поддержке» результатом ЛА являются:
· требования к вспомогательному оборудованию, к которому относится стационарное и мобильное оборудование, необходимое для эксплуатации и технического обслуживания изделия, в том числе универсальное оборудование, транспортное оборудование, инструмент, метрологическое и контрольно-измерительное оборудование, диагностическое оборудование и программное обеспечение;
· требования к инфраструктуре системы эксплуатации и ремонта, включащей здания, сооружения, системы энергоснабжения и т. д.;
· требования к количественному и качественному составу персонала и уровню его квалификации;
· требования к подготовке персонала и средствам обучения;
· требования, ресурсы и процедуры, связанные с упаковкой, хранением и транспортированием изделия и вспомогательного оборудования, в том числе требования к условиям внешней среды (температура, влажность, атмосферное давление, удары и вибрации и т. д.);
· особенности работы с опасными материалами, условия их краткосрочного долгосрочного хранения.
§
Итак, выбор задач ЛА для конкретного проекта определяется следующими элементами:
· Договоренность между поставщиком и заказчиком.
· Вид поставляемой продукции.
· Наличие статистической информации по данному или аналогичному типу продукции.
· Стадия проекта.
· Свобода проектирования.
· Ограничения по времени и финансированию.
В процессе решения задач ЛА определяется структура изделия и назначаются коды (рис. 8.6.).

Рис. 8.6 – Структура изделия и коды
Код (акроним) конечного изделия (End Item Acronym Code – ELAC, DED 096) – уникально идентифицирует конечное изделие.
Логистический контрольный номер – ЛКН (Logistic Control Number – LCN, DED 199) – уникально идентифицирует компонент или функцию конечного изделия (совместно с двум следующими кодами).
Тип ЛКН (LCN Type, DED 203). Указывает тип разбиения (функциональное или физическое).
Альтернативный логистический номер – АЛН (Alternative LCN – ALC, DED 019). Код, присваиваемый различным исполнениям одного компонента.
В заключительной стадии решаются следующие задачи (рис. 8.7).
Заключительная стадия ЛА
Рис. 8.7 – Задачи, решаемые на заключительной стадии ЛА
Результаты ЛА отражаются в отчетной документации, представляемой заказчику, и частично в базе данных ЛА.
Заказчик участвует в процессе логистического анализа и может контролировать его ход.
По завершении очередной задачи ЛА заказчику предоставляется отчет (рис. 8.8). Стандарт 00-60 особо выделяет отчеты базы данных, определяя их форму и содержание. Возможность подрядчика организовать ИЛП в значительной мере выражена его способностью предоставить заказчику отчеты ЛА в срок и в соответствующей форме.
| Номер отчета | Английское название отчета | Русское название отчета |
| LSA-001 | Man-Hours by Skill Speciality Code and Level of Maintenance | Распределение количества человеко-часов по квалификационным требованиям и уровням обслуживания |
| LSA-003 | Maintenance Symmaru | Сводные данные по обслуживанию |
| LSA-004 | Maintenance Allocation | Карта распределения работ по техническому обслуживанию |
| LSA-007 | Sypport Equipment Requirements |
Рис. 8.8 – Фрагменты таблицы отчетов
В целом система задач ЛА и последовательность их выполнения построены так, чтобы снизить вероятность неудачных проектных решений, влияющих на эффективность эксплуатации изделия. По аналогии со стандартами серии ISO9000, направленными на построение системы, обеспечивающей заданный уровень качества и возможность адекватно демонстрировать потребителю способность управлять качеством, технологии и стандарты ЛА направлены на то, чтобы адекватно доказать потребителю, что все меры, обеспечивающие сокращение стоимости владения изделием, приняты.
До недавнего времени процесс ЛА регламентировался стандартом Министерства обороны США MIL-STD-1388. Более современным и универсальным является, как указано выше, стандарт Министерства обороны Великобритании DEF STAN 00-60, de-facto признанный в Европе в качестве международного.
Стандарт 00-60 рекомендует по возможности использовать электронную документацию на изделие для информационного обмена между поставщиком и заказчиком. Только если это невозможно, допускается применение традиционной бумажной документации.
В состав электронной документации включаются следующие данные:
· технические данные об обслуживании изделия;
· срочная и временная информация об изделии и поставках;
· документация на программное обеспечение;
· документация, связанная с организацией закупок предметов МТО, включая иллюстрированные каталоги деталей;
· идентификационная информация о предметах МТО;
· комплект технической документации на изделие, включая чертежи;
· отчеты ЛА.
§
Стандарт AECMA S2000M посвящен вопросам материально-технического обеспечения, технического обслуживания и ремонта в авиационной промышленности. По своему назначению близок к стандарту DEF STAN 00-60. Включает разделы, описывающие планирование МТО, кодификацию, управление заказами, счетами, ремонтом.
