

Моделирование процесса экстракции для совершенствования установок селективной очистки масляных фракций
1. Штейнбрехер, А.Г. Высококачественные базовые масла- основа перспективного ассортимента продукции /А.Г. Штейнбрехер, Ю.Б. Смолин, А.Н. Обрывалина//Нефтепереработка и нефтехимия—2005.-№ 8. -С. 22-23.
2. Соболев, Б.А. Тенденции производства смазочных масел в России /Б.А. Соболев//Мир нефтепродуктов.- 2002.-№ 2.-С. 1-2.
3. Бочаров, А.И. Производство смазочных масел на НПЗ в России /А.И. Бочаров //Мир нефтепродуктов.- 2002.-№ 4.-С. 3-5.
4. Иванов, A.B. N-метилпирролидон вместо фенола при очистке масляного сырья /A.B. Иванов, Н.П. Лазарев, Р.Г. Яушев //Химия и технология топлив и масел.-2000. -№5. -С. 44-45.
5. Соболев, Б.А. Смазочные масла. Структура производства /Б.А. Соболев //Мир нефтепродуктов.- 2004.-№ 4.-С. 4-5.
6. Теляшев, Р.Г. Анализ отечественного производства моторных масел/ Р.Г. Теляшев, М.Л. Дондэ //Башкирский химический журнал.-2008. Т.13,№2.-С. 88-89.
7. Хансон, К. Последние достижения в области жидкостной экстракции / К. Хансон. Пер. с англ.- М.: Химия, 1974.- 448 с.
8. Абиев, Р.Ш. Исследование процесса жидкостной экстракции в пульса-ционном резонансном аппарате /Р.Ш. Абиев, С.Н. Васильев // Экстракция органических соединений ЭОС — 2005: каталог докладов III меж-дунар. конф./ ВГТА .- Воронеж, 2005. С. 112.
9. Ю.Зиганшин, Г.К. Совершенствование технологии жидкостной экстракции в производстве нефтяных масел с использованием новых контактных устройств: дис. д-ра техн. наук: 05.17.07, 05.17.08. Уфа, 1999 -391 с.
10. Трейбал, Р. Жидкостная экстракция/ Р. Трейбал. Пер. с англ. под ред. С.З.Кагана. М.: Химия, 1966. – 724 с.
11. Касаткин, А.Г. Основные процессы и аппараты химической технологии: Учебник для вузов. 10-е изд., стереотипное, доработанное. Пере-печ. с изд. 1973г. /А.Г. Касаткин- М .: ООО ТИД «Альянс», 2004. – 753 с.
12. Pat. 1620216 ЕР. A method and an apparatus for the continuous mixing of two flows / Eric Lundren, Bengt Palm-2004:http://v3.espacenet.com/textdoc?DB=EPODOC&IDX=DK1620216T&F=0.
13. Pat. 5865537 USA. Mixing device for mixing a low viscosity fluid into high viscosity fluid / Felix Streiff, Andreas Walder, Arno Signer-1999: http://v3.espacenet.com/textdoc?DB=EPODOC&roX=US5865537&F=Q
14. Pat. 1517509 GB. Mixer / Denis Henry Desty -1978:http://v3 .espacenet.com/textdoc?DB=EPODOC&IDX=GB 1517509&F=0
15. Pat 3539426 DE. Statische mischvorrichtung fUr nieder-und hochviskose stoffe / Ferdinand Geyer -1987:http://v3 .espacenet.com/textdoc?DB=EPODOC&IDX=DE3 539426&F-0
16. Pat 1428612 GB. Devices for mixing liuquids / Gunther Derdau -1976: http://v3.espacenet.com/origdoc?DB=EPODOC&IDX=GB 1428612&F=0& OPN=GB 1428612
17. Pat. 3424437 US. Apparatus for mixing viscous fluids I Charles J. Shearer -1969:http://v3.espacenet.com/textdoc?DB=EPODOC&IDX==US3424437&F=Q.
18. Pat. 3953002 US. Motionless mixing device / Herbert C. England, William C. Voigt. Jr.- 1976:http;//v3.espacenet.com/textdoc?DB=EPODOC&IDX=US3953002&F=0
19. Pat. 4093188 US. Static mixer and method of mixing fluids / Terry A. Horner 1978:http://v3 .espacenet.com/textdoc?DB=EPODOC&IDX=US4Q93188&F=0
20. Pat. 4408893 US. Motionless mixing device / William T. Rice 1983: http://v3.espacenet.com/textdoc?DB=EPODQC&IDX=US4408893&F=0.
21. Pat. 4382684 US. Apparatus for mixing and dispersing liquid resins /No-buoHori-1983:http://v3.espacenet.com/textdoc?DB=EPODOC&IDX=US4382684&F=Q.
22. Pat. 6428200 US. Static laminar mixing method /Marcus Fleischli -2002: http://v3.espacenet.com/textdoc?DB=EPODOC&IDX=US6428200&F=0.
23. Pat. 3631311 DE. Mischvorrichtung /Hans-Eckardt Palinsky-1988: http://v3.espacenet.com/textdoc?DB^EPODOC&IDX=DE3631311&F-0
24. Pat. 0153002 US. Jet mixer with adjustable orifices/Peter James Ryan-2005: http://www.google.com/patents?id=BlKYAAAAEBAJ&dq=Q 153002
25. Pat. 2531547 US. Apparatus for washing oils with an immiscible wash liquid / Charles E. Ayres-1946:http://v3.espacenet.com/textdoc?DB=EPODOC&IDX=US2531547&F-Q
26. Pat. 2709641 US. Extraction column /Clarence G. Gerhold-1951: http://v3.espacenet.com/textdoc?DB-EPODQC&IDX=US2709641&F-0
27. Pat. 3108859 US. Pulsed extraction column /Oscar H. Koski-1959: http://v3.espacenet.com/textdoc?DB=EPODOC&IDX=US3108859&F=0
28. Pat. 4832813 US. Pulsed counterflow extraction column / Edward J. Wil-liamson-1989:htlp://v3 .espacenet.com/textdoc?DB=EPODOC&IDX=US4832813&F=0
29. Pat. 2919978 US. Pulse extraction column /Dwight B. Mapes-1960 http://v3.espacenet.com/textdoc?DB=EPODOC&IDX=US2919978&F-Q
30. Pat. 4832923 US. Liquid-liquid extraction columns / Susan J. Lonie -1989: http://v3.espacenet.com/textdoc?DB-EPODOC&IDX-US4832923&F=Q
31. Pat. 2364892 US. Extraction column /Joseph C. Elgin- 1944: http://v3.espacenet.com/textdoc?DB=EPODOC&IDX=US2364892&F==Q
32. Pat. 6962661 US. Liquid-liquid extraction apparatus and method / Aldrich Holt Northup, Jr.-2005:http://v3.espacenet.com/textdoc?DB=EPODOC&IDX=US2005045558&F=: 0
33. Pat. 3389970 US. Liquid-liquid extraction column having pumping impeller assemblies /Edward G. Scheibel 1968:http://v3 .espacenet.com/textdoc?DB=EPODOC&IDX=US338997Q&F=Q
34. Pat. 2601674 US. Liquid contact apparatus with rotating disks /Gerrit H. Reman- 1952:http://v3 .espacenet.com/textdoc?DB=EPODOC&IDX=US26Q 1674&F=0
35. Pat. 4444729 US. Multistage column for countercurrent extractions of liquids. / Reinhard Gradl- 1984:http://v3.espacenet.com/textdoc?DB=EPODOC&roX=US4444729&F=Q
36. AC. 1286233. Пульсационный экстрактор/ Г.И. Иванов, М.З. Макси-менко, О.В. Рыськов:http://v3.espacenet.com/origdoc?DB=EPODOC&IDX=SU1286233&F=Q& OPN-SU12862334)
37. Пат. 2102129 РФ. МПКбВ 01 F 5/04. Инжекторный смеситель/ О.М. Кувшинов, А.Ф. Цыцаркин-1998:http.7/v3 .espacenet.coin/textdoc?DB=EPODOC&IDX=RU2102129&F=0
38. Pat. 3559959 US. Impeller and mixer-settler apparatus /Walter M. Davis, Edwin A. Matzner—1968:http ://v3. espacenet. com/ origdoc?DB=EPODQC&IDX=US3559959&F=0& QPTSHUS3 559959
39. Pat. 3489526 US. Liquid-liquid contactor /Menahem El-Roy, Shragga Ir-may-1970:http://v3.espacenet.com/origdoc?DB=EPODOC&IDX=US3489526&F=Q& OPN=US3489526
40. Pat. 2646346 US. Multistage mixer-settler apparatus /Burton V. Coplan, Edwin L. Zebroski-1953:http://v3.espacenet.com/origdoc?DB=EPODOC&IDX==US2646346&F=Q& QPN=US2646346
41. Pat. 3719455 US. Mixer-settler extractor/ Tadao Ohono, Chiaki Shimizu et.al-1973:http://v3.espacenet.com/origdoc?DB=EPODOC&roX=US3719455&F=Q& QPN=US3 71945 5
42. Pat. 2665196 US. Multistage internal mixer-settler extraction apparatus/ Noland Poffenberger-1952:http.7/v3 .espacenet.com/origdoc?DB=EPODOC&IDX=US2665196&F=0& QPN=US2665196
43. Pat. 3306588 US. Impeller Mixer/Norman C. Reid-1965: http://v3.espacenet.com/textdes?DB=EPODOC&IDX=US3306588&F=0&Q PN=US3306588
44. Pat. 2159856 US. Mixing or dissolving apparatus /Gordon MacLean- 1937: http://v3 .espacenet.com/origdoc?DB=EPODOC&IDX=US2159856&F=0& OPN=US2159856
45. Пат. 2253506 РФ. МПК7В 01 F 7/22, 7/16. Пропеллерная мешалка конструкции Землякова Н.В. для перемешивания жидких сред/ Н.В. Земляков -2003:http://v3.espacenet.com/origdoc?DB=EPODQC&IDX=RU2253506&F=0& OPN=RU22535Q6
46. Pat. 2212261 US. Turbine type mixer /Abraham Brothman-1939: http;//v3 ■espacenet.com/origdoc?DB=EPODOC&IDX=US2212261 &F=0& QPN=US2212261
47. Pat. 3744765 US. Turbine mixer/Max. L. Bard-1971: http://v3.espacenet.com/textdoc?DB=EPODOC&roX=US3744765&F=Q).
48. Pat. 2450802 US. Mixer /John Johnson-1944: http://v3.espacenet.com/origdoc?DB=EPODQC&IDX-US2450802&F=0& QPN=US2450802.
49. Пат. 845310 РФ, МПК6 В 01 D 3/28; В 01 D 53/20; В 01 J 1/00. Контактное устройство для тепломассообменных и химических процессов / Б.К.Марушкин, Г.К.Зиганшин, М.И.Ахметшин, А.П.Винкельман, Ф.Ш.Айдагулов // Открытия. Изобретения. 1981. – № 25.
50. Пат. 1510850 РФ, МПК6 С 01 D 3/28, 11/04. Контактное устройство плёночного типа /Г.К.Зиганшин, Б.К.Марушкин, В.М.Шуверов, А.Д.Макаров и др. // Открытия. Изобретения. 1989. – № 36.
51. Берестовой, A.M. Жидкостные экстракторы /A.M. Берестовой, И.Н. Белоглазов.- Л.: Химия. 1982.-208 с.
52. Теттаманти, К. Конструкции и применение смесительно-отстойных экстракторов в химической промышленности /К. Теттаманти, Е. Ми-граи, Ш. Надь и др. //Всесоюзное научно-техническоге совещание “Жидкостная экстракция”: сб. трудов Л., 1969. С. 236-243.
53. Максименко М.З. Эффективность насадок экстракционных колонн при г . >.; очистке масляного сырья фенолом / М.З. Максименко, Г.Х. Яушев, К.Г. Зубарев // Химия и технология топлив и масел. – 1968. – №12. – С. 34- „37.
54. Карпачева, С.М. Исследование гидравлики и эффективность пульсаци-онной экстракционной колонны с насадкой КРИМЗ / С.М. Карпачева, Е.И.Захаров // Химия и технология топлив и масел. 1967. – №7. – С. 39-43.
55. Субхаваздикул, С. Исследование производительности роторно-пульсационного экстрактора /С. Субхаваздикул, К. Алран, А. Анжели-но и др. // Теоретические основы химической технологии. — 1973. №3. – С. 433-435
56. Яковлев, С.П.Селективная очистка масляных дистиллятов с использованием пульсационной аппаратуры /С.П. Яковлев, В.А. Болдинов //Химия и технология топлив и масел.-2008. —№1. — С. 6-9
57. Кайбышев А. Ф. Совершенствование технологий получения фенольных производных из некоторых промышленных отходов нефтехимических производств. Автореферат дис. . канд. техн. наук: 02.00.13 /А.Ф.Кайбышев Уфа, УГНТУ.-2003.-24 с.
58. Химия нефти/ И.О. Батуева, A.A. Гайле, Ю.В.Поконова и др.; Под ред. З.И. Сюняева—JL: Химия, 1984. -360 с.
59. Дияров, И.Н. Изучение фазовых равновесий в тройных смесях, содержащих в качестве растворителя нитроспирты /И.Н. Дияров, Л.М. Козлов, P.P. Буреева//Конференция вузов Поволжья: Сб. тр./УНИ.- 1968-С. 52.
60. Циборовский, Я. Основы процессов химической технологии / Я. Цибо-ровский. пер. с польского Л.: Химия, 1967 – 720 с.
61. Богданов Н.Ф., Переверзев А.Н. Депарафинизация нефтяных продуктов/ Н.Ф. Богданов, А.Н. Переверзев. —М.: Государственное научно- . техническое издательство нефтяной и горно-топливной литературы,1961.-244 с.
62. Ритчи, Г.М. Экстракция. Принципы и применение в металлургии /Г.М. Ритчи, A.B. Эшбрук-М.: Металлургия, 1983.-480 с.
63. Линзюнь, В. Влияние фракционного состава масляных дистиллятов на показатели процессов производства нефтяных масел. Автореферат дис. . канд. техн. наук : 05.17.07/Ван Лицзюнь-Уфа, УГНТУ.-2002.-25с.
64. Андреева, A.C. Экстракция газойлей каталитического крекинга/ A.C. Андреева, Б.Т. Абаева, Н.А.Окиншевич //Химия и технология топлив и масел. 1969. – №9. – С. 22-25.
65. Полыпинский, В.В. Исследование новых растворителей для селективной очистки масел /В.В. Полыпинский, Л.М. Козлов //Химия и технология топлив и масел. — 1974. №7. – С. 20-22.
66. Куцевалов, В.В., Карайбог E.B. Фурфурольная очистка трансформаторного дистиллята из волгоградских нефтей /В.В. Куцевалов, Е.В. Карайбог //Химия и технология топлив и масел. 1966. – №5. – С. 31-33.
67. Гайле, A.A. Разработка и совершенствование процессов разделения нефтепродуктов с использованием селективных растворителей /A.A. Гайле, В.Е. Сомов //Нефтепереработка и нефтехимия. -2004. -№10. -С. 14-16.
68. Максименко, М.З. Исследование гидродинамики и массопередачи в экстракторе с вибрирующими тарелками / М.З. Максименко, А.Ф. Гал-леев, А.И. Гурьянов // Химия и технология топлив и масел. 1966. -№4.-С. 16-19.
69. Нигматуллин, Р.Г. Исследование избирательности полярных растворителей на модельных смесях / Р.Г. Нигматуллин, П.А. Золотарев, Р.Г.Теляшев, и др // Нефтепереработка и нефтехимия 1995. -№2. — С. 19-21.
70. Гайле, A.A. Экстракционная очистка сырья каталитического крекинга / A.A. Гайле, А.П. Хворов, Г.Д. Залищевский и.др // Химия и технология топлив и масел. 2005. – №1. – С. 19-21.
71. Муршудли, Ч.Д. Эффективность извлечения нефтяных кислот в экстракторе с ситчатыми тарелками /Ч.Д. Муршудли// Химия и технология топлив и масел. 2005. — №5. — С. 12-16.
72. Гайле, A.A. Повышение качества топочных мазутов /A.A. Гайле, A.B. Костенко, Г.Д. Залищевский и др. // Химия и технология топлив и масел. 2005. – №4. – С. 3-9.
73. Марушкин, Б.К. Лабораторная экстракционная колонка и метод определения ее эффективности /Б.К. Марушкин// Сборник трудов Уфимского нефтяного института выпуск III- Уфа., 1960. — С. 183-186.
