Методики испытаний механических свойств :: контроль структуры и свойств металла
Механические свойства характеризуют способность материала сопротивляться деформации и разрушению под действием приложенных нагрузок.
По характеру изменения во времени действующей нагрузки механические испытания могут быть статическими (на растяжение, сжатие, изгиб, кручение), динамическими (на ударный изгиб) и циклическими (на усталость).
По воздействию температуры на процесс их делят на испытания при комнатной температуре, низкотемпературные и высокотемпературные (на длительную прочность, ползучесть).
Статические испытания проводятся при воздействии на образец с определенной скоростью постоянно действующей нагрузки. Скорость деформации составляет от 10–4 до 10–1 с–1. Статические испытания на растяжение относятся к наиболее распространенным. Свойства, определяемые при этих испытаниях, приведены в многочисленных стандартах по техническим условиям на материалы. К статическим относятся испытания на растяжение, сжатие, изгиб, кручение.
Динамические испытания характеризуются приложением к образцу ударной нагрузки и значительной скоростью деформации. Длительность испытания не превышает сотен долей секунды. Скорость деформации составляет около 102 с–1. Динамические испытания чаще всего проводят по схеме ударного изгиба образцов с надрезом.
Циклические испытания характеризуются многократными изменениями нагрузки по величине и по направлению. Примером испытаний являются испытания на усталость, они длительны и по их результату определяют число циклов до разрушения при разных значениях напряжения. В конечном итоге находят предельные напряжения, который образец выдерживает без разрушения в течение определенного числа циклов нагружения.
Испытания на твердость.
Простейшим механическим свойством является твердость. Методы определения твердости в зависимости от скорости приложения нагрузки делятся на статические и динамические, а по способу ее приложения – на методы вдавливания и царапания. Методы определения твердости по Бринеллю, Роквеллу, Виккерсу относятся к статическим методам испытания.
Твердость– это способность материала сопротивляться вдавливанию в него более твердого тела (индентора) под действием внешних сил.
При испытании на твердость в поверхность материалов вдавливают пирамиду, конус или шарик (индентор), в связи с чем различают методы испытаний, соответственно, по Виккерсу, Роквеллу и Бринеллю. Кроме того, существуют менее распространенные методы испытания твердости: метод упругого отскока (по Шору), метод сравнительной твердости (Польди) и некоторые другие.
При испытании материалов на твердость не изготавливают стандартных специальных образцов, однако к размерам и поверхности образцов и изделий предъявляются определенные требования.
Твердость по Виккерсу(ГОСТ 2999-75) устанавливают путем вдавливания в металл индентора – алмазной пирамиды с углом при вершине 136° под действием постоянной нагрузки Р: 1; 2; 2,5; 3; 5; 10; 20; 30; 50 или 100 кгс и выдержки под нагрузкой в течение 10-15 с. Для определения твердости черных металлов и сплавов используют нагрузки от 5 до 100 кгс, медных сплавов – от 2,5 до 50 кгс, алюминиевых сплавов – от 1 до 100 кгс. После снятия нагрузки с помощью микроскопа прибора находят длину диагонали отпечатка, а твердость HVрассчитывают по формуле
HV = 1,854*P/d2
где Р – нагрузка, кгс; d- диагональ отпечатка, мм.
Имеется таблица зависимости твердости от величины нагрузки и длины диагонали. Поэтому на практике вычислений не производят, а пользуются готовой расчетной таблицей. Твердость по Виккерсу HVизмеряется в кгс/мм2, Н/мм2 или МПа. Значение твердости по Виккерсу может изменяться от HV2060 до HV5 при нагрузке 1 кгс.
По методу Бриннелля вдавливают в образец или изделие стальной закаленный шарик диаметром 10, 5 или 2,5 мм под действием нагрузок 3000, 1000, 750, 500, 250, 62,5 кгс и др. (ГОСТ 9012-59, рис. 1.). Полученный круглый отпечаток на образце измеряют под лупой и по таблицам находят величину твердости по Бринеллю, значение которой не превышает 450 НВ. Твердость по Бринеллю почти совпадает со значениями твердости по Виккерсу.
Твердость НВ – это также величина напряжений сопротивления вдавливанию:
HB=P/Fot=P/πDt=2P/πD(D-√(D2-d2))
где P- нагрузка, кгс;
Fot– площадь отпечатка, мм2;
t- глубина сегмента отпечатка;
D- диаметр шарика, мм;
d- диаметр отпечатка, мм.
Твердость по Бринеллю НВ (по умолчанию) имеет размерность кгс/мм2, например, твердость алюминиевого сплава равна 70 НВ. При нагрузке, определяемой в ньютонах, твердость по Бринеллю измеряется в МПа. Например, твердость отожженной стали равна 207 НВ при нагрузке 3000 кгс, диаметре шарика 10 мм, диаметре отпечатка 4,2 мм или, учитывая коэффициент перевода: 1 Н = 9,8 кгс,
НВ = 2 028 МПа.
Рис. 1. Схема определения твердости по Бринеллю
По методу Роквелла (ГОСТ 9013-59) вдавливают алмазный конус с углом при вершине 120° (шкалы А и С) или стальной шарик диаметром 1,5875 мм (шкала В).
При этом определяют твердость, соответственно, HRA, HRC и HRB. В настоящее время измерение твердости по методу Роквелла является наиболее распространенным методом, потому что при использовании твердомеров Роквелла не требуется измерять отпечаток, число твердости считывается со шкалы прибора сразу после снятия основной нагрузки.
Метод заключается во вдавливании в испытуемый образец индентора под действием двух последовательно прикладываемых нагрузок – предварительной Р0 и основной Р1 которая добавляется к предварительной, так что общая нагрузка Р = Р0 Р1 После выдержки в течение нескольких секунд основную нагрузку снимают и измеряют остаточную глубину проникновения индентора, который при этом продолжает находиться под действием предварительной нагрузки. Перемещение основной стрелки индикатора на одно деление шкалы соответствует перемещению индентора на 0,002 мм, которое принимается за единицу твердости.
На рис. 2 представлена схема измерения твердости по методу Роквелла алмазным или твердосплавным конусом. При испытаниях измеряют глубину восстановленного отпечатка. Шкалы А и С между собой совпадают, поскольку испытания проводят одним и тем же индентором – алмазным конусом, но при разных нагрузках: 60 и 150 кгс соответственно. Твердость в этом случае определяется как
HRC= t/0,002=100-(H-h)/0,002
По шкале В (нагрузка 100 кгс, шарик)
HRB = 130-(H-h)/0,002
Рис. 2. Схема определения твердости по Роквеллу (индентор – конус)
На практике значения твердости по Роквеллу не рассчитываются по формулам, а считываются с соответствующей (черной или красной) шкалы прибора. Шкалы HRC и HRA используются для высокой твердости, HRB -для низкой. Число твердости по Роквеллу измеряют в условных единицах, оно является мерой глубины вдавливания индентора под определенной нагрузкой.