В стандарте описаны информационные модели МТО. Для примера часть информационной модели на языке Express-G приведена на рис. 8.9 (указана лишь часть сущностей и атрибутов).
Рис. 8.9 – Фрагмент модели связи структуры изделия и его МТО
Физической реализацией ИЛП-системы, связанной с производством и функционированием изделия, является комплексная система (КС) материально- технического обеспечения (МТО). КС МТО формируется как часть ИЛП-системы изделия и распространяется не только на само изделие, но и на все вспомогательное оборудование.
КС МТО – это комплекс стандартизованных процедур, охватывающий такие процедуры, как:
· кодификация предметов материально-технического обеспечения (Codification);
· определение параметров начального МТО (Initial Provisioning);
· определение параметров текущего (регулярного) МТО (Provisioning);
· планирование закупок предметов (Procurement Planning);
· управление поставками (Supply Management);
· управление заказами (Order Administration);
· управление счетами (Invoicing).
· организация текущих ремонтов.
В рамках одного предприятия могут существовать несколько относительно независимых систем МТО для каждого вида используемой техники. Управление и координация МТО на предприятии возложены на АСУ предприятия.
При создании комплексной системы МТО используется информация, поступающая из следующих источников:
· результаты ЛА в части требований к ресурсам, необходимым для осуществления поддержки эксплуатации;
· предыдущие проекты (готовой системы поставок или ее частей);
· каталоги запасных частей, в том числе – иллюстрированные (данные об альтернативных вариантах запчастей и материалов).
Кодификация предметов МТО представляет собой четко регламентированную стандартами процедуру присвоения этим предметам кодовых обозначений, однозначно понимаемых всеми службами поставщиков и потребителей, причастными к соответствующим процессам. Характерной особенностью этих обозначений является их ориентированность на компьютерную обработку. Цель кодификации состоит в сокращении номенклатуры закупаемых изделий и комплектующих, исключении неоправданного дублирования и предоставлении необходимой информации потребителям и поставщикам.
Определение параметров начального МТО состоит в формировании перечня необходимого набора запасных частей и расходных материалов, необходимых для поддержки функционирования изделия в начальный период его эксплуатации, когда текущее МТО может по тем или иным причинам оказаться еще не налаженным. Состав этого набора, как в отношении номенклатуры необходимых предметов, так и в отношении их количества, определяется расчетами, выполняемыми в процессе ЛА. В состав средств и предметов начального МТО, как правило, включают запасные части и материалы, необходимые для эксплуатации не только самого изделия, но и вспомогательного оборудования. В процессе организации начального МТО могут быть подготовлены контракты с фирмами – поставщиками соответствующей продукции. Обычно период действия начального МТО ограничивается сроком до двух лет.
Номенклатура и объемы поставок, т. е. параметры текущего МТО, также определяются расчетами, выполняемыми в процессе ЛА, и затем корректируются в зависимости от фактических условий эксплуатации изделия. При этом широко используются иллюстрированные каталоги деталей и элементов изделия, подготовка которых также происходит в процессе ЛА.
Планирование закупок (ПЗ) представляет собой метод запроса и получения от промышленных предприятий сведений о ценах на предметы МТО, включая прайс-листы поставщиков. В соответствии со стандартами процедуры ПЗ охватывают два вида деловой практики:
Процедуры направления запроса о ценах на конкретные предметы МТО от покупателя потенциальному поставщику и последующего ответа поставщика.
Процедуры запроса покупателем актуального прайс-листа на некоторую номенклатуру предметов МТО и предоставления такого прайс-листа поставщиком в ответ на запрос покупателя. Возможна также процедура предоставления этих данных покупателю по собственной инициативе поставщика.
Стандарты жестко регламентируют форму и содержание запросов и ответов (сообщений) для обоих случаев, предусматривают формы и процедуры согласования цен и способы кодирования соответствующих разным ситуациям документов. На основании результатов ПЗ определяется, у каких поставщиков будут приобретаться те или иные предметы МТО. Именно эти сведения и составляют содержание плана закупок. Эти данные используются на последующих стадиях ИЛП, т. е. при управлении заказами (заявками) и ведении счетов.
На основании результатов ПЗ определяется, у каких поставщиков будут приобретаться те или иные предметы МТО, что используется в дальнейшем при управлении заказами и ведении счетов.
Управление поставками предусматривает выполнение таких процедур, как оценка уровня текущих запасов по всем предметам МТО, принятие своевременных решений о необходимости пополнения этих запасов, подготовка соответствующих заявок, контроль качества поступающих предметов МТО, организация их хранения и выдачи. На выполнение всех этих процедур существуют предусмотренные стандартами правила и инструкции, определяющие состав и последовательность необходимых действий, а также форму и содержание сопроводительных документов.