74. Кулиев, Р.Ш. Очистка масляных фракций смесью селективных растворителей /Р:Ш. Кулиев, Ф.И. Самедова, A.M. Касумова, В.М. Алиева // Химия и технология топлив и масел. 1985. – №6. – С. 8-9
75. Рябов, В.Г. Выбор поверхностно-активных веществ для очистки масляных фракций N-метилпирролидоном /B.F. Рябов, В.М. Шуверов, H.H. Старкова и др. //Химия и технология топлив и масел. 1997. -№2.-С. 12-13
76. Старкова, H.H. Поверхностно-активные вещества при* очистке масляных дистиллятов N-метилпирролидоном /H.H. Старкова, В.Г. Рябов, В.М. Шуверов и др. //Химия и технология топлив и масел. 1997. — & •• №3. – С. 20-21
77. Нигматуллин, Р.Г. Способ очистки масел фенолом с комплексообраVзующей добавкой /Р.Г. Нигматуллин// Нефтепереработка и нефтехимия. 1995t-№И. – С. 11-12
78. Гайле, A.A. Экстракционная очистка атмосферного газойля с использованием экстракционной системы метилцеллозольв-вода-пентан / A.A. Гайле, Г.Д. Залищевский, Л.В. Семенов и др // Нефтепереработка и нефтехимия. 2004. – №5. – С. 29-32
79. Гайле, A.A. Экономическая эффективность комбинированных методов получения дизельных топлив экстракцией с последующей гидроочисткой/ A.A. Гайле, A.A. Яковлев, Л.В. Семенов ы др. // Нефтепереработка и нефтехимия. 2004. – №10. – С. 26-30
80. Гайле, A.A. Экстракционная очистка дизельной фракции с использованием экстракционной системы метилцеллозольв с пентаном / A.A. Гайле, Г.Д. Залищевский, Л.В. Семенов и др. // Нефтепереработка и нефтехимия. 2004. – №2. – С. 21-23
81. Козин, В.Г. Экстракционные свойства смешанных растворителей /В.Г. Козин, A.B. Шарифуллин // Химия и технология топлив и масел. — 1997.-№2.-С. 33-34
82. Гайле, A.A. Экстракционная очистка вакуумного газойля кислородсодержащими полярными экстрагентами в присутствии неполярного растворителя /A.A. Гайле, Г.Д. Залищевский, О.М. Варшавский и др. //Нефтепереработкаи нефтехимия-2004. -№6. -С. 16-20
83. Pat. 2579867 US. Extraction process /Malcolm L. Sagenkahn -1951: http://v3.espacenet.com/origdoc?DB=EPODOC&IDX=US2579867&F=Q& OPN=US2579867
84. Абд, А.Г. Повышение эффективности селективной очистки масляных дистиллятов фурфуролом /А.Г. Абд, П.Л. Ольков, Ш.Т. Азнабаев //Башкирскийхимический журнал-2007. -Т. 14. -№4. С-51-53
85. Pat. 2023109 US. Extraction process / Willem Johannes Dominicus van Dijck— 1935:http://v3 .espacenet.com/origdoc?DB=EPODQC&IDX=:US2023109&F=0& OPN=US2Q23109
86. Pat 1912349 US. Process for separation of mineral oil / Malcolm H. Tuttle -1933:http://v3 .espacenet.com/origdoc?DB=EPODOC&IDX=US 1912349&F=0& OPIvNUS 1912349
87. Нестеров, П.М. Оптимизация процесса экстракции селективной очистки нефтяных дистиллятных масел фенолом /П.М. Нестеров, Р.И. Сло-бодчикова, В.В. Кафаров //Химия и технология топлив и масел — 1967. -№10.-С. 44-47
88. Нестеров, П.М. Оптимизация процесса очистки остаточного сырья для получения смазочных масел /П.М. Нестеров //Химия и технология топлив и масел 1969. – №10. – С. 38-43
89. Богданов, B.C. Исследование процесса экстракции керосино-газойлевой фракции фурфуролом с использованием метода планирования эксперимента /B.C. Богданов, А.З. Биккулов, A.C. Шмелев //Химия и технология топлив и масел 1969. — №12. — С. 5-8
90. Абд, А.Г. Повышение эффективности селективной очистки масляных дистиллятов фурфуролом /А.Г. Абд, П.Л. Ольков, Ш.Т. Азнабаев //Нефтегазовое дело-2007: http://www.ogbus.ru/authors/Abd/Abd 1 .pdf
91. Нестеров, П.М. Организация материальных и энергетических потоков в производстве смазочных масел методами направленных графов /П.М. Нестеров// Химия и технология топлив и масел 1973. — №12. – С. 2527
92. Биккулов, А.З. Математическое описание и оптимизация процессов экстракции углеводородного сырья в лабораторных условиях /А.З. Биккулов, B.C. Богданов, Ю.С. Горелов, Р.Х. Хазипов //Химия и технология топлив и масел 1974. – №3. – С. 1-4
93. Горелов, Ю.С. Математическое описание процесса очистки масляных дистиллятов смесью фенола с этанолом /Ю.С. Горелов, А.З. Биккулов, П.А. Золотарев //Химия и технология топлив и масел —: 1969. — №11.-С. 11-14
94. Биккулов, А.З. Исследование возможности замены диэтиленгликоля N-метилпирролидоном при экстракции ароматических углеводородов /А.З. Биккулов, М.Ф. Сисин, Р.Х. Хазипов, Ю.Ф.Соков // Химия и технология топлив и масел 1972. — №6. — С. 20-23
95. Козин, В.Г. Экстракция ароматических углеводородов смешанными растворителями /В.Г. Козин, A.A. Мухамадиев// Химия и технология топлив и масел 2002. – №2. – С. 28-31
96. Козин, В.Г. Экстракция ароматических углеводородов смешанным растворителем морфолин-этиленгликоль /В.Г.Козин, A.A. Мухамадиев// Нефтепереработка и нефтехимия -2001. №6. – С. 25-30
97. Мацелюх, B.C. Оптимизация экстракции сульфонатов натрия из масляных растворов /B.C. Мацелюх, П.И. Топильницкий, Я.Е. Гарун, А.Н. Бодан, О.С. Качмар, Г.Г. Кравчук //Химия и технология топлив и масел 1982.-№8.-С. 10-13
98. Измайлов, А.В. Математическое моделирование установившихся состояний противоточных экстракционных процессов /А.В. Измайлов, П.М. Мальцев, Э.Г. Мицкевич //Теоретические основы химической технологии-1975.-№5.-С. 651-653
99. Богданов, В.С. Некоторые вопросы моделирования статики экстракции органических соединений /В.С. Богданов, А.З. Биккулов, Л.А.Серафимов //Нефтехимические процессы и продукты. Межвузовский научно-тематический сборник.-Уфа. 1976. С. 3
100. Биккулов, А.З. Выделение ароматических углеводородов из продуктов риформинга экстракцией сульфоланом /А.З. Биккулов, Р.Х. Хази-пов, Н.Л. Попов // Теоретические основы химической технологии -1974.-№7.-С. 15-17
101. Дворецкий, С.И. Компьютерное моделирование и оптимизация технологических процессов и оборудования /С.И. Дворецкий, А.Ф. Егоров, Д.С. Дворецкий. Учеб. пособие. Тамбов: Изд. Тамб. гос. техн. унта, 2003.-224 с.
102. Уэллс, С. Фазовые равновесия в химической технологии: В 2-х ч. 4.1./С. Уэллс. Пер. с англ.- М.: Мир, 1989.-360 с.
103. Karr, А.Е. Considerations for scaling up agitated extraction columns /А.Е. Karr, R.W. Cusack.// Solvent Extraction 1990, T. Sekine (editor), 1992 Elsevier Science Publishers B.V. p 1333-1338
104. Yee, D. Prediction and correlation of liqid-liqid eqilibria./ D. Yee, D. Tas-sios J. Simonetty// Ind. Eng. Process Dev. 1982, 21, p 174-180
105. Розен, А. M., Масштабный переход в химической технологии /А.М. Розен.-М., 1980.-226 с.
106. Альдерс, Л. Жидкостная экстракция /Л.Альдерс //Под ред. канд. хим. наук В.И. Левина-М.: Изд-во иностранной литературы, 1962. 258 с.
107. Зиганшин, Г.К. Моделирование процесса фенольной очистки масляных фракций /Зиганшин Г.К., Ракочий Н.В., Марушкин Б.К.// Химия и технология топлив и масел. — 1991. № 3. — С. 8-10.
108. Халиков, Д.Е. Экстракционная деароматизация дизельных фракций сполучением компонента экологически чистого дизельного топлива: Дис. канд. техн. наук: 05.17.07 Уфа: УГНТУ, 2004. – 130 с.
109. Кафаров, В.В. Методы кибернетики в химии и химической технологии /В.В. Кафаров.- М.: Химия, 1971 г. -496 с.
110. Батунер, JI.M. Математические методы в химической технике /Л.М.Батунер, М.Е. Позин. -Л.: Химия, 1971.-824 с.
111. Гайле, A.A. N-метилпирролидон. Получение, свойства и применение в качестве селективного растворителя /А.А Гайле, Г.Д. Залищевский — СПб.: ХИМИЗДАТ, 2005. 703 с.
112. Клочков, И.Н. Методы компьютерного моделирования гидродинамики процессов /И.Н. Клочков, В.Г. Чекменев, Ю.Н. Лебедев //Химия и технология топлив и масел 2006. —№5. – С. 34-37.
113. Белов, С.А. Тарелки центробежного типа. Расчет полотен на прочность /С.А. Белов, М.А. Оразова// Химия и технология топлив и масел. 2006.-№5.-С. 46-47
114. Грудников, И.Б. О структуре барботажного слоя в окислительной битумной колонне/И.Б. Грудников, Ю.И. Грудникова //Химия и технология топлив и масел 2006. – №2. — С. 26-27
115. Ахметов, С.А. Технология глубокой переработки нефти и газа /С.А. Ахметов.-Уфа: Гилем, 2002.-672 с.
116. Казакова Л.П. Физико-химические основы производства нефтяных масел/Л.П. Казакова, С.Э. Крейн. М.: Химия, 1978. – 320 с.
117. Нигматуллин, В.Р. Высокий потенциал классических процессов получения масел селективная очистка и депарафинизация /В.Р. Нигматуллин//Мир нефтепродуктов.-2005. №2.- С. 16-17.
118. Мухаметова, P.P. Влияние окисления масляных дистиллятов на каче-стово рафинатов селективной очистки N-метилпирролидоном /P.P. Мухаметова, В.Р. Нигматуллин//Нефтегазовое дело.-2006:http://www.ogbus.ru/authors/Muhametova/Muhametova 1 .pdf
119. Чертков, Я.Б. Неуглеводородные соединения в нефтепродуктах /Я. Б.Чертков // М.: Химия, 1964. -177 с.
120. Яушев Р.Г., Сайфуллин Н.Р. Применение N-метилпирролидона в процессе селективной очистки масел. -М.: ЦНИИТЭнефтехим. 1996 — 93 с.
121. Колесник, И.О. Процесс селективной очистки масляного сырья N-метилпирролидоном /И.О. Колесник //Мир нефтепродуктов.-2003. №2.-С. 4-5.
122. Тарасов, A.B. Развитие процесса селективной очистки масляного сырья N-метилпирролидоном в ООО “Новокуйбышевский завод масел и присадок”/ A.B. Тарасов, Ю.М. Генаралов //Мир нефтепродуктов.-2003. №2.- С. 6-8.
123. Фаизов, А.Р. Развитие процесса селективной очистки масляного сырья N-метилпирролидоном в ОАО “Ново-уфимский НПЗ”/ А.Р. Фаизов, В.Р. Нигматуллин, Р.Г. Нигматуллин // Мир нефтепродуктов.-2003. №2.- С. 9-12.
124. Подавылов, Н.М. Развитие процесса селективной очистки масляного сырья N-метилпирролидоном в ООО “Рязанский НПЗ”/ Н.М. Подавылов // Мир нефтепродуктов.-2003. №2.- С. 13-15.
125. Павлов, И. В. Модернизация второго блока экстракции установки селективной очистки масел А-37/3 ОАО “Ангарская нефтехимическая компания”/ И. В. Павлов, К.Г. Зиганшин, A.A. Осинцев и др. // Нефтепереработка и нефтехимия. 2006. – № 11. – С. 25 – 28.
126. Зиганшин, К.Г. Модернизация экстракционной колонны секции селективной очистки на установке КМ-2 /К.Г. Зиганшин, А.А.Осинцев,
127. Г.К Зиганшин, O.A. Чекенев, С.Ю. Творогов, Р.Г. Зиганшин, A.A. НиIкитин и др. // Химия и технология топлив и масел. — 2006. — № 6. -С. 13-15.
128. Зиганшин, Р.Г. Математическое моделирование структуры потоков в экстракционной колонне /Р.Г. Зиганшин, Н.А.Самойлов //Нефтепереработка-2008: тез. докл. междунар. научно-практич. конф ./ГУЛ ИНХП РБ.-Уфа, 2008.-С. 269-271.
129. Зиганшин, Р.Г. Структура потоков в процессе селективной очистки масел в экстракционной колонне. Математическое моделирование. /Р.Г. Зиганшин, H.A. Самойлов // Химия и технология топлив и масел. -2008.-ЖЗ. -С. 21-24.
Тема: процесс экстракции и расчет экстракционных колонн
очистки масел избирательными растворителями (3 часа)
Экстракцией называется процесс разделения смеси компонентов при помощи растворителя избирательно растворяющего только извлекаемые компоненты. При экстракции тех или иных компонентов из твердого вещества, путем обработки его растворителем, образуется система твердое тело – жидкость.
В нефтепереработке распространен в основном процесс экстракции в системе жидкость — жидкость, который будет рассмотрен ниже.
Процесс экстракции масляных дистиллятов избирательными растворителями основан на способности растворителя избирательно растворять различные компоненты масел. Растворимость компонентов смазочных масел в избирательных растворителях зависит от свойств последних, отношения объема растворителя к объему масла и температуры, при которой ведется процесс.
При комнатной температуре небольшие количества избирательных растворителей полностью растворяются в смазочном масле. С увеличением количества растворителя при определенном объемном соотношении образуются две жидкие фазы. Верхняя фаза представляет собой масло с небольшой примесью растворителя, а нижняя — раствор нежелательных компонентов масла в избирательном растворителе. Верхняя жидкая фаза называется рафинатным раствором, а нижняя — экстрактным раствором.
При больших соотношениях объемов избирательного растворителя и масла объем экстрактного раствора возрастает; по достижении определенного соотношения масло полностью растворяется в избирательном растворителе и система из двух жидких фаз превращается в однофазную.
С повышением температуры системы, состоящей из рафинатного и экстрактного растворов, объем последнего возрастает за счет уменьшения объема рафинатного раствора, и по достижении определенной температуры масло полностью смешивается с избирательным растворителем. Температура, при которой происходит такое смешение, называется критической температурой растворения. Критические температуры растворения зависят от углеводородного состава смазочного масла, соотношения объемов масла и избирательного растворителя и свойств последнего.
На нефтеперерабатывающих заводах в качестве избирательных растворителей для очистки дистиллятов смазочных масел применяются фурфурол, фенол, крезол, нитробензол и хлорекс.
Избирательную очистку масляного дистиллята при помощи растворителя можно вести в основном тремя способами: однократным прямоточным, многократным прямоточным и противоточным. При однократном прямоточном способе масляный дистиллят приводится в тесный контакт со всем количеством избирательного растворителя; при этом образуются две фазы — экстрактная и рафинатная, между которыми распределяется извлекаемое вещество по закону равновесного распределения. Этот закон гласит, что отношение объемных концентраций извлекаемого вещества в двух образовавшихся фазах при данной температуре есть величина постоянная и не зависящая от количества этого вещества.
Обозначая объемные концентрации извлекаемого вещества в ра-финатной фазе через cl в экстрактной фазе — через с2, получим следующее математическое выражение закона равновесного распределения извлекаемого вещества:
 (4.1)
(4.1)
где k — коэффициент распределения.
Этот закон справедлив для процесса экстрагирования, когда растворитель и масло взаимно не растворимы или мало растворимы. Обычно такое допущение принимают при расчетах экстракции нефтяного сырья.
При многократном прямоточном способе экстрагирования растворитель смешивают с масляным дистиллятом в несколько приемов, отделяя в каждой ступени экстрактный раствор. С увеличением числа ступеней подачи отдельных порций растворителя (при одном и том же расходе) эффективность избирательной очистки повышается, в результате чего увеличивается выход и улучшается качество рафината. При противоточном способе экстрагирования происходит массообмен извлекаемого вещества между двумя встречными потоками — растворителя и масляного дистиллята, в результате чего постепенно нежелательные компоненты переходят в экстрактный раствор. Противоток избирательного растворителя и масляного дистиллята осуществляется или в аппаратах ступенчатой экстракции, состоящих из ряда смесителей и отстойников (рис. 4.1), или в экстракционных колоннах (рис. 4.2).
Диаметр экстракционной колонны D определяется по формуле, аналогично формуле (4.1)
 м (4.2)
м (4.2)
где Gc – производительность установки по сырью в кг/ч;
ρc -плотность сырья при температуре экстрагирования в кг/м3;
Gр— количество избирательного растворителя, вводимого в экстракционную колонну, в кг/ч;
ρр — плотность избирательного растворителя в кг/м3;
V — скорость потока смеси в экстракционной колонне в м3/м2 • ч.
Часовое количество избирательного растворителя, в экстракционную колонну, определяется формулой
Gp = nGc, (4.3)
где п — соотношение количеств избирательного растворителя и сырья, определяемое экспериментальным путем (п=1,8÷3,5).
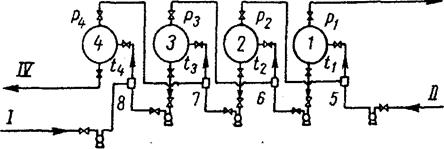
Рисунок 4.1. Принципиальная схема четырехступенчатого противоточного процесса экстракции.
1, 2, 3и 4 — экстракторы, 5, 6, 7и 8 —смесители.
Линии: / — масляный дистиллят, II — избирательный растворитель;
III — рафинатный раствор; IV — экстрактный раствор.
Скорость потока смеси в экстракционной колонне при очистке масляного дистиллята фурфуролом колеблется в пределах 6,5 — 13 m3/m2 • ч,а при очистке фенолом 10 — 12 м3/м2• ч.
Высота экстракционной колонны Н для фурфурольной очистки определяется формулой
H=h1 h2 h3 h4м (4.4)
где h1 – расстояние между верхней тарелкой и днищем колонны (высота отстойной части для рафинатного раствора) в м;
h2 – расстояние между верхней и нижней тарелками в м; h2=(п-1) h (здесь
п – число тарелок; h – расстояние между тарелками в м);
h4 – высота опорной обечайки в м.
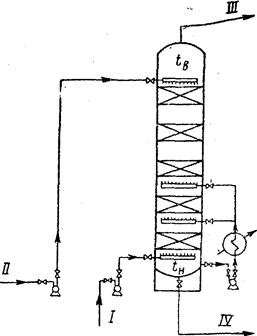
Рисунок 4.2. Экстракционная колонна.
I — масляный дистиллят; II — избирательный растворитель;
III — рафинатный раствор; IV — экстрактный раствор.
Высота отстойной части колонны для рафинатного раствора определяется формулой
 (4.5)
(4.5)
где V p.p — количество рафинатного раствора в м3/ч;
 — время отстоя рафинатного раствора в отстойной части колонны;
— время отстоя рафинатного раствора в отстойной части колонны;
= 1,2 ч÷1,5ч;
F — площадь поперечного сечения колонны в м2.