Испытание на растяжение материалов проводят в соответствии с ГОСТ 1497-84 «Методы испытаний на растяжение». Стандарт устанавливает методы статических испытаний на растяжение черных и цветных металлов для определения при температуре 20 °С пределов пропорциональности, упругости, текучести, временного сопротивления разрыву, относительного удлинения и относительного сужения, модуля упругости.
Для испытаний применяют плоские и цилиндрические образцы, вырезанные из детали или специально изготовленные. Размеры образцов регламентированы указанным стандартом, они подчиняются геометрическому подобию и могут быть короткими и длинными. Для цилиндрического образца берется соотношение начальной рабочей длины l0 и исходного диаметра d0 : l0= 5d0– короткий образец, l0= 10d0 – длинный образец. Для плоского образцаберется соотношение рабочей длины l0 и площади поперечного сечения F0:
l0= 5,65√F0 – короткий образец, l0= 11,3√F0 – длинный образец. Цилиндрические образцы изготавливаются диаметром 3 мм и более. Образцы состоят из рабочей части длиной l0 и головок, форма и размер которых соответствуют захватам машины (рис. 3).
Рис. 3. Цилиндрические и плоские образцы до (а) и после (б) испытания на растяжение
Растяжение образца проводят на специальных машинах, позволяющих фиксировать величину прилагаемой нагрузки и изменение длины образца при растяжении. Эти же машины дают возможность записывать изменение длины образца при увеличении нагрузки (рис. 4), т.е. первичную диаграмму испытания на растяжение в координатах: нагрузка Р, Н, кН; и абсолютное удлинение образца А, мм.
Рис. 4. Первичная диаграмма растяжения
Измеряя величину нагрузки в характерных точках диаграммы испытаний на растяжение (рис.4), определяют следующие параметры механических свойств материалов:
σ пц– предел пропорциональности, точка р;
σ 0,05 – предел упругости, точка е;
σ т – предел текучести физический, точка s;
σ 0,2– предел текучести условный;
σ в – временное сопротивление разрыву, или предел прочности, точка b.
Значения 0,05 и 0,2 в записи предела упругости и текучести соответствуют величине остаточной деформации ∆l в процентах от l0 при растяжении образца. Напряжения при испытании на растяжение вычисляют путем деления нагрузки Р, соответствующей характерной точке на диаграмме, на площадь первоначального поперечного сечения F0 рабочей части испытуемого образца:
σпц=Pпц / F0 ; σ0,05=P 0,05 / F0 ; σт=Pт / F0 , или σв=P max / F0 ;
Площадь поперечного сечение F0определяется по следующим формулам:
для цилиндрического образца
F0 = πd02/ 4
для плоского образца
F0 = a0*b0
где а0 – первоначальная толщина; b0 – первоначальная ширина образца.
В точке k устанавливают напряжение сопротивления разрушению материала.
Предел пропорциональности и предел упругости определяют с помощью тензометра (прибор для определения величины деформации). Предел текучести физический и условный рассчитывают, находя нагрузку по диаграмме растяжения. Если на диаграмме нет площадки текучести, то для вычисления условного предела текучести необходимо провести графические построения на диаграмме (рис. 1.5). Вначале находят величину остаточной деформации, равную 0,2 % от l0, далее отмечают отрезок на оси деформации, равный 0,2 % от l0, и проводят линию, параллельную пропорциональному участку диаграммы растяжения, до пересечения с кривой растяжения.
Рис. 5. Определение пределатекучести
Нагрузка P0,2 соответствует точке их пересечения. Физический и условный предел текучести характеризуют способность материала к началу пластической деформации, т.е. сопротивление малой пластической деформации.
Предел прочности можно подсчитать, используя показания силоизмерителя, по максимальной нагрузке Рmax при разрыве либо найти Рmax (Рв) по первичной диаграмме растяжения. Характер деформации при растяжении вязких и хрупких материалов существенно различается.
Хрупкие материалы после достижения максимальной нагрузки быстро разрушаются без значительной пластической деформации, поэтому σв для
хрупких материалов является характеристикой сопротивления разрушению, а для пластичных – характеристикой сопротивления деформации.
Напряжение разрушения определяют как истинное. При этом нагрузку разрушения делят на конечную площадь поперечного сечения образца после разрушения FK:
Sк=Pк/Fк
Все рассчитанные таким образом величины являются характеристиками прочности материала.
Пластичность, т.е. способность деформироваться без разрушения, характеризуется изменениями размеров образца. При испытании на разрыв определяют следующие характеристики пластичности:
относительное удлинение
δ=(lk-l0)/ l0*100%
относительное сужение
Ψ=(F0к-F)/ F0*100%
где lк, Fк — соответственно, длина рабочей части и площадь поперечного сечения образца после разрыва.
Рассчитанные характеристики механических свойств после испытания на растяжение заносятся в протокол.
Испытания на ударный изгиб.
Ударная вязкость характеризует удельную работу, затрачиваемую на разрушение при ударе образца с надрезом. Ударная вязкость испытывается на маятниковом копре с постоянным запасом работы маятника по ГОСТ 9454-78 «Металлы. Метод испытания на ударный изгиб при пониженной, комнатной и повышенной температурах». Стандарт распространяется на черные и цветные металлы и сплавы и устанавливает метод испытания при температурах от -100 до 1000 °С. Метод основан на разрушении ударом маятникового копра образца с концентратором напряжений. В результате испытания определяют полную работу, затраченную при ударе К, или ударную вязкость КС.
Используют образцы прямоугольной формы с концентратором типа U, V, Т (усталостная трещина). Наиболее распространенными образцами являются образцы размерами 55x10x10 мм с U-концентратом 2×2 мм (рис. 6).
Рис. 6. Стандартный образец с U-образным надрезом для испытаний на ударный изгиб
На разрушение ударом образца затрачивается только часть энергии маятника, в связи с чем маятник после разрушения образца продолжает двигаться, отклоняясь на определенный угол. Чем больше величина работы, затрачиваемой на разрушение образца, тем на меньший угол он отклоняется от вертикали после разрушения. По величине этого угла и определяют работу удара К или работу, затраченную на разрушение образца. Работу разрушения К относят к площади поперечного сечения образца Soв месте излома и тем самым находят КС – ударную вязкость:
KC = K/S0,
где Kизмеряется в Дж (кгс*м), S0— в м2 (см2).
В зависимости от вида концентратора ударная вязкость обозначается
KCU, KCV, КСТ и имеет размерность МДж/м2 (МДж/см2) или кгс*м/см2.
Механические свойства материалов, определяемые при статических нагрузках. испытания на растяжение, изгиб, твердость.