Управление заказами объединяет все виды действий, осуществляемых с заказом (заявкой) от момента его выдачи заказчиком поставщику и до подтверждения доставки. Это означает, что управление заказами предполагает также и управление поставками.
В данном случае между заказчиком и поставщиком происходит информационный обмен, в ходе которого используются следующие транзакции:
· размещение заказа (заказчик – поставщик);
· получение справок о размещенном заказе (заказчик – поставщик -заказчик);
· подтверждение приема заказа (поставщик – заказчик);
· отказ в приеме заказа (поставщик – заказчик);
· извещение об изменении несущественных параметров заказа (поставщик – заказчик);
· извещение о выполнении заказа (поставщик – заказчик).
Управление поставками предусматривает выполнение таких процедур, как:
· оценка уровня текущих запасов по всем предметам МТО;
· принятие своевременных решений о пополнении этих запасов;
· подготовка соответствующих заявок;
· контроль качества поступающих предметов МТО;
· организация их хранения и выдачи.
Формат и содержание транзакций регламентированы стандартами.
Управление счетами на оплату заказанных предметов снабжения – информационный обмен между поставщиком и заказчиком при передаче счетов и данных о счетах на оплату в электронном виде. При этом используются следующие транзакции:
1. Отправка счета (Поставщик – Заказчик).
2. Подтверждение приема счета к оплате (Заказчик – Поставщик).



3. Отказ от оплаты счета (Заказчик – Поставщик).
4. Отправка платежного требования (Поставщик – Заказчик).
5. Прием платежного требования (Заказчик – Поставщик).
6. Отказ от платежного требования (Заказчик – Поставщик).
7. Запрос данных о состоянии платежа (Поставщик – Заказчик).
8. Ответ на запрос о состоянии платежа (Заказчик – Поставщик).
9. Извещение о состоянии платежа (Заказчик – Поставщик). Формат и содержание транзакций регламентированы стандартами.
Организация текущих ремонтов на данный момент не регламентируется стандартами на ИЛП, а потому при их проведении следует руководствоваться существующими специализированными стандартами.
Таким образом, состав ИЛП можно представить в следующем виде (рис. 8.10).
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Яблочников Е.И. Методологические основы построения АСТПП. СПб: СПбГУ ИТМО, 2005. – 84 с.
2. Информационная поддержка жизненного цикла изделий машиностроения: принципы, системы и технологии CALS/ИПИ [Text]. – М.: Издательский центр “Академия”, 2007. – 304 с.
3. Васильев, Р. Б. Управление развитием информационных систем [Text]: учебное пособие / Р.Б.Васильев, Г.Н. Калянов, Г.А. Левочкина. Под ред. Г.Н. Калянова. – М.: Горячая линия Телеком, 2009. – 376 с.
4. Рудинский, И. Д. Технология проектирования автоматизированных систем обработки информации и управления [Text]: учеб. пособие для высш. учеб заведений / И.Д. Рудинский. – М.: Горячая линия-Телеком, 2021. – 304 с.
5. Гагарина, Л. Г. Разработка и эксплуатация автоматизированных информационных систем [Text]: учебное пособие / Л.Г. Гагарина. – Профессиональное образование. – М.: ИД “ФОРУМ” – ИНФРА-М, 2021. – 384 с.
6. Беккер, В. Ф. Технические средства автоматизации. Интерфейсные устройства и микропроцессорные средства [Text]: учебное пособие / В.Ф. Беккер. – 2-е изд. – М.: РИОР, ИНФРА-М, 2021. – 152 с.
7. Фуфаев, Э. В. Базы данных [Text]: учебное пособие / Э.В. Фуфаев, Д.Э. Фуфаев. – 6-е изд., стер. – М.: Академия, 2021. – 320 с.
8. Пирогов, В. Ю. Информационные системы и базы данных: организация и проектирование [Text]: учебное пособие / В.Ю. Пирогов. – СПб.: БХВ-Петербург, 2009. – 528 с.
9. Еременко, Ю. И. Автоматизированные информационные системы [Text]: монография / Ю.И. Еременко, Е.Н. Шафоростова, Н.И. Ковтун; Под ред. д.т.н. проф. Ю.И. Еременко. – Старый Оскол: Оскольская типография, 2021. – 123 с.
10. Вдовенко, Л. А. Информационная система предприятия [Текст]: учебное пособие / Л.А. Вдовенко. – М.: Вузовский учебник: ИНФРА-М, 2021. – 237 с.
11. Кустов, А. И. Предметно-ориентированные информационные системы. [Text]: учебное пособие / А.И. Кустов,О.Я. Кравец. – Воронеж: Научная книга, 2007. – 140 с.
12. Анфилатов, В. С. Системный анализ в управлении [Text]: учеб. пособие / В.С. Анфилатов, А.А. Емельянов, А.А. Кукушкин. – М.: Финансы и статистика, 2006. – 368 с.