Высота отстойной части колонны для экстрактного раствора
 (4.6)
(4.6)
где Vэ.р— количество экстрактного раствора в м3/ч;
τ2 — время отстоя экстрактного раствора в отстойной части колонны;
τ2= 0,5÷1,0 ч;
F — площадь поперечного сечения колонны в м2.
Часовые количества рафинатного и экстрактного растворов опре-деляются формулами:
 (4.7)
(4.7)
 (4.8)
(4.8)
где Gраф— часовое количество рафинaта в кг/ч;
ρраф— плотность рафината при температуре на верху колонны в кг/м3;
х —весовая концентрация рафината в рафинатном растворе;
G — количество экстракта в кг/ч;
ρ3— плотность экстракта при. температуре в низу колонны в кг/м3;
 — плотность избирательного растворителя при температуре на верху колонны в кг/м3;
— плотность избирательного растворителя при температуре на верху колонны в кг/м3;
 — плотность избирательного растворителя при температуре в низу колонны в кг/м3.
— плотность избирательного растворителя при температуре в низу колонны в кг/м3.
Пример 4.1. Определить высоту и диаметр экстракционной колонны установки избирательной очистки дистиллята автола 10 фурфуролом производи-тельностью 1000 т/сутки. Температура на верху колонны 85° С, в низу колонны 55° С, соотношение количеств фурфурола и масляного дистиллята 2:1, плотность дистиллята  = 925 кг/м3, выход рафината 75% на исходное сырье. Плотность рафината
= 925 кг/м3, выход рафината 75% на исходное сырье. Плотность рафината  = 905 кг/м3. Весовая концентрация рафината в рафинатном растворе 0,84, плотность экстракте
= 905 кг/м3. Весовая концентрация рафината в рафинатном растворе 0,84, плотность экстракте  = 983 кг/м3.
= 983 кг/м3.
Решение. Производительность установки по сырью
 кг/ч
кг/ч
Средняя температура потока в экстракционной колонне
 ˚С
˚С
Плотность дистиллята автола 10 и фурфурола при 70° С соответствен- но
 кг/м3
кг/м3 кг/м3
кг/м3
Количество фурфурола, подаваемого в экстракционную колонну, по формуле (4.3)
Gp=nGc=2·41700=83400 кг/ч
Диаметр экстракционной колонны по формуле (4.2)
D=2  м
м
Количества рафината и экстракта соответственно равны:
Gраф = 0,75 • 41 700 = 31 400 кг/ч; Gэ = 41 700 — 31 400 = 10 300 кг/ч.
Плотности рафината при 85° С, экстракта при 55° С и фурфурола при 55 и 85° С соответственно равны:
 = 870 кг/м,3;
= 870 кг/м,3;  = 967 кг/л3;
= 967 кг/л3;  = 1090 кг/м3;
= 1090 кг/м3;  = 1030 кг/м3.
= 1030 кг/м3.
Количества рафинатного и экстрактного растворов подсчитаем по формулам (4.7) и (4.8):
 м3/ч
м3/ч
 м3/ч
м3/ч
Высота отстойной части колонны для рафинатного раствора определяем по формуле (4.5):
 м,
м,
а высоту отстойной части колонны для экстрактного раствора по формуле (4.6)
 ≈5 м
≈5 м
В экстракционной колонне шесть насадочных тарелок, расстояние между ними 2,1 м, высоту опорной обечайки принимаем 1,2 м, тогда общая высота колонны по формуле (4.4)
Н = 4 (6 – 1) 2,1 5 1,2 = 20,7 м ≈ 21 м
Пример 4.2. Определить диаметр и высоту экстракционной колонны установки избирательной очистки деасфальтизата фенолом производительностью 800 т/суткисырья. Температура верха колонны 110° С, низа колонны 60° С, соотношение количеств фенола и деасфальтизата, равно 3,5 : 1, плотность сырья (деасфальтизата) ρ  = 920 кг/м3, выход рафината 75% на исходное сырье, плотность рафината ρ
= 920 кг/м3, выход рафината 75% на исходное сырье, плотность рафината ρ  = 902 кг/м3, весовая концентрация рафината в рафинатном растворе 0,80.
= 902 кг/м3, весовая концентрация рафината в рафинатном растворе 0,80.
Решение. Производительность установки по сырью
gc=800000/24= 33 400 кг/ч.
Средняя температура потока в экстракционной колонне
tcp=  ºC
ºC
Плотность деасфальтизата и фенола при 85°C
ρ  кг/м3 ρ
кг/м3 ρ  кг/м3.
кг/м3.
Количество растворителя (фенола), подаваемого в экстракционную колонну:
Gp = 3,5 • 33 400 = 117 000 кг/ч.
Диаметр экстракционной колонны
 м
м
Плотность экстракта находим из формулы

отсюда
 кг/м3
кг/м3
Количества рафината и экстракта равны соответственно:
Gраф = 0,75·33 400 = 25 100 кг/ч,
Gэ= 0,25 • 33 400 = 8300 кг/ч.
Плотности рафината при 110° С, экстракта при 60° С и фенола при 60 и 110° С соответственно равны:
ρ = 855 кг/мз;
= 855 кг/мз;  = 970 кг/м3;
= 970 кг/м3; = 1040 кг/м3;
= 1040 кг/м3; = 990 кг/м3.
= 990 кг/м3.
Количество рафинатного и экстрактного растворов из формул (4.7) и (4.8):
 м3/ч
м3/ч
 м3/ч
м3/ч
Высота отстойной части колонны для рафинатного раствора
 м.
м.
Высота отстойника экстрактного раствора
 м.
м.
В экстракционной колонне 25 тарелок, расстояние между ними 0,7 м, тогда высота колонны
Н=3,1 (25-1)0,7 6,2 1,2=27,3 м.
Задачи для решения
1. Определить высоту и диаметр экстракционной колонны установки избирательной очистки производительностью 850 т/сутки. Температура на верху колонны 75° С, в низу колонны 45° С, соотношение количеств растворителя и масляного дистиллята 2:1, плотность дистиллята = 895 кг/м3, выход рафината 69% на исходное сырье. Плотность рафината = 900 кг/м3. Весовая концентрация рафината в рафинатном растворе 0,64, плотность экстракте = 946 кг/м3.
2. Определить диаметр и высоту экстракционной колонны установки избирательной очистки деасфальтизата фенолом производительностью 860 т/суткисырья. Температура верха колонны 125° С, низа колонны 65° С, соотношение количеств фенола и деасфальтизата, равно 3 : 1, плотность сырья (деасфальтизата) ρ = 900 кг/м3, выход рафината 73% на исходное сырье, плотность рафината ρ = 895 кг/м3, весовая концентрация рафината в рафинатном растворе 0,75.
Практическое занятие №5
Тема: Расчет фурфурольной колонны (2 часа)
Экстрактный раствор, полученный при избирательной очистке масляного дистиллята фурфуроле м, нагреваемся в теплообменниках до 140—145° С и поступает в фурфурольную колонну. В верхнюю часть фурфурольной колонны подается в качестве орошения водный фурфурол из водоотделителя, чтобы извлечь фурфурол из водного фурфурола. В нижнюю часть фурфурольной колонны вводится необходимое количество тепла, для чего осуществляется циркуляция экстрактного раствора по схеме: колонна — печь — колонна. В виде бокового потока (с 4-й иди 5-й тарелки) из колонны отводится жидкий фурфурол (рисунок 5.1). С верха колонны пары фурфурола и водяной пар поступают в конденсатор-холодильник, где они конденсируются, охлаждаются до 35—40° С, и направляются в водоотделитель. В водоотделителе образуются два слоя: нижний — водный фурфурол и верхний — фурфурольная вода. Фурфурольная вода, состоящая из 8—9% фурфурола и 91—92% воды, забирается насосом и подается в колонну водного раствора фурфурола, а водный фурфурол, состоящий из 8—9 % воды и 91—92 % фурфурола, подается насосом в верхнюю часть фурфурольной колонны. С низа фурфурольной колонны экстрактный раствор прокачивается через трубчатую печь в экстрактную колонну.
Введем следующие обозначения:
количество экстрактного раствора, поступающего в фурфурольную колонну, G’э.p;
количество фурфурола и экстракта в этом растворе соответственно G0ф и Gэ;
количество фурфурола, отводимого из колонны в виде жидкого бокового потока,  “;
“;
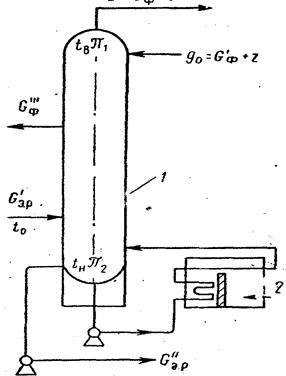
Рисунок 5.1. Схема работы фурфурольной колонны
1 – фурфурольная колонна, 2 – печь
количество водного фурфурола, подаваемого в колонну в качестве орошения, g0;
количество фурфурола и воды в водном фурфуроле соответственно G’ф и z;
количество паров, отводимых с верха колонны, D;
количество фурфурола в пара  ;
;
количество экстрактного раствора, отводимого с низа колонны, 
количество фурфурола в этом растворе  ;
;
весовая концентрация фурфурола в смеси паров, отводимой с верха колонны, у;
весовая концентрация фурфурола в водном фурфуроле х;
весовая концентрация воды в водном фурфуроле 1 — х;
весовая концентрация воды в смеси паров 1 — у;
весовая концентрация фурфурола в отходящем экстрактном растворе хн;
молекулярная концентрация фурфурола в отходящем экстракционном растворе х .
.
Для материальных потоков фурфурольной колонны (рисунок 5.1) будем иметь следующие уравнения.
Количество водного фурфурола, подаваемого в колонну в качестве орошения:
 (5.1)
(5.1)
Количество воды в водном фурфуроле, подаваемом в колонну:
z=g0(1-х) кг/ч
Подставив в это уравнение значение g0из уравнения (5.1), получим
 (5.2)
(5.2)
Молекулярная концентрация фурфурола в паровой фазе определяется из формулы:

где Рф — давление паров фурфурола при температуре tВ.
Весовая концентрация фурфурола в паровой фазе определяется из формулы:
Количество фурфурола в смеси паров, отводимой с верха колонны:
 кг/ч (5.3)
кг/ч (5.3)
Количество водяных паров в потоке D равно
z=D(l-y)
Приравняв последнее уравнение с уравнением (5.2), получим
откуда
 кг/ч (5.4)
кг/ч (5.4)
Подставив значение D вуравнение (5.3), получим
 кг/ч (5.5)
кг/ч (5.5)
Молекулярная концентрация фурфурола в экстрактном растворе, отходящем с низа колонны при температуре tн, определяется формулой (4.1), а весовая концентрация фурфурола из следующей формулы:
где МЭ— молекулярный вес экстракта;
1-х,н— молекулярная концентрация экстракта в растворе.
Количество экстрактного раствора, вводимого с низа колонны, равно
 кг/ч (5.6)
кг/ч (5.6)
Количество фурфурола, выводимого с низа колонны с экстрактным раствором:
G”” = G  xH кг/ч. (5.7)
xH кг/ч. (5.7)
Количество фурфурола отводимого из колонны в виде жидкого бокового потока (по балансу):
 кг/ч (5.8)
кг/ч (5.8)
Секундный объем паров на верху колонны из формулы:
 м3/сек
м3/сек
Секундный объем паров под тарелкой отбора жидкого фурфурола:
 м3/сек
м3/сек
где t – температура паров под тарелкой отбора жидкого фурфурола (t=175÷180)
π – абсолютное давление в колонне в мм рт ст.
Задачи для решения
1. Определить диаметр рафинатной колонны установки избирательной очистки дистиллята автола 10 фурфуролом, если производительность ее по сырью равна 1200 т/сутки, выход рафината составляет 76 % на сырье, содержание рафината в рафинатном растворе 84 %, плотность рафината  =904 кг/м3, молекулярный вес рафината Мраф=420. В рафинатную колонну вводится водяной пар в количестве 4 % на рафинат. Рафинатный раствор в печи нагревается до 225 °С. Абсолютное давление на верху колонны равно 800 мм рт ст., температура 170 °С. Содержание фурфурола в отходящем из колонны 0,01 % вес.
=904 кг/м3, молекулярный вес рафината Мраф=420. В рафинатную колонну вводится водяной пар в количестве 4 % на рафинат. Рафинатный раствор в печи нагревается до 225 °С. Абсолютное давление на верху колонны равно 800 мм рт ст., температура 170 °С. Содержание фурфурола в отходящем из колонны 0,01 % вес.
2. Определить диаметр фурфурольной колонны и количество тепла, которое необходимо ввести в нее из трубчатой печи. Производительность установки по сырью 1200 т/сут дистиллята автола АС-15. процесс экстрагирования осуществляется при соотношении весов фурфурола и сырья (дистиллята автола) GФ : GС=2,8:1, выход рафината составляет 72 % на исходное сырье, содержание фурфурола в рафинатном растворе, выводимом из экстракционной колонны, 20%, молекулярные веса сырья МС=440, рафината Мраф=400. Температура конденсата в водоотделителе 35°С, экстрактного раствора при входе в фурфурольную колонну 135 °С, температура на верху фурфурольной колонны 125 °С, в низу колонны 200 °С, абсолютное давление на верху колонны 800 мм рт. ст., в низу колонны 850 мм рт. ст. Температура внизу экстракционной колонны 210 °С, содержание фурфурола в отходящих рафинате и экстракте из рафинатной и отпарной колонн хН=0,01 % вес. 
Практическое занятие №6
Тема: Расчет кристаллизаторов установок депарафинизации (2 часа)
Комплексная технологическая схема производства нефтепродуктов и особенно масел из парафиновых нефтей включает процесс депарафинизации для снижения температуры застывания нефтепродуктов.
Депарафинизацией называется удаление твердых парафиновых углеводородов из нефтепродукта. Этот процесс включает ряд операций по обработке нефтяного сырья:
1) смешение сырья с соответствующим растворителем;
2) термическая обработка смеси сырья с растворителем;
3) Охлаждение смеси до требуемой температуры, при которой кристаллизуются твердые углеводороды;
4) Отделение твердых углеводородов на фильтрах или центрифугах.
Смешение нефтяного сырья с растворителем проводится в специальных резервуарах, оборудованных смесительными устройствами, или непосредственно в трубопроводах. Дозировка растворителя и место подачи последнего регламентируется технологической картой на каждой установке. Аппараты, в которых выделяются (кристаллизуются) твердые парафиновые углеводороды, называются кристаллизаторами.
Кристаллизаторы, в которых используется холод продуктов, отходящих с установки (холодный фильтрат депарафинированного масла и др.), называется регенераторными, в отличие от тех кристаллизаторов, в которых для охлаждения применяется специальный хладагент (аммиак, пропан и др.)
Кристаллизаторы конструктивно оформляются по типу теплообменных аппаратов: например, аммиачные кристаллизаторы обычно по типу горизонтальных теплообменников «труба в трубе», а пропановые кристаллизаторы – по типу вертикальных теплообменников смешения.
В горизонтальных аппаратах типа «труба в трубе» раствор масляного сырья проходит по внутренним трубам, в которых монтируются вращающиеся скребки для очистки внутренних стенок труб от осевшего парафина и обеспечения должного теплообмена.
Задачи для решения
1. Определить до какой температуры охлаждается в регенеративных кристаллизаторах раствор рафината, поступающий в кристаллизаторы при температуре 45 °С, если:
1) производительность установки G1=40000 кг/ч рафината, относительная плотность которого  =0,900;
=0,900;
2) в качестве растворителя применяется смесь метилэтилкетона 60%, бензола 20 %, толуола 20 % ( в количестве 300 % вес. на рафинат);
3) выход депарафинированного масла на рафинат составляет 72 % вес.;
4) содержание растворителя в растворе депарафинированного мала 250 % вес. на рафинат;
5) выход гача (плюс потери) составляет 28 %, содержание твердых парафинов в гаче – 86 %;
6) раствори депарафинированного масла поступает в регенеративные кристаллизаторы при температуре минус30 °С и нагревается в них до 15 °С;
7) потери тепла в кристаллизаторах составляют 3 %;
8) из общего количества твердых парафиновых углеводородов, удаляемых из рафината, 60% выделяется в регенеративных кристаллизаторах;
9) В кристаллизаторы подается раствор рафината в весовом соотношении рафинат: растворитель 100:150 вес.
10) Поверхность охлаждения регенеративных кристаллизаторов F=1000 м2.
2. Определить количество тепла, выделяющегося в аммиачных кристаллизаторах при охлаждении раствора рафината от температуры 0 °С до минус 30 °С. Количество рафината 40000 кг/ч; =0,900; количество растворителя 120000 кг/ч, состав его такой же как и в предыдущем примере. Количество парафина, кристаллизуемого в аппарате 5000 кг/ч.
3. Определить количество тепла, выделяющегося в аммиачных кристаллизаторах при охлаждении раствора рафината от температуры 0 °С до минус 25 °С. Количество рафината 38500 кг/ч; =0,940; количество растворителя 146000 кг/ч, состав его такой же как и в предыдущем примере. Количество парафина, кристаллизуемого в аппарате 4000 кг/ч.
САМОСТОЯТЕЛЬНАЯ РАБОТА СТУДЕНТОВ
С ПРЕПОДАВАТЕЛЕМ (СРСП)
§
Согласно прогнозам, к 2020 году мировое потребление энергии может достичь 10-17 млрд. тонн нефтяного эквивалента (т.н.э.), а к 2050 году увеличится до 12,5-26 млрд. т.н.э. по сравнению с 8,7 млрд. т.н.э. в 1990 г. При этом универсальным энергоресурсом в ближайшие десятилетия останется жидкое топливо. Одним из путей рационального использования углеводородного сырья является смешение нефтей. Подбор оптимального соотношения смеси нефтей, разработка поточной схемы переработки позволит значительно увеличить объемы производства высококачественных нефтепродуктов.
Пользуясь только методами физического выделения углеводородов масел, получить высококачественные смазочные масла из любого сырья невозможно; если в нефти отсутствуют масляные фракции соответствующих качеств, то никакой метод физического разделения не даст желаемых результатов.
Природа нефти предопределяет не только качество и выход, но и ассортимент масел, который целесообразно получать из данного сырья.