Под механическими свойствами понимают характеристики, определяющие поведение материала под действием внешних статических, динамических и переменных нагрузок в различных условиях эксплуатации. К механическим свойствам относят прочность, пластичность, ударную вязкость, твердость, усталость, упругость. Прочность – это способность материала сопротивляться деформации или разрушению под действием статических или динамических нагрузок, например при сжатии, растяжении, изгибе. Твердость – это свойство материала сопротивляться упругой и пластической деформации или разрушению при внедрении в него другого, более твердого тела (индентора). Материалы в конструкциях могут подвергаться самым различным по характеру нагрузкам. Работать на растяжение, сжатие, изгиб, кручение, срез и т. д. или подвергаться совместному действию нескольких видов нагрузки, например растяжению и изгибу. Также разнообразны условия эксплуатации материалов и по температуре, окружающей среде, скорости приложения нагрузки и закону её изменения во времени. В соответствии с этим имеется много показателей М. с. м. и много методов механических испытаний. Для металлов и конструкционных пластмасс наиболее распространены испытания на растяжение, Твёрдость, ударный изгиб; хрупкие конструкционные материалы (например, керамику, металлокерамику) часто испытывают на сжатие и статический изгиб; механические свойства композиционных материалов важно оценивать, кроме того, при испытаниях на сдвиг. Механические свойства. Основные из них — прочность, пластичность, твердость и ударная вязкость. Внешняя нагрузка вызывает в твердом теле напряжение и деформацию. Напряжение — это нагрузка (сила), отнесенная к площади поперечного сечения. Напряжение, возникающее в металле, вызывает деформацию. Деформация — изменение формы и размеров тела под влиянием воздействия внешних сил или в результате физико-механических процессов, возникающих в самом теле (например, фазовых превращений, усадки и т. п.). Деформация может быть упругая (исчезающая после снятия нагрузки) и пластическая (остающаяся после снятия нагрузки). При увеличении нагрузки упругая деформация переходит в пластическую; при дальнейшем повышении нагрузки происходит разрушение тела.
Прочность — это способность твердого тела сопротивляться деформации или разрушению под действием статических или динамических нагрузок. Прочность определяют с помощью специальных механических испытаний образцов, изготовленных из исследуемого материала. Для определения прочности при статических нагрузках образцы испытывают на растяжение, сжатие, изгиб и кручение. Испытания на растяжение — обязательны. Прочность при статических нагрузках оценивается временным сопротивлением ап и пределом текучести оу, а„ — это условное напряжение, соответствующее наибольшей нагрузке, предшествующей разрушению образца; стт — напряжение, при котором начинается пластическое течение металла. Прочность при динамических нагрузках оценивают по ударной вязкости, Дж/м2. Пластичность— это способность материала получать остаточное изменение формы и размера без разрушения. Пластичность характеризуется относительным удлинением при разрыве. Твердость — это способность материала сопротивляться внедрению в него другого, не получающего остаточных деформаций, тела. Значение твердости и ее размерность для одного и того же материала зависят от применяемого метода измерения. Значения твердости, определенные различными методами, пересчитывают по таблицам я эмпирическим формулам. Например, твердость по Бринеллю (НВ, МПа) определяют из отношения нагрузки Р, приложенной к шарику, к площади поверхности полученного отпечатка шарика.
§
В периодической системе Менделееважелезо входит в группу VIIIВ. В четвертом периоде, к которому принадлежит и железо, в эту группу входят, кроме железа, также кобальт (Co) и никель (Ni). Эти три элемента образуют триаду и обладают сходными свойствами. Железо высокой чистоты — это блестящий серебристо-серый, пластичный металл, хорошо поддающийся различным способам механичской обработки.
Физические и химические свойства: При температурах от комнатной до 769°C (так называемая точка Кюри) железо обладает сильными магнитными свойствами (оно, как говорят, ферромагнитно), при более высоких температурах железо ведет себя как парамагнетик. Температура плавления 1535°C, температура кипения 2750°C, плотность 7,87 г/см3. Стандартный потенциал пары Fe2 /Fe0 –0,447В, пары Fe3 /Fe2 0,771В. При хранении на воздухе при температуре до 200°C железо постепенно покрывается плотной пленкой оксида, препятствующего дальнейшему окислению металла. Во влажном воздухе железо покрывается рыхлым слоем ржавчины, который не препятствует доступу кислорода и влаги к металлу и его разрушению. Железо при нагревании реагирует с галогенами. Чистое металлическое железо устойчиво в воде и в разбавленных растворах щелочей. В концентрированной серной и азотной кислотах железо не растворяется, так как прочная оксидная пленка пассивирует его поверхность.
Сплавы железа с углеродом: железо используется главным образом в сплавах, прежде всего в сплавах с углеродом (C) — различных чугунах и сталях. В чугуне содержание углерода выше 2,14 % по массе (обычно — на уровне 3,5-4%), в сталях содержание углерода более низкое (обычно на уровне 0.8-1 %).
Чугун получают в домнах. Домна представляет собой гигантский (высотой до 30-40 м) усеченный конус, полый внутри. Стенки домны изнутри выложены огнеупорным кирпичом, толщина кладки составляет несколько метров. Сверху в домну вагонетками загружают обогащенную (освобожденную от пустой породы) железную руду, восстановитель кокс (каменный уголь специальных сортов, подвергнутый коксованию — нагреванию при температуре около 1000°C без доступа воздуха), а также плавильные материалы (известняк и другие), способствующие отделению от выплавляемого металла примесей — шлака. Снизу в домну подают дутье (чистый кислород (O) или воздух, обогащенный кислородом (O)). По мере того, как загруженные в домну материалы опускаются, их температура поднимается до 1200-1300°C. В результате реакций восстановления, протекающих главным образом с участием кокса С и СО:
Fe2O3 3C = 2Fe 3CO;
Fe2O3 3CО = 2Fe 3CO2
возникает металлическое железо, которое насыщается углеродом (C) и стекает вниз.
Этот расплав периодически выпускают из домны через специальное отверстие — клетку — и дают расплаву застыть в специальных формах. Чугун бывает белый, так называемый передельный (его используют для получения стали) и серый, или литьевой. Белый чугун — это твердый раствор углерода (C) в железе. В микроструктуре серого чугуна можно различить микрокристаллики графита. Из-за наличия графита серый чугун оставляет след на белой бумаге.
Чугун хрупок, при ударе он колется, поэтому из него нельзя изготавливать пружины, рессоры, любые изделия, которые должны работать на изгиб.
Твердый чугун легче расплавленного, так что при его затвердевании происходит не сжатие (как обычно при затвердевании металлов и сплавов), а расширение. Эта особенность позволяет изготавливать из чугуна различные отливки, в том числе использовать его как материал для художественного литья. Если содержание углерода (C) в чугуне снизить до 1,0-1,5%, то образуется сталь. Стали бывают углеродистыми (в таких сталях нет других компонентов, кроме Fe и C) и легированными (такие стали содержат добавки хрома (Cr), никеля (Ni), молибдена (Mo), кобальта (Co) и других металлов, улучшающие механические и иные свойства стали). Стали получают, перерабатывая чугун и металлический лом в кислородном конвертере, в электродуговой или мартеновской печах. При такой переработке снижается содержание углерода (C) в сплаве до требуемого уровня, как говорят, избыточный углерод (C) выгорает. Физические свойства стали существенно отличаются от свойств чугуна: сталь упруга, ее можно ковать, прокатывать. Так как сталь, в отличие от чугуна, при затвердевании сжимается, то полученные стальные отливки подвергают обжатию на прокатных станах. После прокатки в объеме металла исчезают пустоты и раковины, появившиеся при затвердевании расплавов. Применение железа, его сплавов и соединений: чистое железо имеет довольно ограниченное применение. Его используют при изготовлении сердечников электромагнитов, как катализатор химических процессов, для некоторых других целей. Но сплавы железа — чугун и сталь — составляют основу современной техники. Находят широкое применение и многие соединения железа. Так, сульфат железа (III) используют при водоподготовке, оксиды и цианид железа служат пигментами при изготовлении красителей и так далее.
Сталь – это сплав железа с углеродом, содержащий от 0,025 до 2,14 % углерода (С), постоянные примеси, а также легирующие элементы. Углеродистые стали составляют до 90% всего объема производства стали, легированные – около 10%.
Классификация сталей
По химическому составу
- Углеродистые стали
- Легированные стали
§
- Конструкционные стали.
- Строительные стали.
- Арматурные стали.
- Цементуемые стали
- Улучшаемые стали.
- Инструментальные стали.
- Штамповые стали
- Стали для измерительного инструмента и пружинные стали
Углеродистые стали – это сплавы железа с углеродом, содержащие до 2,14 % углерода (С) при малом содержании других элементов. Они обладают высокой пластичностью и хорошо деформируются. Углерод сильно влияет на свойства стали даже при незначительном изменении его содержания. Углеродистые стали можно классифицировать по нескольким параметрам:
· По способу раскисления
Легированные стали. Это стали в состав которых помимо углерода и примесей целенаправленно вводят один или несколько легирующих элементов для обеспечения требуемой прочности, пластичности, вязкости и др. технологических и эксплутационных свойств. Легирование производится с целью изменения механических свойств (прочности, пластичности, вязкости), физических свойств (электропроводности, магнитных характеристик, радиационной стойкости) и химических свойств (коррозионной стойкости).
Легирующий элемент это элемент, специально вводимый в сталь для изменения ее строения и свойств. Концентрация легирующих элементов может быть различной, в т.ч. и очень малой. Когда концентрация элемента составляет менее 0,1% легирование стали принято называть микролегированием.
Основные легирующие элементы – это хром (Cr), никель(Ni), марганец (Mn), кремний (Si), молибден (Mo), ванадий (V), бор (B), вольфрам (W), титан (Ti), алюминий (Al), медь (Cu), ниобий (Nb), кобальт (Co).
Чугун — сплав железа с углеродом (обычно более 2%) содержащий также постоянные примеси (Si, Mn, Р и S), а иногда и легирующие элементы, затвердевает с образованием эвтектики. Чугун — важнейший первичный продукт чёрной металлургии, используемый для передела при производстве стали и во вторичной плавке в чугунолитейном производстве.
Виды чугунов
Белый чугун В белом чугуне весь углерод находится в виде цементита. Структура такого чугуна – перлит, ледебурит и цементит. Такое название этот чугун получил из-за светлого цвета излома.
Серый чугун Серый чугун это сплав железа, кремния (от 1,2- 3,5%) и углерода, содержащий также постоянные примеси Mn, P, S. В структуре таких чугунов большая часть или весь углерод находится в виде графита. Излом такого чугуна из-за наличия графита имеет серый цвет.
Ковкий чугун Ковкий чугун получают длительным отжигом белого чугуна, в результате которого образуется графит хлопьевидной формы. Металлическая основа такого чугуна: феррит и реже перлит.
Высокопрочный чугун Высокопрочный чугун имеет в своей структуре шаровидный графит, который образуется в процессе кристаллизации. Шаровидный графит ослабляет металлическую основу не так сильно как пластинчатый, и не является концентратором напряжений.
Половинчатый чугун В половинчатом чугуне часть углерода (более 0,8%) содержится в виде цементита. Структурные составляющие такого чугуна – перлит, ледебурит и пластинчатый графит.
Классификация
В зависимости от содержания углерода серый чугун называется доэвтектическим (2,14-4,3 % углерода), эвтектическим (4,3 %) или заэвтектическим (4,3-6,67 %). Состав сплава влияет на структуру материала.В зависимости от состояния и содержания углерода в чугуне различают: белые и серые (по цвету излома, который обуславливается структурой углерода в чугуне в виде карбида железа или свободного графита), высокопрочные с шаровидным графитом, ковкие чугуны, чугуны с вермикулярным графитом. В белом чугуне углерод присутствует в виде цементита, в сером — в основном в виде графита.
В промышленности разновидности чугуна маркируются следующим образом:
- передельный чугун — П1, П2;
- передельный чугун для отливок — ПЛ1, ПЛ2,
- передельный фосфористый чугун — ПФ1, ПФ2, ПФ3,
- передельный высококачественный чугун — ПВК1, ПВК2, ПВК3;
- чугун с пластинчатым графитом — СЧ (цифры после букв «СЧ», обозначают величину временного сопротивления разрыву в кгс/мм);
- антифрикционный чугун
- антифрикционный серый — АЧС,
- антифрикционный высокопрочный — АЧВ,
- антифрикционный ковкий — АЧК;
- чугун с шаровидным графитом для отливок — ВЧ (цифры после букв «ВЧ» означают временное сопротивление разрыву в кгс/мм);
- чугун легированный со специальными свойствами — Ч.
§
Необходимым условием успешной деятельности предприятия является рациональное построение его производственной и организационной структуры.
Под структурой понимается упорядоченная совокупность взаимосвязанных элементов, находящихся между собой в устойчивых отношениях, обеспечивающих их функционирование и развитие как единого целого.
Для успешного ведения производства необходимо рационально построить производственный процесс в пространстве. Это осуществляется путем определения исходя из особенностей предприятия наиболее эффективной производственной структуры.
Под производственной структурой предприятия понимается состав и взаимосвязь образующих его цехов, участков и служб в процессе производства продукции.
Производственная структура характеризует разделение труда между подразделениями предприятия и их кооперацию. Она оказывает существенное влияние на важнейшие экономические показатели предприятия: качество продукции, рост производительности труда, величину издержек производства, эффективность использования ресурсов.
Главными элементами производственной структуры предприятия являются цехи, участки и рабочие места.
Цех является основной структурной единицей крупного предприятия. Он наделяется определенной производственной и хозяйственной самостоятельностью, является обособленной производственной единицей и выполняет закрепленные за ним производственные функции.
Все цехи промышленного предприятия обычно делятся на основные и вспомогательные. В основных цехах выполняются операции по изготовлению продукции для реализации. Основные цехи делятся на заготовительные, обрабатывающие и сборочные. К вспомогательным цехам относят инструментальный, ремонтный, энергетический и др.
В состав цехов входят участки, которые создаются по технологическому или предметному принципу. Так, в обрабатывающем цехе могут быть организованы участки по принципу технологической специализации: токарный, фрезерный, шлифовальный, слесарный и др. По принципу предметной специализации образуются участки по изготовлению части готового продукта.
Первичным звеном организации производства является рабочее место.
Рабочим местом называется неделимое в организационном отношении (в данных конкретных условиях) звено производственного процесса, обслуживаемое одним или несколькими рабочими, предназначенное для выполнения определенной операции, оснащенного соответствующим оборудованием и организационно-техническими средствами.
От уровня организации рабочих мест, обоснованного определения их количества и специализации, согласования их работы во времени, рациональности их расположения в цехах существенно зависят результаты работы предприятия.