В зарубежной практике для производства высокоиндексных базовых масел (ИВ 95-105 и выше), наряду с гидрокрекингом, широко используют селективную очистку отборных масляных нефтей (венесуэльской, пенсильванской, кувейтской и других). В нашей стране до последнего времени имелось относительно небольшое количество нефтей, из которых можно было бы получать базовые масла с индексом вязкости 100 даже при существенном углублении очистки.
Так, в 1965 г. из общей добычи масляных нефтей 25,6% приходится на нефти, содержащие в потенциале более 25%масел, однако с индексами вязкости преимущественно на уровне 80-90.
К нефтям, обладающим высоким потенциалом масел наряду с высоким индексом вязкости – 95-105 и выше относятся мангышлакская нефть (узеньская и жетыбайская), озексуатская, нефти Средней Азии и ряд нефтей Западной Сибири (усть-балыкская, шаимская и др.).
На базе мангышлакской нефти в 1971 г. на Волгоградском НПЗ были получены промышленные партии 100-индексных базовых масел. Изучением масляных фракций мангышлакской нефти установлено, что промышленная смесь нефтей месторождений Узень и Жетыбай представляет собой ценное сырье для производства высокоиндексных масел парафинового основания.
Природа нефти и свойства исходных фракций оказывают громадное влияние на выход и качество масел. В частности, среди многих восточных нефтей (таких как волгоградские, ферганские, пермские, мангышлакские, туймазинская) наиболее ценным сырьем для производства высокоиндексных масел является западносибирская усть-балыкская нефть.
Для выявления нефтей, близких по качеству к устъ-балыкской по показателям действующей технологической классификации, проведена сопоставительная оценка ряда новых нефтей как сырья для производства масел.
В зависимости от потенциального суммарного содержания дистиллятных и остаточных масел нефти делятся на четыре группы (М1 – не менее 25% на нефть и 45% на мазут, М2 -15-25% на нефть и не менее 45% на мазут, М3 – 15-25% на нефть и 30-45% на мазут, М4 – менее 15% на нефть и менее 30% на мазут), а по качеству масел, выраженному наиболее обобщающим показателем – индексом вязкости, – на две группы – (И1 – ИВ выше 85 и И2 – 40-85).
Показатели оценки новых и ряда хорошо изученных масляных нефтей по такой классификации приводятся в таблице 1.
Видно, что показатели действующей классификации масляных нефтей вновых условиях повышенных требований к вязкостно-температурным свойствам и растущей добычи новых высокопотенциальных масляных нефтей не дают всесторонней и объективной оценки пригодности той или иной нефти для производства высокоиндексных масел.
Так, характеристика нефтей Западной Сибири в сравнении с другими нефтями по показателям классификации не расшифровывает преимуществ западносибирских нефтей, установленных специальными исследованиями и в практике производства.
Некоторые одинаково классифицированные нефти существенно различаются при получении промышленных партий базовых высокоиндексных масел (ромашкинская нефть – М3 И1 не обеспечивает производства масел с ИВ выше 87, в то время как узеньская нефть и ставропольская нефтесмесь – тоже М3 и И1 – позволяют получать масла с ИВ 105 и выше). Показатели классификации характеризуют нефти по суммарному содержанию масляных углеводородов с ИВ выше 85 или в пределах 40-85. Такая характеристика с точки зрения производства высокоиндексных масел весьма условна, поскольку не поддается обобщению в связи с различиями индексов вязкости масел отдельных нефтей.
Предложено оценивать и сравнивать масляные нефти по показателю выхода на нефть суммы равноиндексных масел.
В таблице 2 приведена характеристика тех же нефтей по потенциалу базовых равноиндексных масел. Оценка качества масляных нефтей по показателю выхода масел заданного индекса вязкости показывает, что минимум пять западносибирских нефтей пригодны для производства масел с ИВ-95, 4 нефти – для 100-индексных масел, две нефти (усть-балыкская и шаимская) – для масел повышенного класса с индексом вязкости не ниже 105, а такая нефть, как усть-балыкская в чистом виде дает возможность промышленного получения базовых масел с ИВ 110 и выше. Аналогично из этих данных следует, что из мангышлакской нефти (смесь узеньской и жетыбайской) могут быть получены базовые масла с индексом вязкости 105. Оценка качества масляных нефтей по потенциалам равноиндексных
дистиллятных и остаточных масел достаточно точно коррелируется с реальной возможностью выработки высокоиндексных базовых масел.
Промышленный опыт показывает целесообразность и рентабельность получения масел выделением из нефтей с суммарным выходом масел, начиная от 7-8 % на нефть. Если учесть средний отбор масел от потенциала порядка 60%, это соответствует содержанию масел в нефтях не менее 12%. Таким образом, содержание в нефти более 12%суммы дистиллятных и остаточных масел с индексом вязкости 95, 100, 105 и т.д. может служить критерием пригодности исходной нефти к практической выработке из нее только процессами физического выделения базовых масел с соответствующим индексом вязкости. В соответствии с этим, предложено в общей методике выбора нефтей для производства масел предусмотреть три основные сорта нефтей: первый (М1) – при содержании в нефти суммы дистиллятных и остаточных масел с ИВ-105 не менее 12,0%; второй (М2) – при суммарном потенциале масел с ИВ-95 не ниже 12% и третий (М3) – при наличии масел с ИВ-85 не ниже 12,0%.
Значения индексов вязкости 105 и 95 характеризуют возможность производства из нефти базовых масел с качеством на уровне современных и перспективных требований, а нефти, содержащие масла с ИВ-85, обеспечивают текущую потребность в маслах, для которых по характеру применения более высокий индекс вязкости базы временно не требуется. В перспективе этот сорт нефтей, наряду с несортовыми нефтями должен перерабатываться на масла с применением деструктивных процессов для повышения индекса вязкости масляных углеводородов (гидрокрекинга, гидроизомеризации).
Из данных таблицы 2 следует, что некоторые нефти обладают значительно большим потенциалом высокоиндексных масляных углеводородов, чем практически обоснованный минимум – 12%.Такие нефти могут быть выделены в группу особо ценных для производства масел – высокопотенциальных высокоиндексных масляных нефтей. Общим признаком этих высококачественных масляных нефтей является содержание выше 18%на нефть масел с ИВ-105 и незначительное изменение показателя выхода масел на нефть при существенном повышении индекса вязкости масел. Характерными нефтями этого сорта являются усть-балыкская нефть Западной Сибири, дающая при ИВ-105 20% и при ИВ-110-16% суммы дистиллятных и остаточных масел, жетыбайская и узеньская нефти, содержащие в смеси 21-22%масел о ИВ-105. Необходимость существенного повышения индекса вязкости отечественных базовых масел и уникальные возможности нефтей для организации производства базовых масел с индексом вязкости 110 настоятельно требуют решения вопроса о поставке этих ценных масляных нефтей на НПЗ в чистом виде по отдельным трубопроводам.
Контрольные вопросы
1. По каким показателям оцениваются масляные нефти?
2. Классификация нефтей по содержанию масел.
3. Какие нефти можно назвать высокоиндексными?
4. Чему равен минимальный критерий выхода на нефть дистиллятных и остаточных масел, чтобы считать нефть пригодной к переработке и получению масел?
Литература
1. З.В. Дриацкая, Г.Х. Ходжаев /Нефти СССР. Справочник в четырех томах. IV том, М., 1974г., с.198-302
2. Жердева Л.Г. и др. «Масляные фракции мангышлакской нефти как сырье для производства масел». В сб. «Нефтяные масла и присадки к ним», Труды ВНИИНП, вып.XII, 1970, с.7
§
На территории Республики Казахстан выявлено более 200 месторождений нефти, в том числе в Западно-Казахстанской области – 15, в Актюбинской области – 22, в Атырауской области – 80, в Мангыстауской области – 54, в Южно-казахстанской области – 16, в Жамбылской области – 6, в Карагандинской области – 4. Все эти нефти очень различны по составу и свойствам, некоторые из них содержат меркаптановые соединения, другие значительные количества твердых парафинов, но в основной массе нефти Казахстана отличаются относительно низким содержанием серы.
Углеводородный состав нефтей сложен, что даже современные методы не позволяют определить содержание отдельного углеводорода. Методы фракционирования, разделения и идентификации весьма сложных по составу и строению молекул смесей нефтяных углеводородов несовершенны. Кроме того, традиционно сложившиеся технические средства и технологические процессы получения товарных нефтепродуктов и сырья для нефтехимических процессов не всегда требуют знания полного индивидуального состава исходных фракций и остатков. Тем не менее решение основных задач по совершенствованию процессов переработки нефтяного сырья, и обеспечению качественной, экономически целесообразной переработки нефти без отходов возможно только при более полной изученности состава и индивидуальных особенностей нефти.
Рациональное использование нефтяных топлив, стремление к улучшению их качества и расширению ресурсов всегда были основными задачами нефтеперерабатывающей промышленности. В последние годы значение этих проблем особенно возросло. Принятая в республике система смешения и транспортировки нефтей по трубопроводам ограничивает возможности раздельной переработки нефти, тем самым реализовать технические преимущества отдельных, достаточно уникальных нефтей удается довольно редко.
Как и всякое природное сырье, в зависимости от географического расположения нефтяных месторождений, геологического возраста и глубины залегания нефти Западного Казахстана значительно различаются по физико-химической характеристике и по качеству получаемых из них нефтепродуктов.
Республика Казахстан располагает уникальным сырьем для производства масел и парафинов, к которому относятся нефти месторождения Мартыши, Мангышлак, Жетыбай, Узень, Танатар, Забурунье, Кенкияк, Кумколь, Алтыкуль, Матин и др.
Мангистауский осадочный бассейн занимает площадь 76000 км2. По добыче нефти бассейн продолжает играть ведущую роль, поставляя почти 30% добычи республики. Нефтяные месторождения полуострова Мангышлак – Жетыбай и Узень – являются крупными многопластовыми нефтяными залежами. Нефти месторождения Узень и Жетыбай, а также большинство нефтей прилегающих районов малосернистые, высокопарафинистые (содержание в них парафина – от 10 до 20%) и высокосмолистые. Дистиллятные фракции по групповому углеводородному составу имеют исключительно парафиновую основу. Из-за избыточного содержания высокомолекулярных парафиновых и нафтеновых ароматических соединений (включая полициклические соединения, входящие в состав смолоасфальтеновой части нефти) мангышлакские нефти являются высокозастывающими. Содержание ароматических углеводородов даже в высокозастывающих фракциях нефти составляют всего 5-7%. На базе мангышлакской нефти в 1971 г. на Волгоградском НПЗ были получены промышленные партии 100-индексных базовых масел. Изучением масляных фракций мангышлакской нефти установлено, что промышленная смесь нефтей месторождений Узень и Жетыбай представляет собой ценное сырье для производства высокоиндексных масел парафинового основания. Нефти Мангышлакской области, находящихся на Бузачинском своде, месторождений (Тюбеджик, Жангурши) получены с глубины перфорации соответственно 293-311, 445-455 м. Эти нефти содержат 0,47-0,52% серы, 3,96 – 9,38% парафина и выход светлых фракций составляют 14,79-28,08%. Из нефти месторождения Жангурши получены высокоиндексные (121,100,82) масла. Выход базовых масел значительный. Остаточное базовое масло имеет индекс вязкости 98 и температуру застывания -110С. Выход масла 18,01% на нефть. Суммарный выход дистиллятных и остаточных базовых масел из данной нефти 40,11%.
Нефть месторождения Арман получена с глубины 1307-1316 м, сернистая (0,94%), парафинистая (2,59%), с температурой плавления 530С, высокосмолистая (0,24% асфальтенов, 13,8% силикагелевых смол), коксуемость 2,6%. Из фракции 350-400; 400-450; 450-4700С нефти Арман согласно ГОСТ 11244-65 были получены дистиллятные базовые масла с индексом вязкости 101-96 и температурой застывания от -260С до -210С. Остаточное базовое масло с выходом на нефть 14,43% имеет индекс вязкости 80 и содержит 0,83% серы.
Нефть месторождения Тюбеджик отличается малым содержанием легких фракций -14,79%, а потенциальное содержание базовых масел составляет 34,22% на нефть. Базовое масло, полученное из фракции 350-4000С имеет низкую температуру застывания (-420С) и может служить трансформаторным маслом. Выход базового масла, с индексом вязкости 93, из фракции 400-4750С составляет 15,53% на нефть. Оно может служить индустриальным маслом марки И-12А, применяемым для смазки узлов текстильных машин. Остаточное базовое масла с высоким индексом вязкости (113) и с низкой температурой застывания -290С отвечает требованиям ГОСТа 20799-75 на масло И-20А. Выход масла считая на нефть 18,69% .
Основная масса нефтяных месторождений Прикаспийской впадины расположена в Южно-Эмбенском нефтегазоносном районе, где находятся такие старые известные месторождения, как Доссор, Макат, Косчагыл, Байчунас, а также открытые сравнительно недавно месторождения Танатар, Корсак, Теренузюк, Тажигали, Караарна, Прорва. По содержанию серы, парафина, асфальто-смолистых веществ эти нефти сильно различаются между собой. Танатарская и и корсакская нефти, а также Теренузюкская нефть неокомского горизонта отличаются высоким потенциальным содержанием базовых масел – 30-42% (на нефть). Масла из Танатарской нефти имеют имеют высокие индексы вязкости (89-95). Масла из Корсакской и тереньузюкской нефтей обладают низкими индексами вязкости (79-80). Нефти верхнего триаса в центральной части района (Макат, Сагиз) масляные, малосмолистые, частично парафинистые (Макат).
Нефти новых месторождений Сагизской зоны поднятий Жолдыбай Северный, Орыскаган являются в основном сернистыми (0,64; 0,41% серы соответственно).Нефти этого района являются высокосмолистыми (содержание силикагелевых смол от 9,08 до 10,84%, асфальтенов от 0,19 до 0,47%, коксуемость от 1,5 до 2,4%). Масло из фракции 350-4000С нефти месторождения Орысказган слишком маловязкое и поэтому может быть использовано как компонент при компаундировании масел. Парафино-нафтеновая часть фракции 400-450 0С высокоиндексная (112) с низкой температурой застывания (-320С). Потенциальное содержание дистиллятного масла из этой фракции равно 7,85% на нефть. Оно имеет индекс вязкости 92 и кинематическую вязкость при 1000С 2,04 мм2/с. Депарафинированная фракция 450-4800С имеет высокий индекс вязкости (113), что обусловлено отсутствием в ее составе тяжелой ароматики и смолистых веществ. Потенциальное содержание дистиллятного базового масла из тяжелой фракций с кинематической вязкостью при 1000С -3,95 мм2/с и индексом вязкости 104 равно 4,102% на нефть. Масло из фракции 350-4000С слишком маловязкое и поэтому оно может быть использовано как компонент при компаундировании масел. Масла из фракций 400-450 и 450-4800С могут служить соответственно в качестве индустриальных масел общего назначения И-5А и И-12А по ГОСТ 10799-75. Остаточное базовое масло отвечает требованиям ГОСТ на индустриальное масло И-100, оно может служить в качестве авиационного масла ИС-14 по ГОСТ 21743-76, суммарный выход базовых масел на нефть составляет 33,62%. Все масляные дистилляты нефти месторождения Жолдыбай Северный после очистки от смолистых веществ (содержание смол в нефти 9,03%) являются низкозастывающими базовыми маслами с высоким индексом вязкости. Парафино-нафтеновая часть фракции 350-4000С нефти месторождения Жолдыбай Северный высокоиндексная (ИВ 98) и имеет низкую температуру застывания (-580С), при добавлении к парафино-нафтеновой части всех трех групп ароматических углеводородов индекс вязкости снижается незначительно (86), а температура застывания остается прежней (-580С). Таким образом, смесь всех групп углеводородов из этой фракции является высокоиндексным низкозастывающим базовым маслом. Его выход на нефть 14,93%. Метано-нафтеновая часть фракции 400-4300С (с выходом на нефть 9,68%) высокоиндексная ИВ 124 и низкозастывающая -410С, а базовое масло, составленное из всех групп углеводородов с индексом вязкости 114 имеет кинематическую вязкость при 1000С-4,35 мм2/с. В результате можно сказать: все масляные дистилляты нефти месторождения Жолдыбай Северный после очистки от смолистых веществ (содержание смол в нефти 9,08%) являются низкозастывающими базовыми маслами с высоким индексом вязкости. Остаточное базовое масло, состоящее из депарафинированных метано-нафтеновых и 1 группы ароматических углеводородов имеет кинематическую вязкость при 1000С 22,3 мм2/с и индекс вязкости 116. Суммарный выход дистиллятных и остаточных базовых масел значительный 53,15% на нефть.
Нефти месторождений Северо-Эмбенского нефтегазоносного района, таких как Кенкиякское, Каратюбинское, Котыртас Северный являются в основном малосернистыми, парафинистыми, смолистыми и высокосмолистыми. Суммарное потенциальное содержание базовых дистиллятных и остаточных масел в северо-эмбенских нефтях очень высокое: 31,5-53,7 вес.%, считая на нефть, кроме кенкиякской нефти нижнего горизонта (23%). Масла отличаются относительно невысокими индексами вязкости, лежащими в пределах 85-93.
Нефти месторождения Забурунье неокомского горизонта, которые находятся в зоне Междуречья Урал-Волга, тяжелые (плотность – 891,8-895,8 кг/м3), высокосмолистая (содержание смол силикагелевых 17,61-19,88%, асфальтенов 0,81-1,05%. В нефтях содержится мало бензиновых фракций (до2000С выкипает 3,0-4,85%). Общий выход светлых фракций до 3500С составляет 20,8%. Суммарный выход масляных фракций значительный – 24,3%. Они отличаются низкой температурой застывания (наиболее высококипящая из них 450-4800С застывает при -350С) и большим содержанием парафино-нафтеновой части. (81,26-85,63%). Характерным для состава масляных фракций являются близкие по величине выхода парафино-нафтеновых углеводородов. В первых трех 50-градусных фракциях ароматическая часть фракции состоит из углеводородов I и III группы. Содержание углеводородов IV группы в масляных фракциях составляет 3,72-9,04%. Таким образом, углеводородный состав масляных дистиллятов Забурунской нефти указывает на возможность получения из нее высококачественных товарных нефтепродуктов (низкозастывающих дизтоплив и базовых масел).