Следует отметить, что производственная структура предприятия не является чем-то застывшим, она динамична. По мере совершенствования техники и технологии, организации производства, труда и управления предприятием совершенствуется и производственная структура. Это создает условия для интенсификации производства, эффективного использования ресурсов и достижения высоких результатов работы предприятия.
Построение оптимальной производственной структуры предприятия необходимо осуществлять с учетом следующих принципов:
соблюдение рационального соотношения между основными и вспомогательными цехами и участками;
обеспечение пропорциональности между частями предприятия;
укрупнение цехов и участков;
постоянная работа по рационализации производственной структуры;
создание бесцеховой структуры управления предприятием. Кроме того, на производственную структуру предприятия оказывает влияние ряд факторов:
отраслевая принадлежность предприятия;
характер продукции и методы ее изготовления;
объем выпуска продукции и ее трудоемкость;
уровень специализации и кооперирования производства;
особенности зданий, сооружений, используемого оборудования, сырья и материалов.
§
Производственный процесс – совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходные материалы превращаются в готовые изделия.
В зависимости от характера и масштаба выпускаемой продукции производственные процессы могут быть простыми и сложными. Продукция, изготовленная на машиностроительных предприятиях, как правило, состоит из большого количества деталей и сборочных единиц. Детали имеют разнообразные габаритные размеры, сложные геометрические формы, обрабатываются с большой точностью, для их изготовления требуются различные материалы. Всё это усложняет производственный процесс, который делится на части, и отдельные части этого сложного процесса выполняются различными цехами и производственными участками завода.
Производственный процесс включает, как технологические, так и нетехнологические процессы.
Технологические – процессы, в результате которых изменяются формы, размеры, свойства предметов труда.
Нетехнологические – процессы, не приводящие к изменению этих факторов.
По масштабам производства однородной продукции различают процессы:
массовые – при большом масштабе выпуска однородной продукции;
серийные – при широкой номенклатуре постоянно повторяющихся видов продукции;
индивидуальные – при постоянно меняющейся номенклатуре изделий, когда большая доля процессов носит уникальный характер.
Основными элементами производственного процесса являются труд (деятельность людей), предметы и средства труда. Во многих производствах используются природные процессы (биологические, химические).
Под производственным процессом понимается определенным образом упорядоченный в пространстве и во времени комплекс трудовых и естественных процессов, направленных на изготовление продукции необходимого назначения, в определенном количестве и качестве, в заданные сроки. Производственный процесс по своей структуре неоднороден, он состоит из множества взаимосвязанных подпроцессов, в ходе которых создаются отдельные детали, узлы, а их соединение путем сборки позволяет получить необходимое изделие.
Обычно все производственные процессы подразделяются по функциональному признаку на основные, вспомогательные и обслуживающие.
К основным относят процессы обработки, штамповки, резки, сборки, окраски, сушки, монтажа, т. е. все операции, в результате которых изменяются форма и размеры предметов труда, их внутренние свойства, состояние поверхности и т. п.
Вспомогательные процессы предназначены обеспечивать нормальное протекание основных. Эти процессы непосредственно не связаны с предметом труда, к ним относят: изготовление инструмента и технологической оснастки, ремонт, производство электроэнергии для нужд предприятия и т. п.
Обслуживающие процессы включают контроль качества продукции, хода производственного процесса, транспортные и складские операции.
Развитие и совершенствование всех видов процессов должно происходить согласованно.
Производственный процесс состоит также из простых и сложных подпроцессов, в зависимостиот характера операций над предметом труда. Простой производственный процесс представляет собой последовательную взаимосвязь производственных операций, в результате которых получается готовое или частичное изделие. Под сложным понимается процесс изготовления готового продукта посредством соединения нескольких частичных изделий.
В зависимости от объема работ, необходимых для достижения конечного результата процесса, выделяют полные и частичные производственные процессы. Полный процесс включает весь комплекс работ, необходимых для получения конечного результата процесса. Частичный процесс представляет собой незаконченную часть полного процесса. В целях специализации отдельные частичные процессы образуют рабочие комплексы, строение которых характеризуется с точки зрения их элементного, функционального и организационного состава.
§
Тип производства представляет собой комплексную характеристику технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Различают три типа производства: единичное, серийное, массовое.
Единичное производство
Единичное производство характеризуется широким ассортиментом продукции и малым объемом выпуска одинаковых изделий, зачастую не повторяющихся. Особенности этого типа производства заключаются в том, что рабочие места не имеют глубокой специализации, применяются универсальное оборудование и технологическая оснастка, большая часть рабочих имеет высокую квалификацию, значительный объем ручных сборочных и доводочных операций, здесь высокая трудоемкость изделий и длительный производственный цикл их изготовления, значительный объем незавершенного производства.
Разнообразная номенклатура делает единичное производство более мобильным и приспособленным к условиям колебания спроса на готовую продукцию.
Единичное производство характерно для станкостроения, судостроения, производства крупных гидротурбин, прокатных станов и другого уникального оборудования. Разновидностью единичного производства является индивидуальное производство.
Серийное производство
Серийное производство характеризуется изготовлением ограниченной номенклатуры продукции партиями (сериями), повторяющимися через определенные промежутки времени. В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производства. Особенности организации серийного производства заключаются в том, что удается специализировать рабочие места для выполнения нескольких подобных технологических операций, наряду с универсальным применять специальное оборудование и технологическую оснастку, широко применять труд рабочих средней квалификации, эффективно использовать оборудование и производственные площади, снизить, по сравнению с единичным производством, расходы на заработную плату.
Серийное производство характерно для выпуска продукции установившегося типа, например, металлорежущих станков, насосов, компрессоров и другого широко применяемого оборудования.
Массовое производство
Массовое производство характеризуется изготовлением ограниченной номенклатуры однородной продукции в больших количествах в течение относительно продолжительного периода времени. Массовое производство – высшая форма специализации производства, позволяющая сосредоточивать на предприятии выпуск одного или нескольких типов одноименных изделий. Непременным условием массового производства является высокий уровень стандартизации и унификации при конструировании деталей, узлов и агрегатов.
Особенности организации массового производства заключаются в том, что можно специализировать рабочие места на выполнении одной постоянно закрепленной операции, применять специальное оборудование и технологическую оснастку, иметь высокий уровень механизации и автоматизации производства, применять труд рабочих невысокой квалификации. Массовое производство обеспечивает наиболее полное использование оборудования, высокий уровень производительности труда, самую низкую себестоимость изготовления продукции по сравнению с серийным и тем более единичным производством. Этот тип производства экономически целесообразен при достаточно большом объеме выпуска продукции, поэтому необходимым условием массового производства является наличие устойчивого и значительного спроса на продукцию.
Массовое производство характерно для выпуска автомобилей, тракторов, продукции пищевой, текстильной и химической промышленности.
Рабочее место ,
часть пространства, приспособленная для выполнения работником (группой работников) своего производственного задания; первичное звено предприятия. Р. м. включает: основное и вспомогательное производственное оборудование (станки, механизмы, агрегаты, средства, обеспечивающие безопасность труда, защитные устройства, улучшающие санитарно-гигиенические условия работы, энергетические установки, коммуникации); технологическую и организационную оснастку (установочные и иные приспособления, инструмент, контрольно-измерительные приборы, столы, верстаки, инструментальные тумбочки, стеллажи, шкафы, стулья, кресла).
Различают Р. м. рабочих (основных, вспомогательных, обслуживающих), инженерно-технических и административно-управленческого персонала. Организация Р. м. тесно связана с организацией труда и производства на предприятии. Совершенствование Р. м. преследует цель создания такой материальной обстановки труда, которая обеспечивает повышение его производительности, способствует сохранению здоровья и развитию личности работника. При организации Р. м. учитываются антропометрические данные, выводы научной организации труда, рекомендации физиологии, психологии и гигиены, требования эргономики, инженерной психологии и технической эстетики.
Номенклатура продукции
, классифицированный перечень материальных благ, производимых промышленностью и производственными предприятиями др. отраслей хозяйства. В СССР действует единая плановая и отчётная Н. п. По степени детализации или обобщения отдельных разновидностей продукции различают номенклатуру: развёрнутую (специфицированную) по типам, маркам, профилям, размерам, артикулам, сортам; групповую, в которой отдельные позиции развёрнутой номенклатуры объединены в однородные группы под единым наименованием; сводно-плановую — наиболее укрупнённый перечень продукции.
В народно-хозяйственном плане Н. п. представлена важнейшими (и в наиболее укрупнённом перечне) видами продукции, определяющими основные отраслевые и межреспубликанские связи. В планах отраслей и ведомств Н. п. более детализирована, в её состав включается: продукция, входящая в номенклатуру народно-хозяйственного плана; продукция, распределяемая Государственным комитетом Совета Министров СССР по материально-техническому снабжению для обеспечения общесоюзных нужд, межотраслевых и межреспубликанских поставок; новые виды продукции и изделия, имеющие важное значение для развития отрасли, но учтенные в номенклатуре народно-хозяйственного плана; изделия, обеспечивающие внутриотраслевые и межотраслевые пропорции и кооперированные поставки.
В плане развития хозяйства союзных республик (союзно-республиканского и местного подчинения) включаются Н. п., производство которой утверждается в народно-хозяйственном плане, и те виды продукции, которые имеют важное значение для развития хозяйства данной союзной республики. В планах предприятий формируется детальный перечень Н. п. на основе плановых заданий, доводимых до них вышестоящими организациями, а также с учётом заказов, принятых в порядке прямых связей с потребителями, сбытовыми и торгующими организациями. Наряду с номенклатурой полуфабрикатов, кооперированных поставок добавляется Н. п. для собственных нужд. При разработке народно-хозяйственного плана, планов министерств и ведомств СССР, союзных республик единицы измерения продукции должны соответствовать измерителям, предусмотренным в формах и показателях к составлению народно-хозяйственных планов.
ДВС
Двигатель внутреннего сгорания’ (ДВС) — это тип двигателя, тепловая машина, в которой химическаяэнергиятоплива (обычно применяется жидкое или газообразное углеводородное топливо), сгорающего в рабочей зоне, преобразуется в механическую работу.
Несмотря на то, что ДВС являются относительно несовершенным типом тепловых машин (сильный шум, токсичные выбросы, меньший ресурс), благодаря своей автономности (необходимое топливо содержит гораздо больше энергии, чем лучшие электрические аккумуляторы) ДВС очень широко распространены, например на транспорте.

Схема работы четырехтактного цилиндра двигателя, цикл Отто
1. впуск
2. сжатие
3. рабочий ход
4. выпуск
// Основные типы ДВС
- Поршневые двигатели — камерой сгорания является цилиндр, где тепловая энергия топлива превращается в механическую энергию, которая из возвратно-поступательного движения поршня превращается во вращательную с помощью кривошипно-шатунного механизма. По типу используемого топлива делятся на:
- Бензиновые — смесь топлива с воздухом готовится в карбюраторе и далее во впускном коллекторе, или во впускном коллекторе при помощи распыляющих форсунок (механических или электрических), или непосредственно в цилиндре при помощи распыляющих форсунок, далее смесь подаётся в цилиндр, сжимается, а затем поджигается при помощи искры, проскакивающей между электродами свечи.
- Дизельные — специальное дизельное топливо впрыскивается в цилиндр под высоким давлением. Горючая смесь образуется (и сразу же сгорает) непосредственно в цилиндре по мере впрыска порции топлива. Возгорание смеси происходит под действием высокого давления и, как следствие, температуры в камере.
- Газовые — двигатель, сжигающий в качестве топлива углеводороды, находящиеся в газообразном состоянии при нормальных условиях:
- смеси сжиженных газов — хранятся в баллоне под давлением насыщенных паров (до 16 атм). Испарённая в испарителе жидкая фаза или паровая фаза смеси ступенчато теряет давление в газовом редукторе до близкого атмосферному, и всасывается двигателем во впускной коллектор через воздушно-газовый смеситель или впрыскивается во впускной коллектор посредством электрических форсунок. Зажигание осуществляется при помощи искры, проскакивающей между электродами свечи.
- сжатые природные газы — хранятся в баллоне под давлением 150—200 атм. Устройство систем питания аналогично системам питания сжиженным газом, отличие — отсутствие испарителя.
- генераторный газ — газ, полученный превращением твёрдого топлива в газообразное. В качестве твердого топлива используются:
- Газодизельные — основная порция топлива приготавливается, как в одной из разновидностей газовых двигателей, но зажигается не электрической свечой, а запальной порцией дизтоплива, впрыскиваемого в цилиндр аналогично дизельному двигателю.

Двухтактный цикл. в двухтакном цикле рабочие ходы происходят вдвое чаще.
- Роторно-поршневые — за счёт вращения в камере сгорания многогранного ротора динамически формируются объёмы, в которых происходит обычный цикл ДВС.
- Газотурбинные двигатели — энергия расширяющихся продуктов горения передаётся на лопатки газовой турбины.
- ДВС с впрыском воды.
- Комбинированный двигатель внутреннего сгорания — двигатель внутреннего сгорания, представляющий собой комбинацию из поршневой (роторно-поршневой) и лопаточной машины (турбина, компрессор), в котором в осуществлении рабочего процесса участвуют обе машины. Примером комбинированного ДВС служит поршневой двигатель с газотурбинным наддувом (турбонаддув).
§
непосредственно выполнение эскизов и чертежей элементов соединений и самих узлов соединений, входящих в сборочные чертежи. При графическом изображении стоят две задачи: умение изображать (эскизировать или делать чертеж) детали соединений с правильной простановкой размеров (например, для их изготовления) и умение их изображать в сборочной конструкции (например, для проектирования новых механизмов). Последнее допускает упрощения, которые даются в ГОСТах и справочной литературе. Поэтому, будь это эскиз (выполняемый пусть даже на компьютере) или чертеж, требования к правильному изображению, правильной простановке размеров, обозначению по ГОСТу, простановке требований к изготовлению и многому другому остаются.