Месторождения Мартыши и Камышитовое находятся в зоне Прикаспийской впадины. Масляные 50-градусные фракции мартышинской нефти, выкипающие в пределах 350-500оС, более ароматизированы и содержат до 26% ароматических углеводородов, в то время как в аналогичных фракциях камышитовой нефти их содержится 13-15%. Суммарный выход базовых дистиллятных и остаточных масел из мартышинской нефти с индексом вязкости 78-88 составляет 37,5% и из камышитовой нефти – 30,6% с индексом вязкости 87-116.
Нефть месторождения Бозоба парафинистая – 5,2%. Метано-нафтеновая часть предварительно депарафинированной фракций 350-4000С застывает при низкой температуре -420С и имеет высокий индекс вязкости (134). Базовое масло составленное из всех групп углеводородов этой фракции имеет индекс вязкости 81 и застывает при -370С. Дистиллятное масло из фракции 400-4550С индексом вязкости 90 застывает при -340С. Выход масла на нефть 7,91%.
Остаточное базовое масло (выход 17,53% на нефть), состоящее из депарафинированных парафино-нафтеновых и 1 группы ароматических углеводородов имеет кинематическую вязкость при 1000С 20,7 мм2/с и индекс вязкости 109. Масляные фракции после депарафинизации могут служить в качестве индустриального масла общего назначения. Для данной нефти характерен значительный выход базовых масел из фракций 350-4000С и 400-4500С (20,27% на нефть), фракция 350-4000С после депарафинизации имеет индекс вязкости 96 и кинематическую вязкость при 500С 4,43 мм2/с. После адсорбционного разделения фракции и последовательном добавлении к парафино-нафтеновой части отдельных групп ароматических углеводородов индекс вязкости снижается незначительно от 119 до 95. Базовое масло, полученное из фракции 400-4500С с индексом вязкости 87, застывает при температуре -230С. Наиболее высококипящая масляная фракция 450-4830С после депарафинизации имеет индекс вязкости 91. Парафино-нафтеновая часть этой фракции застывает при -200С, индекс вязкости 122.
По мере добавления ароматических углеводородов индекс вязкости снижается до 96. Остаточное базовое масло из остатка выше 4830С, состоящее из смесей депарафинированных углеводородов с кинематической вязкостью при 1000С 28,5 мм2/с застывает при -120С. Выход остаточного масла с индексом вязкости 110 составляет 13,66% на нефть. Оно отвечает требованиям ТУ39 101523-75 на базовое масло М-20. Таким образом, нефти месторождения Бозоба (скв.1,3) после предварительной очистки (содержание серы в нефти 1,3%) являются превосходным сырьем для производства масел.
Нефти месторождения Жанажол (скв.19) парафинистые (4,31%), сернистые (0,82%). Дистиллятное базовое масло, полученное из фракций 350-4000С нефти месторождения Жанажол, скв.19, состоящее из смеси метано-нафтеновых, 1,2,3, групп ароматических углеводородов с кинематической вязкостью при 1000С 2,23 мм2/с застывает при -230С. Аналогичное масло из фракции 400-4500С имеет индекс вязкости 84 и температуру застывание -210С. Суммарный выход дистиллятных и остаточных базовых масел 32,1% на нефть.
Нефть месторождения Равнинное (горизонт средний карбон), полученное с глубины 3275-3279 м относится к Юго-Восточной прибортовой зоне Прикаспийской впадины. Для получения базовых масел из нефти месторождения Равнинное необходима депарафинизация ее высококипящих и остаточных фракций. Парафино-нафтеновые углеводороды предварительно депарафинированной фракции 350-4000С имеет низкую температуру застывания (-380С). Масло, составленное из всех групп углеводородов имеет кинематическую вязкость при 500С 6,43 мм2/с и индекс вязкости 69. Содержание серы 0,36%. Оно отвечает требованиям ГОСТ 20709-75 на индустриальное масло общего назначения И-8А, предназначенного для смазки малогруженных высокоскоростных механизмов и контрольно-измерительных приборов. Выход масла составляет 83,48% на фракцию. Остаточное базовое масло по своим характеристикам отвечает требованиям ГОСТ 20799-75 на масло И-40А, используемого для смазки мало- и средненагруженных зубчатых передач. Потенциальное содержание базовых масел с индексом вязкости 69-132 равно 32,9% (на нефть).
В настоящее время на базе нефтяных и газонефтяных месторождений, открытых в юрских и меловых отложениях Арыскумского прогиба, создана нефтегазодобывающая промышленность. Самые значительные по запасам месторождения – Кумколь и Акшабулакское – находятся в эксплуатации. Нефть легкая (плотность 0,83 г/см3), высокопарафинистая, малосмолистая, бессернистая, сильно обогащена масляной фракцией, в пластовых условиях газонасыщения. К настоящему времени в данном бассейне открыто более 15 нефтяных и газонефтяных месторождений с извлекаемыми запасами около 230 млн.т.
Природа нефти и свойства исходных фракций оказывают громадное влияние на выход и качество масел. Некоторые нефти обладают значительно большим потенциалом высокоиндексных масляных углеводородов, чем практически обоснованный минимум – 12%.Такие нефти могут быть выделены в группу особо ценных для производства масел – высокопотенциальных высокоиндексных масляных нефтей.
Общим признаком этих высококачественных масляных нефтей является содержание выше 18%на нефть масел с ИВ-105 и незначительное изменение показателя выхода масел на нефть при существенном повышении индекса вязкости масел. Характерными нефтями этого сорта являются жетыбайская и узеньская нефти, содержащие в смеси 21-22%масел с ИВ-105.
Необходимость существенного повышения индекса вязкости отечественных базовых масел и уникальные возможности нефтей для организации производства базовых масел с индексом вязкости 110 настоятельно требуют решения вопроса о поставке этих ценных масляных нефтей на НПЗ в чистом виде по отдельным трубопроводам. В таблицах 3, 4приведены общие физико-химические характеристики нефтей месторождений, открытых нефтеразведочными экспедициями в Западных областях Казахстана.
В таблице 5 приведены характеристики и потенциальное содержание базовых дистиллятных и остаточных масел в нефтях Западного Казахстана.
В таблице 6 даны технологические индексации нефтей.
Таблица 6 – Шифр нефтей согласно технологической индексации (ОСТ 3801197-80)
| № | Нефть | Шифр нефти | ||||
| класс | тип | группа | подгруппа | вид | ||
| Жетыбайская нефть (смесь) | ||||||
| Восточножетыбайская нефть | ||||||
| Дунгинская нефть нижнемеловая | ||||||
| Узенская нефть (смесь) | ||||||
| Танатарская нефть | ||||||
| Карсакская нефть | ||||||
| Тереньузюкская нефть неокомского горизонта | ||||||
| Кенкиякская нефть нижнетриасового горизонта | ||||||
| Каратюбинская нефть нижнеюрского горизонта | ||||||
| Нефть месторождения Котыртас Северный, горизонт триас | ||||||
| Нефть месторождения Забурунье, горизонт – неоком | ||||||
| Мартышинская нефть апт-неокомского горизонта | ||||||
| Камышитовая нефть среднеюрского горизонта | ||||||
| Арыскумская нефть неокомского горизонта | ||||||
| Кумкольская нефть верхнеюрского горизонта | ||||||
| Нефть месторождения Жангурши | ||||||
| Нефть месторождения Восточный Акжар |
Продолжение таблицы 6
| Нефть месторождения Крыкмылтык | ||||||
| Нефть месторождения Тортай, горизонт – средний карбон | ||||||
| Нефть месторождения Арман,скв.5 | ||||||
| Нефть месторождения Бозоба, скв3 | ||||||
| Нефть месторождения Жанажол, скв.19 | ||||||
| Нефть месторождения Жолдыбай Северный, скв.10 | ||||||
| Нефть месторождения Орысказган, скв.17 | ||||||
| Нефть месторождения Равнинное, скв.8 | ||||||
| Нефть месторождения Тюбеджик, скв.50 |
Основываясь на данные таблиц 5, 6 составлена обзорная карта месторождений республики Казахстан, в числителе указан номер нефтяного месторождения, в знаменателе – выход базового масла на нефть, %.
Месторождения: 1/ 20,5 – Жетыбай; 2/19,7 – Узень; 3/42,2 –Танатар; 4/ 42,4 – Карсак; 5/30,1 – Тереньузюк; 6/31,5 – Кенкияк; 7/48,5 – Каратюбе; 8/37,5 – Мартыши; 9/23,36 – Арыскум; 10/24,87 – Кумколь; 11/57 – Крыкмылтык; 12/29 – Восточный Жетыбай; 13/14,4 – Дунга; 14/45,29 – Котыртас Северный; 15/50,54 – Забурунье; 16/30,6 – Камышитовая; 17/40,1 – Жангурши; 18/29,11 – Восточный Акжар; 19/49,21 – Тортай; 20/37,2 – Арман; 21/ 42,5 – Бозоба; 22/32,1 – Жанажол; 23/ 53,15 – Жолдыбай Северный; 24/33,62 – Орысказган; 25/32,92 – Равнинное; 26/34,22 – Тюбеджик; 27/51,5 – Молдабек Восточный.
Систематизируя выше приведенные данные, нами были выделены (рисунок 1) и отнесены к числу высокоиндексных и высокопотенциальных нефтей нефти месторождений Крыкмылтык (ИВ 125), Жолдыбай Северный (ИВ 116), Молдабек Восточный (ИВ 110), Забурунье (ИВ 119), Тортай (ИВ 102), Каратюбе (ИВ 91), Котыртас Северный (ИВ 103), Бозоба (ИВ 119), Танатар (ИВ 96), Жангурши (ИВ 121), Арман (ИВ 130), Жанажол (ИВ 110), Равнинное (ИВ 132), Тюбеджик (ИВ 113), Камышитовое (ИВ 116), Орысказган (ИВ 113).
Контрольные вопросы
1. Основные задачи нефтеперерабатывающей промышленности.
2. Сырьевой потенциал Казахстана.
3. Какие месторождения масляных нефтей относятся к Мангистауской области?
4. Какие месторождения масляных нефтей относятся к Южно-Эмбинскому нефтегазоносному району?
5. Какие месторождения масляных нефтей относятся к зоне междуречья Урал-Волга?
6. Какие месторождения масляных нефтей относятся к восточному борту Прикаспийской впадины?
7. Какие месторождения масляных нефтей относятся к Арыскумскому прогибу?
8. Какие месторождения Казахстана можно отнести к числу высокоиндексных и высокопотенциальных нефтей?
Литература
1. Новые нефти Казахстана и их использование. Нефти Мангышлака. – Алма-Ата: «Наука» КазССР, 1981.-238с.
2. З.В. Дриацкая, Г.Х. Ходжаев /Нефти СССР. Справочник в четырех томах. IV том, М., 1974г., с.198-302
3. Варшавер Е.М., Вассерман Л.К. Производство парафина и масел из мангышлакской нефти. Аналитический и сопоставительный обзор, Сер. «Переработка нефти», ЦНИИТЭнефтехим, М., 1971.
§
Принципиально новым методом получения базовых масел с высоким индексом вязкости являются гидрогенизационные процессы.
В качестве сырья гидрокрекинга обычно используют масляные дистилляты, деасфальтизаты, экстракты селективной очистки, гачи, парафины. Сырье гидрокрекинга должно содержать не более 0,1%асфальтенов и не более 0,2% азота. При этих условиях индекс вязкости готовых масел и их выход определяются жесткостью режима, а также вязкостью и индексом вязкости сырья.
Технологические схемы процессов гидрокрекинга для получения масел принципиально не отличаются от схем процессов чисто топливного направления. Так как получение масел неизбежно сопровождается образованием определенного количества топливных продуктов, целесообразно сочетать выработку топлив с выпуском высококачественных масел и изменять при необходимости их соотношение в общей выработке продукции.
Гидрокрекинг с целью получения масел осуществляется однократным пропуском сырья через реакционную зону с последующим выделением из продукта масла нужной вязкости. Для получения масла продукт подвергают разгонке, целевые фракции – депарафинизации. Депарафинировать можно либо раздельно целевые фракции, либо целиком широкую фракцию, полученную после отгонки легких фракций. Некоторые масляные фракции, обладая достаточно низкой температурой застывания, не требуют депарафинизации.
Депарафинизация может проводиться в две ступени. В первой ступени с помощью растворителя удаляется основная масса непревращенного парафина и получается масло с довольно низкой (-18°С) температурой застывания и высоким индексом вязкости. Вовторой ступени удаляется незначительная часть парафинов, образующих комплекс с мочевиной. При этом индекс вязкости масла практически не изменяется, а температура застывания понижается (до -26°С).
Депарафинированное масло может подвергаться дополнительной обработке, например гидродоочистке в мягких условиях (35-70 ат, 260-320 0С) над алюмо-кобальт-молибденовым и другими катализаторами. При этом улучшается окислительная стабильность масла, цвет и его стабильность. Для улучшения качества продуктов, изменения соотношения выходов их (топливных и масляных, или масел различного уровня вязкости) рекомендуется варьировать условия процесса. Например, описаны процессы с рециркуляцией фракции 205-370°С в соотношении рисайкл: сырье от 0,1:1,0 до 10:1, или фракции 205-400°С в соотношении от 1:1 до 5:1. Описан также процесс, в котором после отделения топливных фракций часть продукта направляется на рисайкл, а часть – на получение базового масла. Для повышения выходов масел и их качества рекомендуется возвращать на гидрокрекинг непревращенный парафин. Количество рециркулируемого парафина в сырьевой смеси можно изменять в широких пределах – от 12 до 86%вес.
Значительные возможности повышения эффективности процесса дает двухступенчатая переработка сырья. Для переработки сырья, содержащего парафиновые и ароматические углеводороды, предложен двухступенчатый процесс с применением двух типов катализаторов. В первой ступени процесс ведется над катализатором, состоящим из таблетированного аморфного крекирующего носителя с малым количеством гидрирующего компонента. Во второй – проводится гидрокрекинг потока, выходящего из первой ступени, над катализатором из таблетированных молекулярных сит, содержащих гидрирующий компонент.
Для повышения селективности процесса предложена раздельная переработка компонентов сырья. Так, для получения средних дистиллятных масел из остаточных продуктов описан процесс, в двух отдельных зонах которого перерабатываются полученные при деасфальтизации деасфальтизат и асфальтовый остаток. Гидрокрекинг в каждой из зон ведется в условиях, обеспечивающих заданную степень превращения сырья (30-60%) в масляные дистилляты. Сырье, богатое парафиновыми и ароматическими углеводородами, предложено разделять на ароматическую и парафиновую фракциис последующей переработкой каждой фракции над катализатором и в условиях, обеспечивающих наибольшую эффективность процесса. Предложены также процессы гидрокрекинга предварительно депарафинированного или подвергнутого селективной очистки сырья.
В случае возможности получения из сырья традиционными методами масел удовлетворительного качества, гидрокрекингу можно подвергнуть лишь непригодные компоненты сырья. Описан, например, процесс гидрокрекинга остаточного экстракта селективной очистки. Из продукта гидрокрекинга выделяются дистиллятные масляные фракции, идущие на смешение с рафинатом селективной очистки прямогонного масляного дистиллята.
Таким образом, процесс гидрокрекинга для получения масел можно применять в различных вариантах для переработки различного сырья, достигая нужных превращений, выходов и качества продуктов.
В настоящее время в США имеются установки гидрокрекинга, построенные по лицензиям следующих компаний: фирма Шеврон-процесс получил название изокрекинг; ЮОПи-юнибон; компания Юнион Ойл-юникрекинг; Амоко-ультракрекинг; Шелл-шелл; Галф Ойл – Эйч-Джи-гидрокрекинг; Французский институт нефти –БАСФ-ИФП-гидрокрекинг.
Юникрекинг компании Юнион Ойл и Эссо (исследовательской и инжиниринговой компании) представляет собой одноступенчатую установку двухстадийного гидрокрекинга (рисунок 3).

1, 2 – реакторы; 3, 4, 5 – сепараторы высокого и низкого давления
Рисунок 3 – Принципиальная схема установки гидрокрекинга (юникрекинга) по технологии компаний Юникал и ЮОП
Сырье нагревается в теплообменнике и печи, смешивается с циркулирующим водородсодержащим газом и пропускается через реактор 1-й ступени для очистки от серы, азота и частично от ароматических углеводородов, после чего газосырьевая смесь вместе с добавочным количеством водорода поступает во второй реактор для контакта с катализатором гидрокрекинга. Продукты, выходящие из второго реактора, отдают тепло сырьевой смеси и поступают в сепараторы высокого и низкого давления 3, 4, 5и далее – на фракционирование.
Наиболее распространен в США процесс изокрекинга компании Шеврон. В качестве сырья используют вакуумный газойль и газойли с каталитического крекинга, коксования, гидрогенизаты с заводов, на которых имеются гидрогенизационные процессы.
Продукты процесса гидрокрекинга получаются высокого качества: керосин, топливо для реактивных двигателей, дизельное топливо могут использоваться непосредственно с установки, бензиновые фракции являются сырьем для риформинга. Кроме того, после гидрокрекинга можно получить базовые масла высокого качества, сырье для каталитического крекинга и бензиновые фракции для последующего пиролиза и получения этилена. На установке можно применять аморфные или цеолитные катализаторы, но цеолитные предпочтительно, так как на цеолитах получают продукты более разнообразные и более высокого качества.
На рисунке 4 представлена схема процесса изокрекинга компании «Шеврон».
1, 4 – реакторы; 2, 5 – сепараторы высокого давления; 3 – скруббер; 6 – сепаратор низкого давления; 7 – ректификационная колонна
Рисунок 4 – Принципиальная схема установки гидрокрекинга (изокрекинга) по технологии компании Шеврон
Сырье, нагреваясь в теплообменниках и печи, поступает в реактор 1,в котором расположено несколько слоев катализатора, охлаждаемых квенчем для контроля за температурой процесса. Продукты, образовавшиеся в реакторе 1, проходят теплообменники, воздушный холодильник, после чего конденсат и водородсодержащий газ разделяются в сепараторе 2 высокого давления. В сепараторах 5 и 6 от катализата отделяются сероводород, аммиак и газообразные углеводороды (от С2 до С4). Стабилизация катализата завершается в колонне 7.