Каждое изделие состоит из отдельных деталей, соединенных между собой тем или иным способом. Различают соединения разъемные и неразъемные .
К разъемным соединениям деталей относят резьбовое соединение, шпоночные, в котором соединяющим элементом является резьба. К неразъемным соединениям относят сварные, паяные, клеевые, заклепочные и др. Соединение деталей машин чаще всего осуществляются при помощи резьб, которые обеспечивают неподвижное крепление деталей.
Резьбой называется поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Резьбы классифицируется по форме поверхности, на которой они нарезаны (цилиндрические, конические), по расположению резьбы на поверхности (наружная, внутренняя), по форме профиля (треугольные, прямоугольные, трапецеидальные, круглые), по назначению (крепежные, крепежно-уплотнительные, ходовые, специальные), левые или правые, однозаходные и многозаходные.
Сечение винтового выступа плоскостью, проходящей через ось стержня (отверстия), называется профилем резьбы.
В зависимости от формы профиля различают треугольную, прямоугольную, трапециидальную и др. резьбы.
Типы резьб
Все резьбы делятся на стандартные и нестандартные.
Различают резьбы и по назначению: крепежные, крепежно-уплотнительные и ходовые.
Крепежные резьбы прменяются для соединения деталей машин друг с другом посредством деталей, имеющих резьбу.
Крепежно-уплотнительными являются трубные резьбы, выполняемые на концах труб и деталях трубных соединений (фитингах).
Ходовые резьбы применяются для преобразования вращательного движения в поступательное, например, в токарных станках, в домкратах и т.д.
Основными элементами резьбы любого профиля являются наружный (также его называют номинальный) диаметр резьбы (d) и шаг резьбы (S)/
Шаг резьбы – это расстояние между двумя соседними витками резьбы, измеренными параллельно оси винта.
Крепежные резьбы имеют профиль треугольник и к ним относятся:
1. Метрическая резьба – с углом профиля 60 градусов, которая нарезается на болтах, гайках, шпильках и других деталях. Кроме метрической резьбы с крупным шагом, стантартом установлен еще ряд метрических резьб с мелким шагом. Характеризуются такая резьба: номинальным диаметром d – в мм и шагом S – в мм. Обозначается метрическая резьба – М20, что означает резьба метрическая c диаметром d =20 и крупным шагом; или М24х2 – резьба метрическая с d = 24мм и с мелким шагом S=2мм.
2. Дюймовая резьба с углом профиля 55 градусов.
Задается наружным диаметром в дюймах. Характеризуется не шагом, а количеством ниток (витков) на длине одного дюйма (1”=25,4мм).
Обозначается на чертеже: 3/4″, 1/2”, 1” и т.д.
3. Крепежно-уплотнительная резьба делится: трубная цилиндрическая и трубная коническая резьбы, которые обеспечивают плотность соединения, профилем которой является равнобетренный треугольник с углом 55 градусов. Так же, как и дюймовая, характеризуется числом ниток на длине одного дюйма, причем, количество ниток у трубной резьбы на 1” меньше, чем у дюймовой резьбы.
Обозначается на чертеже: G 1”, G 2” и т.д. Обозначение указывает, что данная резьба выполнена на трубе (внутри в отверстии или на наружной части), у которой внутренний диаметр трубы (диаметр “в свету”) равенн 1” (25,4мм ). Характеристики же самой резьбы – ее наружный и внутренний диаметры (как и наружный диаметр самой трубы, фитинга) будут совсем другие и выбираются из таблиц.
4. Ходовым резьбы:
4.1. Трапециидальная резьба имеет профиль равнобедренной трапеции с углом между боковыми сторонами 30 градусов.
Трапециидальная резьба может быть однозаходной и многозаходной.
Однозаходная резьба образуется вминтовым движение одного профиля. Если производящими являются два профиля 0 двухзаходная резьба и т.д.
У многозаходных резьб различают шаг резьбы и ход резьбы. Шаг измеряется в мм вдоль резьбы и ход резьбы. Шаг измеряется в мм вдоль образующих между смежными витками. Ход резьбы измеряется в мм вдоль образующей между двумя точками одного и того же витка.. Обозначается на чертеже: Трап. 60х6 – резьба трапецитидальная с наружным диаметром 40мм и шагом 6мм.
Или Трап. 60х(3х12) – резьба трапециидальная с наружным диаметром 60 мм, шагом 12мм, трехзаходная. Ход винта с такой резьбой будет 36мм.
4.2. Упорная резьба имеет профиль неравнобочной трапеции с отклонением одной стороны трапеции от вертикали на 3 градуса. Бывает так же одно и многозаходной.
Обозначается на чертеже Уп.80х16 – резьба упорная с наружным диаметром 80мм и шагом 16мм.
Или Уп.80х(2Х16)- резьба упорная с наружным диаметиром 80мм, двухзаходная, с шагом 16мм. Ход винта с такой резьбой будет 32мм.
4.3. Прямоугольная резьба (плакат)имеет профиль прямоугольник. В отличии от трапециидальной и упорной резьб эта ходовая резьба нестантартного профиля. Поэтому на чертеже профиль такой резьбы обозначается всеми ее размерами: наружный и внутренний диаметры, шаг резьбы и толщину выступа резьбы.
Любая из резьб, в зависимости от направления подъема витка, может быть правой или левой. Резьба правая на чертеже не имеет условного обозначения, левая имеет обохначение “лев”.
G 1/2” лев.; Трап. 60х(3х12) лев.;Уп. 60х16 лев.
5. Специальная резьба.
Резьбы со стандартным профилем и шагом, размеры диаметра которых отличны от стандартизованных, называются специальными резьбами. На чертеже к обозначению резьб добавляется “Сп”.
Например, Сп. М60х2,5 – что означает, резьба метрическая с мелким шагом специальная.
Ременный привод.
Ремённая передача
Ремённая передача, механизм, осуществляющий передачу вращательного движения с помощью ремня, охватывающего закрепленные на валах шкивы. Ремень,являясь промежуточной гибкой связью, передаёт крутящий момент с ведущего шкива (рис.) на ведомый за счёт сил трения, возникающих между натянутым ремнем и шкивами. 
Достоинства ременных передач: конструктивная простота, относительно малая стоимость, способность передавать мощность на значительные расстояния (до 15 м и более), плавность и бесшумность работы, предохранение механизмов от перегрузки за счёт упругих свойств ремня и его способности пробуксовывать по шкивам. Недостатки ременных передач: короткий срок службы ремней, относительно большие размеры, высокая нагрузка на валы и подшипники, непостоянство передаточного отношения (из-за неизбежного проскальзывания ремня). Получают распространение ремни из высокоэластичных и прочных синтетических материалов, узкоклиновые и зубчатые ремни. Ременные передачи распространены в приводах сельско-хозяйственных машин, электрогенераторов, некоторых станков, текстильных и других машин. Ременные передачи применяют обычно для передачи мощности до 30—50 квт. Известны установки мощностью в несколько сотен и даже тысяч кВт, в которых также использованы ременные передачи.
Цепной привод.
Цепная передача — это передача механической энергии при помощи гибкого элемента (цепи) за счёт сил зацепления. Может иметь как постоянное так и переменное передаточное число (напр. цепной вариатор).