Вторая ступень изокрекинга в общем аналогична первой ступени. Стабильный катализат с низа колонны 7 смешивается с циркуляционным газом и со свежим водородом, проходит теплообменники, печь и попадает в реактор 4.Продукты реакции охлаждаются в теплообменниках, холодильниках, разделяются в сепараторах 5,6 на катализат и газы, и далее катализат стабилизируется в колонне 7. Циркулирующий газ для отделения от сероводорода проходит через скруббер 3.
Ряд компаний, такие как Эксон, Шеврон, ЮОПи, Юнокал, Шелл, также имеют лицензированные процессы по гидрокрекингу мазута.
1 – реактор; 2, 3 -сепараторы высокого и низкого давления; 4, 5- холодные сепараторы высокого и низкого давления;
6 -ректификационная колонна; 7-скруббер циркулирующего газа
Рисунок 5 – Принципиальная схема установки гидрокрекинга
мазута по технологии компании «Шеврон»
На рисунке 5 показана технологическая схема гидрокрекинга мазута компании Шеврон. Сырьем процесса служат мазут или гудрон, а продуктами -сырье для крекинга и коксования, а также средние дистилляты для дизельного топлива. Этот процесс является комбинацией процессов компаний Галф и Шеврон, ученые которых разработали технологию обессеривания мазута и гудрона.
Сырье нагревается в теплообменниках и печи, поступает в реактор 1, где смешивается с водородом. Очистка осуществляется в течение одной стадии, после чего продукты реакции разделяются в сепараторах высокого и низкого давления 2и 3,в холодных сепараторах высокого и низкого давления 4 и 5,а затем в ректификационной колонне 6. Рециркулирующий водород очищается от сероводорода в абсорбере 7. В данном процессе применяются специальные катализаторы, обладающие высокой активностью и селективностью, ответственные за глубокое обессеривание сырья и снижение коксовых отложений.
В настоящее время процессы гидрокрекинга мазута различных фирм работают на ряде заводов США. Около 10 установок находятся в действии. Построено 3 установки гидрокрекинга гудрона и 3 находятся в стадии строительства.
Процессы гидропереработки нефтяного сырья осуществляют в реакторах с неподвижным, движущемся и кипящем слоем катализатора. В работе рассматривается вариант гидрооблагораживания дистиллятного и остаточного нефтяного сырья в видоизмененном реакторе с радиальным вводом водородсырьевой смеси. С увеличением кратности циркуляции ВСГ, а также с ростом объемной скорости подачи сырья неоднородности потоков возрастают. Обычным методом снижения этой неоднородности в промышленности является так называемое развертывание наружной поверхности слоя адсорбента или катализатора. Это дает большие возможности по увеличению единичной производительности аппарата, определяемой габаритами реактора при заданной массе катализатора, перепаде давления в реакторе и стабильности поддержания рабочих условий процесса.
Основными отличиями процесса гидрокрекинга от гидроочистки являются: система рециркуляции непревращенного остатка с подачей его в первый, второй или отдельный реактор; многосекционные реактора, оборудованные устройствами ввода холодного водородсодержащего газа между секциями для снятия значительных тепловых эффектов реакций гидрокрекинга (300-500 кДж/кг); блок фракционирования, включающий дебутанизатор и сложные колонны с рядом стриппингов, а также система промывки солей сульфида аммония и регенерации кислых стоков.
Универсальными в производстве широкого ассортимента нефтепродуктов являются процессы гидрокрекинга при давлении 13-17 МПа. При варианте максимального производства светлых (бензина, реактивного и дизельного топлив) процесс реализуется, как правило, с рециркуляцией фракций гидрогенизата, выкипающих выше целевого топлива. При необходимости производства сырья для масел, масляная фракция может выводиться полностью (одноходовой вариант) или частично, с направлением другой ее части на рециркуляцию. Процесс гидрокрекинга высокого давления 13-17 МПа проводят при объемной скорости подачи сырья 0,3-1,0 ч-1, кратности циркуляции водородсодержащего газа 1000-2000 нм3/м3 в интервале температур 340-440°С. Гидрокрекинг с рециркуляцией позволяет вырабатывать до 80% масс. реактивного или 85% масс. дизельного топлива с одновременным получением около 15 или 12% бензиновых фракций, соответственно. Расход 100%-ого водорода при этом составляет 2,7-3,2% масс. на сырье по реактивно-топливному варианту и 2,3-2,5% масс. по дизельно-топливному. Соотношение выходов реактивного: дизельного топлив и бензина может направленно изменяться. С увеличением выхода бензина наблюдается рост газообразования, что представляет интерес при необходимости выработки насыщенных углеводородов С3-С4 составляющих 60-70% масс. газа, получаемого в процессе. В 1994г. ВНИПИнефть начал работу над проектом комбинированной установки гидрокрекинга с производством водорода по процессу Т‑Star-базовой технологии фирмы «Техасо» для ООО «Лукойл-Пермнеф-теоргсинтез». Для снижения содержания ароматических углеводородов в дизельном топливе до 10% (масс.), что соответствует экспортным требованиям, в составе комбинированной установки предусмотрена секция гидродеароматизации (GDA), в процессе используется катализатор фирмы «Synsat».
В одноходовом варианте процесса в зависимости от качества исходного сырья обеспечивается получение до 70% масляных фракций с одновременным производством моторных топлив. Расход 100%-ого водорода при этом составляет 1,8-2,1% масс. на сырье.
Использование процесса при более высоком давлении для производства сырья каталитического крекинга нецелесообразно, так как это ведет к неоправданным расходам на оборудование высокого давления, перерасходу водорода, а также возникновению проблем по сведению теплового баланса каталитического крекинга в связи с низкой коксуемостью остатка гидрокрекинга. Средние энергозатраты на 1 т сырья в процессе гидрокрекинга высокого давления представлены в таблице 7.
Таблица 7 – Средние энергозатраты на гидрокрекинг высокого давления
| Вариант | Реактивное топливо | Дизельное топливо | Сырье для производства масел |
| Электроэнергия, кВт.ч Топливо условное, кг | 55-75 25-35 | 45-60 20-31 | 35-50 17-25 |
Качество дизельных фракций в значительной мере определяется давлением процесса. С ростом давления улучшаются их экологические характеристики (снижается содержание серы и ароматических углеводородов), а также повышается цетановое число.
Расход 100 %-ого водорода в процессе гидрокрекинга при умеренном давлении составляет 1,1-1,6 % масс. на сырье, электроэнергии 20-35 кВт.ч, условного топлива 18-28 кг.
Гидрокрекинг является одним из наиболее экологически чистых процессов нефтепереработки. В комплекс гидрокрекинга, как правило, входят установки очистки газов от сероводорода, регенерации кислых стоков и производства серы или серной кислоты, позволяющие полностью регенерировать и утилизировать технологические отходы. Топливом для печей служит очищенный от сероводорода собственный газ процесса.
Если регенерацию катализатора проводят не на специальной фабрике, а непосредственно в реакторе, возникает проблема нейтрализации кислых газов. Газ регенерации, содержащий окислы серы, подвергают обработке раствором соды или щелочи. В результате в атмосферу через дымовую труб сбрасывается двуокись углерода и азот. Солевые стоки регенерации подвергают переработке в системе общезаводского хозяйства. Отработанный катализатор направляется на специальные фабрики для извлечения ценных металлов.
§
Основные реакции – гидрирования, раскрытия колец и изомеризации – обуславливают направление изменений химического и структурно-группового состава масел. Происходит значительное снижение содержания ароматических углеводородов и увеличение количества нафтеновых. Ниже приводятся данные структурного анализа сырья (деасфальтизата ордовикской нефти) и недепарафинированного продукта гидрокрекинга (после отгона легких фракций).
Данные таблицы 8 показывают, что продукт гидрокрекинга более чем на 65% состоит из моноциклических нафтенов.
Таблица 8 – Структурный анализ сырья (деасфальтизат ордовикской нефти) и продукта (остаток выше 385°С) гидрокрекинга
| Соединения | Содержание, % мол. | |
| Сырье | продукт | |
| Алкены Неконденсированные циклоалканы Конденсированные циклоалканы Моноароматические углеводороды Конденсированные ароматические углеводороды. Бензотиофены Дибензотиофены Нафтобензотиофены Всего конденсированных соединений | 1,0 32,6 19,8 12,6 29,2 21,9 1,7 1,1 53,7 | 4,1 67,7 26,5 1,5 0,2 0,0 0,0 0,0 26,7 |
Содержание неконденсированных циклоалканов в продукте выросло более чем вдвое, а суммарное содержание конденсированных соединений вдвое уменьшилось и составляет только 27%. Изменение структурно-группового состава продукта обуславливает изменение его качества. Характеристика масел различной вязкости, полученных из продукта гидрокрекинга деасфальтизата, приводится в таблице 9.
Таблица 9 – Характеристика сырья и масляных продуктов (депарафинированных) гидрокрекинга
| Показатели | Сырье (деафальтизат ордовикской нефти) | Маловязкое масло | Базовое масло | |
| 10 W/ 20 | 20 W/ 30 | |||
| Выход на сырье, % объемн. | – | 4,6 | 19,8 | 37,0 |
| Температура застывания, 0С | 32 | -29 | – | – |
| Вязкость при 98,9 0С, сСт | 32,3 | 3,3 | 7,2 | 12,0 |
| Индекс вязкости | ||||
| Водное число (метод Гануса) | 13,0 | 3,7 | 1,3 | 1,5 |
| Цвет АSТМ | – | 1,0 | 1,0 | 1,75 |
| Содержание азота, % вес. | – | – | 0,003 | 0,003 |
| Коксуемость, % вес. | 1,6 | – | 0,01 | 0,04 |
| Содержание серы, % вес. | – | – | 0,04 | 0,04 |
Как видно из приведенных данных, все масляные продукты обладают высокими индексами вязкости, хорошим цветом и низкими значениями йодных чисел. Кроме того, они отличаются низким содержанием азота, серы и коксуемостью не более 0,04%. Об увеличении индекса вязкости (ИВ) углеводородов сырья в результате этих реакций дает представление следующая схема:
Некоторые характеристики высокоиндексных масел, получаемых гидрокрекингом дистиллятных фракций, приведены ниже (таблица 10). Поскольку сырье в процессе подвергается глубоким преобразованиям, качество сырья практически не влияет на качество получаемых масел (таблица 11).
Таблица 10 – Характеристика масел, полученных гидрокрекингом среднего вакуум-дистиллята кувейтской нефти
| Показатели | 4000С, низкая объемная скорость | 4150С, большая объемная скорость | |||
| Температура депарафи-низации, 0С | -20 | -40 | -60 | -20 | -40 |
| Температура помутнения | -12 | -34 | -51 | -15 | -31 |
| Температура застывания | -15 | -36 | <-63 | -18 | -33 |
| Температура вспышки | |||||
| Плотность r204 | 0,836 | 0,833 | 0,840 | 0,825 | 0,829 |
| Вязкость при 500С, сст | 18,87 | 19,05 | 19,31 | 12,84 | 11,86 |
| Вязкость при 98,90С, сст | 5,52 | 5,56 | 5,52 | 4,14 | 3,84 |
| Индекс вязкости | 137,3 | 137,4 | 129,4 | ||
| Вязкость при -180С, сст | – | – | |||
| Число нейтрализации | <0,03 | <0,03 | <0,03 | ≤0,03 | <0,03 |
| Коксуемость (по Конрадсону) | 0,02 | 0,02 | 0,0 | 0,01 | 0,01 |
Таблица 11 – Качество базовых масел, получаемых гидрокрекингом
деасфальтированных остатков различных нефтей
| Показатели | Западно-техас-ская нефть | Кувейтская нефть | Ордовиковская нефть | |||
| сырье | базовое масло | сырье | базовое масло | сырье | базовое масло | |
| Выход, % об.: на сырье гидроочистки на нефть | 9,9 | 37,8 3,7 | 12,2 | 45,9 5,6 | 3,6 | 50,0 1,8 |
| Качество баз. масел: плотность, г/см3 вязкость при 98,90С,сст индекс вязкости температура застывания, 0С коксуемость (по Конрадсону), % цвет АSТМ | 0,921 35,0 | 0,8550 9,6 | 0,9340 ~35,0 | 0,8576 9,5 | 0,9100 ~34,5 | 0,8629 10,0 |
Масла гидрокрекинга, вследствие практически полного удаления из них сернистых и азотистых соединений и высокого содержания насыщенных углеводородов, отличаются хорошей термической стабильностью.
Показано, что при температуре 385-3990С они разлагаются на 7-8% меньше, чем масла, полученные классическими методами (таблица 14).
Таблица 14 – Термическая стабильность масел, полученных гидрокрекингом деасфальтизата
| Показатели | Масло | |
| обычное | гидрокрекинга | |
| Разложение, % при температуре, 0С: |
Состав масел гидрокрекинга обуславливает их высокую термоокислительную стабильность; последняя падает с уменьшением содержания ароматических углеводородов (при повышении индекса вязкости выше 100). Однако масла гидрокрекинга очень чувствительны к антиокислительным присадкам и поэтому легко стабилизируются.
В таблице 15 приведены данные по термоокислительной стабильности масла гидрокрекинга в сравнении с маслом, полученным обычными методами.
Таблица 15 – Термоокислительная стабильность масла, полученного гидрокрекингом деасфальтизата ордовиковской нефти
| Показатели | Масло гидрокрекинга | Масло селективной и перколяционной очистки |
| Базовое масло: Вязкость при 98,90С, сСт Цвет АSТМ Содержание серы, % вес Йодное число, метод Гануса | 5,7 <1 0,01 2,8 | 5,2 1,75 0,17 9,1 |
| Окисление, АSТМ Д-943 Продолжительность окисления (до кислотного числа 2), час Термическая стабильность при 1150С с медной пластинкой (до увеличения цвета на 1 ед.), час Стабильность к окислению (до падения давле- |
|
|
Продолжение таблицы 15
| ния кислорода на 60 мм), час | ||
| Базовое масло с полной дозой присадки Окисление, АSТМ Д-943 Продолжительность окисления, час Стабильность к окислению, час. | | |
| Базовое масло с половинной дозой присадки Окисление, АSТМ Д-943 Продолжительность окисления, час Стабильность к окислению, час | | – – |
Высокое качество базовых масел гидрокрекинга позволяет готовить на их основе высококачественные универсальные масла с минимальным количеством присадок.
Вследствие отличия химического состава этих масел от обычно применяемых, для масел гидрокрекинга необходимы специальные композиции присадок. Моторные испытания масел гидрокрекинга с соответствующими присадками показывают пониженное нагаро- и лакообразование (таблице 16). Анализ исходного масла приведен ниже:
Вязкость при 37,8°С, сст …… 41,6
Вязкость при 98,9°С, сст …… 6,68
Индекс вязкости……………. 124
Число нейтрализации……… 1,40
Реактивное и дизельное топлива гидрокрекинга являются высококачественными товарными продуктами, имеющими улучшенные экологические характеристики (таблица 17).
Остаточная фракция гидрокрекинга при давлении 5-7 МПа (фр. > 360°С) имеет близкое к исходному сырью общее содержание ароматических углеводородов (таблица 19), но с меньшим числом ароматических колец в молекуле. Для этой фракции также характерно низкое содержание серы, что определяет ее как высококачественное сырье каталитического крекинга. В процессе гидрокрекинга при давлении 7-10 МПа увеличение глубины гидрирования ароматических углеводородов сырья позволяет направлять высококипящую фракцию не только на каталитический крекинг, но и на пиролиз.
Легкая бензиновая фракция (фр. н.к. 85°С), состоящая преимущественно из изопарафиновых углеводородов, является компонентом товарного бензина, а тяжелая – малосернистым сырьем каталитического риформинга. Высококипящие фракции гидрокрекинга могут направляться на производство масел по традиционной схеме. Индекс вязкости базовых масел, полученных после депарафинизации продуктов гидрокрекинга, существенно выше, чем у полученных по традиционной технологии.
Таблица 17 – Результаты моторных испытаний масла гидрокрекинга с добавкой бифункциональной (детергентной и антиокислительной) присадки
| Наименование | Показатели | |||||||||
| Моторные испытания | Продолжительность испытания, час | |||||||||
| Отложения в баллахх/: на стенках поршня (юбка поршня) на головках поршня (днище поршня) на маслосъемном кольце | ||||||||||
| Канавки поршня: №1 (коксообразование), % №2 (лакообразование), % №3 (лакообразование), % | – | |||||||||
| Легкое окрашивание | ||||||||||
| Износ подшипника, мг | ||||||||||
| Анализ отработанного масла | Вязкость при 37,80С, сст Вязкость при 98,90С, сст Увеличение вязкости при 37,80С, % Число нейтрализации | 43,5 6,78 4,6 1,50 | 44,5 6,88 7,0 1,55 | 46,0 7,00 10,6 1,85 | 46,6 7,20 12,0 2,30 | 48,4 7,38 16,3 2,45 | ||||
Таблица 18 – Качество моторных топлив гидрокрекинга высокого давления
| Показатели | Бензин | Топливо | ||
| легкий | тяжелый | реактивное | дизельное | |
| Сера, млн -1 | 1-10 | 2-10 | 2-30. | 5-50 |
| Азот, млн -1 | 1-5 | 1-5 | 1-10 | 1-10 |
| Ароматические углеводороды, % | ||||
| начало цикла | – | – | 5-10 | 5-10 |
| конец цикла | – | – | 10-20 | 10-20 |
| Октановое число: | ||||
| м.м. | 79-81 | 56-58 | – | – |
| и.м. | 82-84 | 60-62 | – | – |
| Цетановое число | – | – | – | 52-56 |
| Высота некоптящего пламени, мм | – | – | 23-28 | – |
Таблица 19 – Качество фр. > 360°С гидрокрекинга при умеренном давлении
| Показатели | Сернистый вакуумный дистиллят | Качество фр. > 360°С | |
| 5-7 МПа | 7-10 МПа | ||
| Сера, % мас. Ароматические углеводороды, % мас. Коксуемость, % мас. | 1,5-2,0 50-55 0,3 | 0,4-0,2 50-30 0,3-0,1 | 0,2-0,1 30-10 > 0,1 |
Качество дизельных фракций в значительной мере определяется давлением процесса (таблица 20). С ростом давления их экологические характеристики улучшаются (снижается содержание серы и ароматических углеводородов), а также повышается цетановое число.
Таблица 20 – Качество фр. 160-360°С гидрокрекинга умеренного давления
| Показатели | 5-7 МПа | 7-10 МПа |
| Содержание серы, % мас. Содержание ароматических углеводородов, % мас. Цетановое число | 0,1-0,4 35-25 45-47 | 0,04-0,01 25-15 47-50 |
§
В последние годы наблюдается повышение требований к качеству смазочных масел. Существующий в ряде стран коммерческий минимум индекса вязкости для базовых моторных масел, равный 95, оказывается недостаточным и многие фирмы стараются поддерживать его на уровне 100-105. Все большее значение приобретают базовые масла с индексом вязкости 120 и выше, из которых готовят моторные масла с добавлением минимального количества присадок. Такие масла в некоторых странах составляют 35%общего потребления. Поскольку химический состав большинства парафинистых нефтей обеспечивает получение существующими методами масел с индексом вязкости не выше 100-105 (и только в отдельных случаях 110-115), возникают большие трудности по удовлетворению растущих требований к качеству смазочных масел.
В связи с этим для производства смазочных масел начинают применяться новые процессы, в частности, гидрогенизационные (гидроочистка, гидрокрекинг и др.). Гидрогенизационные процессы представляют интерес из-за простоты технологической схемы и ее гибкости. Исключение из схемы процессов физического разделения масляных дистиллятов позволяет устранять образование малоценных побочных продуктов таких, как экстракты высококипящих ароматических углеводородов.
Процесс гидроочистки масляных дистиллятов в мягких условиях уже завоевал прочное место в производстве масел. Сообщение о строительстве первой промышленной установки гидрокрекинга фирмой Pennzoil для превращения тяжелых масляных дистиллятов в высокоиндексные масла появились лишь в 1966 г.
В 1967 г. в США велись разработки уже восьми промышленных установок производительностью от 3 до 9 тыс. баррелей в сутки, а в 1968 г. было сообщение о пуске первой промышленной установки в Европе (процесс Французского Института Нефти).
Улучшение качества базовых масел-компонентов при производстве их по классической технологии, базирующейся на экстракционных процессах, сопряжено с неизбежными потерями как в отборе целевых продуктов, так и в мощностях установок. Поэтому существенного увеличения выработки масел перспективного уровня качества в достаточных для удовлетворения возрастающих потребностей народного хозяйства количествах при имеющем место в отрасли дефиците мощностей по производству масел можно добиться только за счет ввода новых мощностей и реконструкции, действующих с обязательным и самым широким внедрением в схемы производства гидрокаталитических процессов.
Гидрокаталитические процессы играют все большую роль в современном производстве масел, что обусловлено преимуществами этих процессов перед экстракционными, так как позволяют целенаправленно изменять химическую структуру углеводородов и гетероциклических соединений и таким образом, формировать необходимый химический состав нефтяных фракций. К числу таких процессов в производстве масел относятся гидрокрекинг, гидрооблагораживание, гидроочистка и гидрокаталитическая депарафинизация.
Гидроочистка проводится в мягких условиях: температура 280-3250С, давление 3-4 МПа, объемная скорость подачи сырья 1,5-3 ч -1, кратность циркуляции водородсодержашего газа 250-600 нм3/м3 сырья. Процесс применяется главным образом для очистки от соединений серы, азота, кислорода, а также от смолистых и асфальтовых веществ. Катализаторы гидроочистки состоят из гидрирующих компонентов, нанесенных на окисный носитель. В качестве гидрирующих компонентов применяют элементы VI и VIII групп Периодической системы элементов Д. И. Менделеева в виде металлов, их окислов или сульфидов, а носителем чаще всего служит окись алюминия. Наиболее распространенные катализаторы состоят из окислов кобальта и молибдена на окиси алюминия (алюмокобальтмолибденовый) и окислов никеля и молибдена на окиси алюминия (алюмоникельмолибденовый).
Преобладающим вариантом процесса в промышленной практике является завершающая доочистка масел, прошедших селективную очистку и депарафинизацию – процесс гидродоочистки. Гидродоочистка применяется при выработке широкого ассортимента масел взамен доочистки отбеливающими глинами.
В зависимости от режима глубина очистки от соединений серы может достигать 70%, глубина деазотирования – 40%. Ароматические углеводороды гидрируются не глубже чем на 30%, с учетом их относительно невысокого содержания в очищаемом масле групповой углеводородный состав масла в процессе доочистки изменяется незначительно. Реакции расщепления протекают в минимальной степени – выход очищенного масла составляет 95-99,5%. Продукты расщепления ухудшают испаряемость и температуру вспышки масла, поэтому для удаления их гидрогенизат подвергают стабилизации в отпарных колоннах. Помимо очистки от гетеросоединений и смолисто-асфальтовых веществ удаляются остатки селективных растворителей. Благодаря перечисленным превращениям значительно улучшаются такие характеристики масла, как цвет, стабильность цвета, коксуемость, запах, восприимчивость к присадкам, особенно антиокислительным, несколько повышается индекс вязкости. К недостаткам процесса следует отнести некоторое уменьшение вязкости и повышение температуры застывания масла. Степень уменьшения вязкости зависит от вязкости исходного масла; для более вязких масел снижение вязкости больше; повышение температуры застывания обычно не превышает 1-2°С.
Свойства масел после гидроочистки меняются незначительно:
Снижение вязкости, % ……………………………….. 0-2
Повышение ИВ, пунктов ……………………………. 0-2
Повышение температуры застывания, °С …… 0-2
Улучшение цвета, ед. ЦНТ…………………………. 1-2
Степень обессеривания, % отн……………………. 30-40
Гидроочистка как единственная ступень очистки осуществляется при более жестком режиме, чем в случаях сочетания с селективной очисткой. При производстве индустриальных масел из легкого и среднего дистиллятов по схеме депарафинизация – гидроочистка последнюю проводят при температурах до 380- 400 °С и скорости подачи не выше 1—1,1 ч-1, т. е. в условиях, заметно более жестких, чем в процессе гидродоочистки масел близкой вязкости. Очистка в таком режиме обеспечивает повышение индекса вязкости на 9-12 пунктов; температура застывания повышается на 2-6°С, что необходимо учитывать на стадии депарафинизации; глубина очистки от серосодержащих соединений достигает 80%.
Гидроочистка как основная ступень очистки может применяться и в других вариантах технологической схемы. Возможно, например, получение трансформаторных масел по схеме гидроочистка – депарафинизация – доочистка. При наличии сырья с достаточно низкой температурой застывания гидроочистка может являться единственным процессом в технологии производства базового масла из прямогонного дистиллята. Тем не менее сравнительно низкое давление в процессе гидроочистки не позволяет осуществить достаточно глубокое гидрирование тяжелых ароматических углеводородов, поэтому масла с высоким индексом вязкости получают совместным применением процессов селективной очистки и гидроочистки. Кроме того, в ряде случаев необходимо гидрировать легкие ароматические углеводороды, что процессом гидроочистки не обеспечивается. Указанные недостатки устраняются при осуществлении гидрирования под высоким давлением.
Гидрокаталитическая депарафинизация предназначена для снижения температуры застывания нефтяных дистиллятов. Процесс осуществляется путем селективной гидрогенизационной деструкции (гидрокрекинга) и гидроизомеризации высокозастывающих парафиновых углеводородов. Ароматические углеводороды в ходе процесса каким-либо изменениям не подвергаются. Процесс проводится при следующих условиях: температура 360-420°С, давление 4-8 МПа, объемная скорость подачи сырья 0,5-4 ч-1.
Гидрокрекинг. Процесс жесткого гидрирования проводится при следующих условиях: температура 350-4250С, давление 10-25 МПа, объемная скорость подачи сырья 0,4-1,5ч-1, кратность циркуляции ВСГ 800-2000 нм3/м3 сырья. Гидрокрекинг (за рубежом называемый также гидроочисткой) может заменять собой селективную очистку.
Основной причиной развития процесса гидрокрекинга в производстве масел за рубежом явился тот факт, что экстракционные методы не позволяют получать масла с высокими ИВ: маловязкие с ИВ выше 105-110 и вязкие с ИВ выше 95-100. В этом отношении возможности селективной очистки исчерпаны.
В ходе гидрокрекинга коренным образом изменяется химический состав получаемых масел: резко повышается содержание нафтено-парафиновых углеводородов и столь же резко снижается содержание ароматических углеводородов, в первую очередь полициклических (таблица 7). Нафтено-парафиновые углеводороды становятся основными компонентами масел гидрокрекинга.
Гидрокрекинг позволяет вырабатывать высокоиндексные масла из различного, в том числе низкоиндексного сырья (таблица 8).
Поэтому рядом фирм построены маслоблоки, включающие процессы гидрокрекинга, вакуумной перегонки, каталитической и сольвентной депарафинизации. Так, маслоблок фирмы Chevron (США) в г.Ричмонде, штат Калифорния, предназначен для переработки низкоиндексных дистиллятных фракций из аляскинских нефтей, имеющих после депарафинизации ИВ на уровне 18-32 пунктов. На нем вырабатываются базовые масла-компоненты с ИВ 100-102 и вязкостью при 100 0С 3,9 -10,9 мм2/с. Эти масла содержат 98-99,4% нафтено-парафиновых углеводородов.
Таблица 7 – Гидрокрекинг вакуумного газойля кувейтской нефти
| Показатели | Сырье | Гидрогенизат |
| Содержание, %: Углеводородов нафтено-парафиновых | | |
| моноароматических | 12,5 | |
| полиароматических | 4,5 | |
| Смолистых соединений | Отс. | |
| Серы | 2,8 | 0,005 |
| Азота | 0,1 | 0,001 |
| ИВ после депарафинизации |
Таблица 8 – Выход целевого продукта при получении масел с ИВ 100 из вакуумных дистиллятов путем гидрокрекинга и селективной очистки
| Тип сырья | ИВ сырья после депа-рафинизации | Выход, % | |
| рафината селективной очистки | гидрогенизата | ||
| Парафиновое | 81,5 | ||
| Смешанное | |||
| Ароматическое | |||
| Нафтено-ароматическое |
Однако наряду с достоинствами технология производства масел гидрокрекингом имеет ряд недостатков: высокая стоимость катализатора, высокое давление и большой расход водорода на циркуляцию, что ведет к повышению стоимости получаемых масел; низкую вязкость получаемых масел. Базовые масла гидрокрекинга более склонны к образованию осадков и потемнению, лако- и нагарообразованию, чем масла селективной очистки. Несмотря на высокую приемистость к присадкам масел гидрокрекинга, при получении из них товарных масел может потребоваться больший расход присадок, особенно антиокислительных, чем требуется для масел селективной очистки. Основной причиной такого явления следует считать недостаточное содержание в маслах гидрокрекинга ароматических углеводородов – менее 15-17%, являющихся естественными ингибиторами окисления. Поэтому в чистом виде масла гидрокрекинга применяются редко и используются в основном в качестве высокоиндексного компонента в смеси с маслами селективной очистки, что позволяет добиваться оптимального соотношения в базовом масле нафтено-парафиновых и ароматических углеводородов.
В связи с изложенным оптимальная технологическая схема маслоблока должна включать две технологические цепочки производства базовых масел: гидрокрекинг (нафтено-парафиновые маловязкие масла) и селективную очистку (ароматизированные высоковязкие масла). Такая схема отличается повышенной технологической гибкостью за счет возможного регулирования в широких пределах химического состава базовых масел путем смешения масел – компонентов различной природы.
Гидрооблагораживание. Процесс осуществляется в более мягких, чем гидрокрекинг, условиях: температура 360-400°С, давление 4-5 МПа, объемная скорость подачи сырья 0,7-1,5 ч-1, кратность циркуляции ВСГ 750-1000 нм3/м3 сырья. Процесс улучшает химический состав сырья, как и селективная очистка, но не заменяет ее, поэтому применяется в сочетании с ней (проводят гидрооблагораживание сырья селективной очистки или рафината). Практическое преимущество процесса в том, что для его осуществления не требуется высокого давления и на процесс гидрооблагораживания после реконструкции могут быть переведены типовые установки гидроочистки дизельных топлив.
Процесс гидрооблагораживания в нашей стране внедрен в ПО «Куйбышевнефтеоргсинтез» (гидрооблагораживание дистиллятного рафината фенольной очистки) и ПО «Омскнефтеоргсинтез» (гидрооблагораживание вязкого дистиллята перед фенольной очисткой). Наилучшие результаты достигнуты в Омске при гидрооблагораживании дистиллята на катализаторе ГС-168шу, в результате которого ИВ дистиллята (после депарафинизации) повышается на 20 пунктов, что позволяет на 10-15% увеличить отбор рафината селективной очистки при заметном улучшении качества масла. Фактически при гидрооблагораживании повышается содержание высокоиндексных (нафтено-парафиновых и моноароматических) углеводородов. Глубина гидрооблагораживания, характеризуемая снижением показателя преломления гидрогенизата по сравнению с показателем преломления сырья, влияет на основные показатели процесса последующей фенольной очистки.
Наряду с достоинствами процесс гидрооблагораживания имеет ряд недостатков. При гидрооблагораживании высокоароматизированного сырья существенного снижения содержания ароматических углеводородов в маслах не наблюдается, т.е. в ряде случаев оно остается выше оптимального. Чем глубже гидрооблагораживание и, следовательно, чем значительнее повышение содержания высокоиндексных углеводородов в сырье, тем выше, как правило, и степень расщепления сырья. При работе на катализаторе ГС-168шу выход стабильного гидрогенизата составляет 85-87%. Наряду с желательными реакциями идут и нежелательные, в первую очередь гидродеалкилирование: разрыв связей углерод-углерод в боковых цепях.
Гидродеалкилирование ароматических углеводородов представляет собой последовательный, в несколько стадий, процесс отрыва боковых цепей с постепенным их укорачиванием вплоть до метильных или этильных групп. Этому процессу способствует низкое давление водорода, полного подавления реакций гидродеалкилирования можно добиться путем повышения давления до 30 МПа, т.е. только в условиях жесткого гидрокрекинга.
В результате гидродеалкилирования происходит утяжеление группы полициклических ароматических углеводородов. Так, если в исходном вязком дистилляте ПО «Омскнефтеоргсинтез» показатель преломления наиболее тяжелых ароматических углеводородов находился на уровне 1,5900 -1,5970, то в гидрогенизате он возрастал до 1,6200-1,6240. Поскольку в процессе фенольной очистки дистиллятного сырья полного удаления полициклических ароматических углеводородов не достигается, в гидрооблагороженных маслах содержится 5-7% ароматических углеводородов более тяжелых, чем в маслах из обычного сырья (при сопоставимых ИВ из того или иного сырья). Поэтому даже при наличии гидрооблагораживания получение базовых масел-компонентов перспективного уровня качества не исключает необходимости углубления селективной очистки, хотя эта глубина будет несколько ниже, чем при очистке негидрооблагороженного сырья.
В принципе процесс гидрооблагораживания является наиболее эффективным решением при техническом перевооружении действующих маслоблоков с целью повышения качества вырабатываемых масел.
В заключение необходимо подчеркнуть, что внедрение гидрооблагораживания не исключает необходимости совершенствования экстракционных процессов, в первую очередь при производстве остаточного компонента. Такая необходимость обусловлена тем, что с ростом вязкости и молекулярной массы углеводородов замедляются и затрудняются реакции гидрирования и для их интенсификации необходимо ужесточение условий гидрирования. Углеводороды остаточного сырья в условиях гидрооблагораживания гидрируются весьма незначительно и для гидрокаталитической переработки такого сырья необходим режим гидрокрекинга.
Все же следует отметить, что около 90%мирового производства масел до настоящего времени приходится на масла селективной очистки и других методов физического выделения масляных углеводородов.
Поэтому так называемая «глубокая» очистка по крайней мере ближайшие 10 лет будет, очевидно, занимать ведущее место в общем объеме производства высокоиндексных базовых масел с ИВ 105-115, не говоря уже о маслах с ИВ-95 (По даннымэкономические преимущества гидрокрекинга возрастают по мере повышения индекса вязкости продукта, начиная с 105).
Здесь уместно вернуться к вопросу о нефтях, поскольку если в нефти нет высокоиндексных масляных фракций, то никакая «глубокая» очистка не даст желаемых результатов.
Для оценки процессов очистки различного сырья правильнее сравнивать отборы масел с заданным индексом вязкости от потенциала их в сырье. Четкость и полнота выделения высокоиндексных масляных углеводородов в равной степени относится и к извлечению ценных масляных углеводородов из масляного сырья, и к получению высокоиндексных масел из гидрогенизатов гидрокрекинга.
Таким образом, независимо от развития гидрокрекинга в производстве масел, особое внимание должно уделяться процессам физического выделения ценных масляных углеводородов.
Вопросы совершенствования селективной очистки масел здесь подробно не рассматриваются, поскольку они достаточно полно отражены в литературе. Однако для производства высокоиндексных масел, особенно в отношении максимальной полноты их извлечения, необходимо отметить следующие вопросы.
Во-первых, тенденцию ступенчатого разделения, все шире применяемую в промышленных процессах вакуумной перегонки, деасфальтизации, селективной очистки и депарафинизации, что позволяет более четко и с минимальными потерями извлекать высокоиндексные масла.
Во-вторых, создание и разработку новых процессов и способов физического выделения высокоиндексных фракций масел.
И, в-третьих, сочетание и комбинирование различных способов и методов физического разделения и способов направленного формирования структуры масляных углеводородов.
Разумеется, во всех случаях имеется в виду, что для производства высокоиндексных масел организованы соответствующий выбор и сортировка сырья.
Необходимо отметить, что цвету базовых масел, как показателю степени удаления асфальто-смолистых веществ, и стабильности цвета во времени уделяется в производстве высокоиндексных базовых масел повышенное внимание.
Для улучшения цвета масел широко применяют процесс гидроочистки, используемый в промышленном масштабе на ряде отечественных заводов как завершающий процесс технологической схемы производства. Гидроочистку целесообразно проводить перед депарафинизацией масла, или даже перед селективной очисткой.
Проблема рациональной подготовки к очистке при переработке высокопотенциальных масляных нефтей тесно связана с улучшением испаряемости базовых масел для производства смазочных масел различного назначения (моторных, компрессорных, для ТКРВД и других, предназначаемых для тяжелых и форсированных условий работы).
Компаундирование (смешение) масел. Товарные масла, как правило, получают смешением (компаундированием) базовых дистиллятных масел друг с другом или с остаточными компонентами. Высококачественные товарные масла приготовляют с обязательным введением присадок, чаще всего композиций присадок разного функционального действия. Суммарное содержание присадок в маслах составляет обычно 3-8 %, а в некоторых маслах доходит до 15-17 %. Смешение-один из важных процессов заключительной стадии производства товарных нефтепродуктов, включающий в себя разработку и использование наиболее эффективных технологических схем и систем управления, расчеты оптимальных рецептур смесей с учетом показателей свойств товарных масел и т.п.
В зависимости от требований к качеству товарных массе, наличия необходимых компонентов, объема резервуарных парков и других технических возможностей производства применяют разные методы смешения: периодическое частичное смешение в трубопроводе и непрерывное смешение в трубопроводе. Периодическое смешение относится к числу старых методов и заключается в последовательной закачке базовых масел в резервуар и циркуляции смеси насосом до получения однородного по составу и свойствам продукта. При достижении необходимой вязкости масла в резервуар закачивают присадки, смесь прокачивают через подогреватель в течение 6-8 часов. Периодический способ смешения имеет низкую производительность и трудоемок. Его обычно используют на заводах, выпускающих ограниченный ассортимент товарных масел. При частичном смешении в трубопровод одновременно вводят все компоненты товарных масел в необходимых соотношениях. Состав и свойства масел окончательно корректируют, добавляя необходимые количества компонентов. Такой метод смешения используют для приготовления масел, состоящих из небольшого числа компонентов довольно постоянного качества.
Значительно эффективнее и экономичнее схема непрерывного смешения компонентов масел и присадок в трубопроводах с использованием автоматизированных станций смешения. В этом случае все компоненты подают в трубопровод в точно заданных соотношениях, и в любой момент в смесительном коллекторе получают товарное масло требуемого качества. При этом обязательно используют автоматические анализаторы качества на потоках, на технологических трубопроводах устанавливают фильтры, газоотделители, измерители расхода и исполнительные устройства в соответствии с технологическими требованиями и заданными физико-химическими показателями товарных масел. «Узким местом» при смешении является дозирование присадок, имеющее ряд особенностей по сравнению с введением основных базовых компонентов: малые расходы, высокая вязкость, токсичность, возможность кристаллизации и т.п. Все это предьявляет особые требования к технологическим схемам подачи присадок и выбору оборудования.
Автоматическое смешение компонентов масел в трубопроводе обеспечивает непрерывность процесса компаундирования и позволяет снизить температуру, время приготовления масел за счет исключения циркуляции, повысить точность дозировки компонентов, сократить расход дорогостоящих компонентов и присадок. Эксплуатация автоматических станций смешения дает значительный экономический эффект, складывающийся из увеличения точности смешения и экономики дорогостоящих компонентов (60-70 %), ускорения оборачиваемости резервуаров (15-20 %), экономики электроэнергии. Капитальные затраты окупаются за 1-2 года.
Пропускная способность станций смешения при поступлении компонентов с технологических установок значительно ниже, чем при смешении компонентов, поступающих из резервуаров. Для стабилизации расходов и качественных показателей компонентов, поступающих на смешение, между установками и узлом смешения часто вводят промежуточные резервуары небольшой емкости для хранения избытка компонентов (или возмещения их недостатка).
На многих заводах применяют станции смешения, представляющие собой комбинацию рассмотренных выше схем, т.е. сочетающие периодическое и непрерывное смешение масляных компонентов и присадок. Широко распространена схема смешения по базовому компоненту, т.е. один или два основных компонента, принятые за базовые и составляющие основную часть товарного масла, подают непосредственно с технологических установок, а другие компоненты – из резервуаров. При такой схеме увеличивается гибкость узла смешения, значительно сокращается резервуарный парк и упрощается нахождение оптимальных смесей.
Поскольку при производстве смазочных масел перспективного уровня качества, в том числе и моторных масел, все большее значение имеет оптимизация химического состава базовых масел, процесс их компаундирования становится полноправным технологическим процессом наряду с процессами очистки.
Применяемая в отрасли технология смешения, а также отсутствие на маслоблоках дифференцированных по составу масел-компонентов не позволяют варьировать состав базовых масел в сколько-нибудь широких пределах. Разработанная и применяемая на некоторых маслоблоках автоматическая система смешения масел в потоке улучшает технологию смешения скорее в количественном, чем в качественном отношении.
В связи с этим представляет интерес изучение зарубежного опыта, например, такой ведущей в области производства смазочных масел фирмы, как Shell. Выпуская около 2 млн.т. масел в год, фирма эксплуатирует 12 маслоблоков и 70 блоков смешения товарных масел. Блоки смешения не привязаны к конкретным маслоблокам, что, с одной стороны, максимально приближает их к потребителю, а с другой – дает возможность более широкого выбора компонентов для смешения.
Представляет интерес и разработанная фирмой Shell технология смешения, отличающаяся высокой точностью и надежностью. Управление процессом с помощью сети компьютеров с применением линейного программирования позволяет изготавливать чрезвычайно широкий ассортимент смазочных материалов. Так, введенный в Великобритании блок смешения фирмы Shell может производить 700 наименований смазочных материалов и 300 компонентов для смазочных композиций.
Контрольные вопросы
1. Какие известны современные гидрогенизационные процессы, используемые в технологии получения масел?
2. Назначение процесса гидроочистки масел.
3. Назначение гидрокаталитической депарафинизации.
4. Достоинства и недостатки процесса гидрокрекинга.
5. Достоинства и недостатки процесса гидрооблагораживания.
6. Когда целесообразно проведение «глубокой очистки» масляного сырья?
7. Процесс компаундирования масел и его развитие.
Литература
1. Ахметов С.А. Технология глубокой переработки нефти и газа, «Гилем», 2002, стр.160-168
2. Лашхи В.Л., Виппер А.Б., Ермолов Ф.Н. и др Противоизносные свойства моторных масел и методы их оценки. М., ЦНИИТЭнефтехим, 1977. 61с.
3. Гуреев А.А., Фукс И.Г., Лашхи В.Л., Химмотология. М.: Химия, 1986, 368 с.
4. Топлива, смазочные материалы, технические жидкости. Ассортимент и применение. Под ред. В.М. Школьникова М.: Техинформ, 1999, 596с.
5. Вознесенская Е.В. и др. Влияние свойств некоторых парафиновых нефтей на выход и качество масел. В об. Нефтяные масла и присадки к ним, труды ВНИИНП, вып. XII, 1970,с.28
6. Кореляков Л.В., Чернужуков Н.И., Школьников В.М. Химия и технология топлив и масел, 1972.
Самостоятельная работа студента с преподавателем заключается в выполнении курсового проекта. Содержание курсового проекта следующее:
Введение. Актуальность масляного производства в Казахстане и за рубежом.
1 Литературно-патентный поиск по тематике заданного процесса, включающий химико-технологические основы процесса, применяемые растворители, активаторы процесса, основное оборудование, новшества по реконструкции установок и повышению эффективности процесса и т.д.
2 Технологическая часть
2.1 Физико-химические характеристики сырья (нефти или смеси нефтей)
2.2 Составление поточной схемы переработки нефти или смеси нефтей
2.3 Составление материальных балансов установок и сводного баланса, входящих в поточную схему переработки нефти или смеси нефтей
2.4 Описание технологической схемы установки
2.5 Технологический расчет основного аппарата установки
Заключение
Список использованных источников
Графическая часть: поточная схема переработки нефти или смеси нефтей; технологическая схема установки; основной аппарат установки
Задание на курсовой проект студенту выдается индивидуально и выполняет её студент в соответствии с положением о курсовом проектировании.
Темы курсовых проектов
1. Проект установки гидрокрекинга вакуумных дистиллятов с целью получения высококачественных масел. Технологический расчет реактора гидрокрекинга.
2. Проект установки селективной очистки масляных дистиллятов фурфуролом. Расчет фурфурольной колонны.
3. Проект установки селективной очистки остаточной масляной фракции фенолом. Технологический расчет фенольной колонны.
4. Проект установки селективной очистки масляных дистиллятов N-метилпирролидоном. Расчет экстракционной колонны.
5. Проект установки деасфальтизации гудрона жидким пропаном. Технологический расчет испарителя пропана.
6. Проект установки депарафинизации масляных фракций с целью улучшения вязкостно-температурных свойств масел. Расчет кристаллизатора.
7. Проект установки обезмасливания гача и петролатума с целью получения парафинов и церезинов. Расчет кристаллизатора.
8. Проект установки гидроочистки масляных фракций. Технологический расчет ректора гидроочистки.
9. Проект установки адсорбционной очистки масел. Технологический расчет адсорбера.
10. Проект совмещенной установки депарафинизации и обезмасливания. Расчет основного аппарата.
Методические рекомендации
1. Черножуков Н.И. Технология переработки нефти и газа. Часть III М., Химия,1982.
2. Ахметов С.А. Технология глубокой переработки нефти и газа. Учебное пособие для вузов. Уфа, Гилем, 2002, 672 с.
3. Журнал «Химическая технология топлив и масел» все выпуски с 1980 г.
4. Журнал «Нефтепереработка и нефтехимия» все выпуски с 1980 г.
САМОСТОЯТЕЛЬНАЯ РАБОТА СТУДЕНТОВ (СРС)
Самостоятельная работа студента по данной дисциплине заключается в изучении технологических схем установок масляного производства.
§
Назначение – улучшение цвета и повышение стабильности смазочных масел. Применяется взамен доочистки масел адсорбентами.
Установки гидродоочистки масел состоят из 3—4 потоков. Ниже приведена схема одного из потоков. Сырье смешивается с водородсодержащим газом, нагревается в теплообменниках Т-1, Т-2 и печи П-1 и поступает в реактор Р-1, заполненный алюмокобальтмолибденовым катализатором.
Принципиальная схема установки гидроочистки депарафинированных
масляных дистиллятов:
I-сырье; II-свежий водородсодержащий газ; III-очищенное масло;
IV-углеводородный газ; V-отгон; VI-сероводород в раствор моноэтаноламина (МЭА); VII-водяной пар; VIII-МЭА; IX-вода в канализацию;
X- несконденсировавшиеся газы.
Гидрогенизат подвергается двухступенчатой сепарации (горячей в С-1 и холодной в С-2), а затем подается в отпарную колонну К.-1, где отгоняются легкие фракции и основная часть сероводорода. Влажное масло сниза колонны К-1 направляется в колонну вакуумной сушки К.-2, а затем проходит через рамный фильтр Ф-1, в котором масло отделяется от катализаторной пыли. Циркулирующий водородсодержащий газ подвергается очистке от сероводорода раствором моноэтаноламина в колонне К-3.
Технологический режим:
при очистке дистиллятных (1) и остаточных (2) масел:
Объемная скорость, ч-1 2-3 1
Кратность циркуляции водородсодержащего
газа, м3/м3 250-300 500-600
Температура в реакторе,0С 250-320 300-330
Давление в реакторе, кгс/см2 35-40 35-40
Методические рекомендации
1. Рудин М.Г., Драбкин А.Е. Краткий справочник нефтепереработчика. Л., Химия, 1980.
2. Справочник нефтепереработчика. Под редакцией Ластовкина Г.А., Радченко Е.Д., Рудина М.Г., Химия, 1978.
3. Альбом технологических схем процессов переработки нефти и газа.Под редакцией Бондаренко Б.И., М., Химия, 1983.
ЭКЗАМЕНАЦИОННЫЕ ВОПРОСЫ
1. Назначение, развитие и способы очистки масляного сырья.
2. Деасфальтизация гудрона пропаном. Основные факторы, режим, назначение, принципиальная технологическая схема.
3. Деасфальтизация остатков пропаном. Физико-химические основы процессов, технологический режим, принципиальная технологическая схема.
4. Зависимость свойств нефтяных масел от их свойства.
5. Селективная очистка масляных фракций и остатков. Разновидности, назначение, основные факторы, режим, принципиальная технологическая схема.
6. Физико-химические основы процесса карбамидной депарафинизации. Свойства карбамида.
7. Способы очистки масляных фракций.
8. Селективная очистка фурфуролом. Основные факторы, режим, свойства растворителя, принципиальная технологическая схема.
9. Непрерывная очистка и доочистка в движущемся слое адсорбента. Основные параметры, режим, принципиальная технологическая схема.
10. Поточные схемы производства нефтепродуктов масляного блока.
11. Селективная очистка фенолом. Основные факторы, режим, свойства растворителя, принципиальная технологическая схема установки.
12. Характеристика адсорбентов для очистки и разделения нефтяного сырья. Преимущество и недостатки различных адсорбентов.
13. Химические методы очистки нефтяных фракций. Очистка щелочью.
14. Селективная очистка парными растворителями. Основные факторы, режим, свойства растворителя, принципиальная технологическая схема установки.
15. Селективная очистка парными растворителями без предварительной деасфальтизации. Основные факторы, режим, принципиальная технологическая схема установки.
16. Очистка нефтяных фракций серной кислотой.
17. Депарафинизация нефтяных фракций с применением избирательных растворителей, принципиальная технологическая схема.
18. Основные факторы и химические основы гидрогенизационных процессов (на примере гидроочистки, гидрокрекинга масел).
19. Очистка и разделение нефтяного сырья избирательными растворителями. Природа растворителей.
20. Карбамидная деперафинизация. Назначение, основные факторы режим, принципиальная технологическая схема установки. Свойства. Свойства карбамида.
21. Депарафинизация масляных рафинатов. Основные факторы, характеристика растворителей, характеристика кристаллизационного отделения установки.
22. Физико-химические основы процесса депарафинизации. Температурный эффект депарафинизации.
23. Обезмасливание гачей и петролатумов. Назначение, основные факторы, принципиальная технологическая схема установки.
24. Зависимость свойств нефтяных масел от их состава.
25. Физико-химические основы процесса карбамидной депарафинизации. Условия образования комплекса.
26. Совмещенная схема депарафинизации и обезмасливания. Назначение, основные факторы, роль растворителей, принципиальная технологическая схема.
27. Селективная очистка парными растворителями с предварительной деасфальтизацией, основные факторы, режим, принципиальная технологическая схема.
28. Физико-химические основы процессов селективной очистки растворителями. Критическая температура растворения. Роль растворителей.
29. Адсорбционная очистка масляных фракций. Основные факторы, режим, применяемые адсорбенты, принципиальная технологическая схема установки.
30. Основы технологии производства нефтяных масел.
31. Назначение и развитие процессов очистки масляного сырья.
32. Гидроочистки масляных рафинатов. Основные факторы, режим, кристаллизаторы, принципиальная технологическая схема установки.
33. Контактная доочистка масел. Назначение, применение, режим, принципиальная технологическая схема.
34. Классификация нефтяных масел и основные показатели их качества.
35. Селективная очистка масляных дистиллятов. Основные факторы, режим, природа растворителей, принципиальная технологическая схема очистки н-метилпирролидоном.
36. Производство и применение присадок для улучшения качества нефтяных масел.
37. Физико-химические основы процесса деасфальтизации. Роль растворителя. Кратность растворителя к сырью.
38. Контактная доочистка масел. Назначение, применение, режим, технологическая схема.
39. Селективная очистка фурфуролом. Основные факторы, режим, свойства растворителя, принципиальная технологическая схема.
40. Поточная схема переработки нефтей по масляному варианту. Особенности технологии производства масел.
41. Глубокая (низкотемпературная) депарафинизация. Назначение, основные факторы, применяемые хладагенты, технологическая схема.
42. Физико-химические основы процесса депарафинизации. Температурный эффект депарафинизации.
43. Применение избирательных растворителей в процессах очистки масел. Понятия активности, селективности и растворяющей способности.
44. Селективная очистка масляных фракций избирательными растворителями. Основные факторы, режим, природа растворителей, принципиальная технологическая схема установки
45. Гидроочистка и гидрокрекинг масляных рафинатов. Основные факторы, режим, применяемые кактализаторы, принципиальная технологическая схема.
46. Катализаторы термокаталитических процессов. Свойства. Понятие об активности и селективности катализаторов.
47. Назначение, развитие и способы очистки масляного сырья.
48. Производство и применение присадок для улучшения качества нефтяных масел.
49. Обезмасливание гача и петролатума без применения растворителей. Основные факторы, назначение. Технологическая схема.
50. Депарафинизация нефтяных фракций с применением избирательных растворителей. Основные факторы, роль растворителей, принципиальная технологическая схема.
51. Нефтяные парафины, церезины. Характеристика, способы получения и применения.
52. Сольвентная депарафиинизация. Назначения, основные факторы, технологическая схема, характеристика холодильного отделения.
53. Производство товарных нефтепродуктов при переработке нефтей по масляному варианту. Присадки и их применение.
54. Производство товарных нефтепродуктов при переработке нефтей по масляному варианту. Присадки и их применение.
55. Гидроочистка масляных рафинатов. Назначение, основные факторы, применяемые катализаторы, технологическая схема, разновидности селективной очистки масляных фракций и остатков, принципиальная технологическая схема.
56. Назначение, основные факторы, режим Устройство и принцип работы основных аппаратов установки.
57. Классификация нефтяных масел. Компаундирование. Назначение моторных, индустриальных, трасмиссионных и других масел.
58. Селективная очистка масляных фракций. Принципиальная технологическая схема, характеристика секции регенерации растворителей из рафинатного и экстрактного растворов.
59. Классификация нефтяных масел и основные показатели их качества.