Состоит из — ведущей и ведомой звездочки и цепи. Цепь состоит из подвижных звеньев.
Цепная передача универсальны, просты и экономичны. По сравнению с зубчатыми передачами они менее чувствительны к неточностям расположения валов, ударным нагрузкам, допускают практически неограниченные межцентровые расстояния, обеспечивают более простую компоновку. В сравнении с ремёнными передачами они характеризуются следующими достоинствами: отсутствие проскальзывания и постоянство среднего передаточного отношения; отсутствие предварительного натяжения и связанных с ним дополнительных нагрузок на валы и подшипники; передача большой мощности как при высоких, так и при низких скоростях; сохранение удовлетворительной работоспособности при высоких и низких температурах; приспособление к любым изменениям конструкции удалением или добавлением звеньев.
Недостатки Цепная передача: неравномерность хода, возрастающая по мере уменьшения числа зубьев звёздочек и увеличения шага звеньев; повышенный шум и износ цепи при неправильном выборе конструкции, небрежном монтаже и плохом уходе; необходимость в смазке и устранении провисания холостой ветви по мере износа цепи.
Цепная передача применяются в с.-х. машинах, велосипедах, мотоциклах (кроме Урала), автомобилях, строительно-дорожных машинах, в нефтяном оборудовании и т.д. Преимущественное распространение имеют открытые цепные передачи, работающие без смазки, или с периодической ручной смазкой, с однорядными втулочно-роликовыми цепями, непосредственно встроенные в машины.
Цепь надевается на звездочки не туго, как ремни, а с некоторым провисанием. Для регулирования натяжения часто применяют натяжной ролик. Число оборотов ведомой звездочки зависит от соотношения зубцов на обеих звездочках.
Достоинства цепных передач:
1. возможность применения в значительном диапазоне межосевых расстояний;
2. меньшие, чем у ременных передач, габариты;
3. отсутствие скольжения;
4. высокий КПД;
5. малые силы, действующие на валы, так как нет необходимости в большом начальном натяжении;
6. возможность легкой замены цепи;
7. возможность передачи движения нескольким звездочкам.
Однако у цепных передач есть свои недостатки. К ним относятся:
1. они работают в условиях отсутствия жидкостного трения в шарнирах и, следовательно, с неизбежным их износом, существенным при плохом смазывании и попадании пыли и грязи; износ шарниров приводит к увеличению шага звеньев и длины цепи, что вызывает необходимость применения натяжных устройств;
2. они требуют более высокой точности установки валов, чем клиноременные передачи, и более сложного ухода — смазывания, регулировки;
3. передачи требуют установки на картерах;
4. скорость движения цепи, особенно при малых числах зубьев звездочек, не постоянна, что вызывает колебания передаточного отношения, хотя эти колебания небольшие.
Зубчатый привод.
Зубчатая передача — это механизм или часть механизма в состав которого входят зубчатые колёса.
Назначение:
передача вращательного движения между валами, которые могут иметь параллельные, пересекающиеся и скрещивающиеся оси.
преобразование вращательного движения в поступательное и наоборот.
При этом усилие от одного элемента к другому передаётся с помощью зубьев. Зубчатое колесо передачи с меньшим числом зубьев называется шестернёй, второе колесо с большим числом зубьев называется колесом. Пара зубчатых колёс имеющих одинаковое число зубьев в этом случае ведущее зубчатое колесо называется шестернёй, а ведомое — колесом.
По форме профиля зубьев:
· эвольвентные;
· круговые (передачи Новикова);
· циклоидальные.
По типу зубьев:
· прямозубые;
· косозубые;
· шевронные;
· криволинейные.
По взаимному расположению осей валов:
· с параллельными осями (цилиндрические передачи с прямыми, косыми и шевронными зубьями);
· с пересекающимися осями (конические передачи);
· с перекрещивающимися осями.
По форме начальных поверхностей:
· цилиндрические;
· конические;
· глобоидные;
По окружной скорости колёс:
· тихоходные;
· среднескоростные;
· быстроходные.
По степени защищенности:
· открытые;
· закрытые.
По относительному вращению колёс и расположению зубьев:
· внутреннее зацепление (вращениие колёс в одном направлении);
· внешнее зацепление (вращение колёс в противоположном направлении).
Червячный привод.
Червячная передача —- это механическая передача, посредством червяка и сопряжённого с ним червячного колеса[1].
Конструкция
Червяк представляет собой винт со специальной резьбой, обычно[2] близкой к трапецеидальной. На практике обычно[2] применяются однозаходные, двухзаходные и четырёхзаходные червяки.
Червячное колесо представляет собой зубчатое колесо, обычно с зубьями дуговой формы.
В технологических целях и в целях надёжности, червячное колесо обычно[2] делают составленным из двух материалов: венец — из дорогого антифрикционного материала (например из бронзы), а сердечник — из более дешёвых и прочных сталей или чугунов.
Конструктивно, входной и выходной вал передачи перекрещиваются, обычно под прямым углом.
Функционирование
Передача предназначена для существенного увеличения крутящего момента и, соответственно, уменьшения угловой скорости. Ведущим звеном обычно является червяк. Червячная передача без смазки и вибрации обладает эффектом самоторможения. Обычные передаточные отношения () червячной передачи закладываются в пределах от 8 до 100, а в некоторых приложениях — до 1000[1].
Достоинства
· Плавность работы
· Бесшумность
· Большое передаточное отношение в одной паре
· Самоторможение
· Повышенная кинематическая точность
Недостатки
· Сравнительно низкий КПД (целесообразно применять при мощностях не более 100 кВт)
· Большие потери на трение (тепловыделение)
· Повышенный износ и склонность к заеданию
· Повышенные требования к точности сборки, необходимость регулировки
· Необходимость специальных мер по интенсификации теплоотвода
Червяки различают по следующим признакам:
по форме поверхности, на которой образуется резьба
· Цилиндрические
· Глобоидные
по направлению линии витка
· правые
· левые
по числу заходов резьбы
· однозаходные
· многозаходные
по форме винтовой поверхности резьбы
· с архимедовым профилем
· с конволютным профилем
· с эвольвентным профилем
§
Что такое редуктор? Редуктор – это комплект шестеренок, заключенных в один общий корпус, который называется картер. Наличие картера позволяет компактно расположить детали передач, защищает детали от механических повреждений и загрязнений, обеспечивает необходимую смазку.
Для чего нужен редуктор? А нужен он для изменения скорости вращения валов, в меньшую или в большую сторону.
Редукторы установлены на всех мотороллерах между вторичным валом автоматического центробежного сцепления и колесом.
 На рисунке 1 показана вся трансмиссия мотороллера. Красным обведен картер редуктора 1 с блоком шестерен 2, 3 и 4. Данный редуктор относится к типу зубчатый цилиндрический двухступенчатый, имеет довольно высокое передаточное число и снижает обороты вала 4 с колесом 5 в несколько раз, при этом повышает почти во столько же раз тяговую силу.
На рисунке 1 показана вся трансмиссия мотороллера. Красным обведен картер редуктора 1 с блоком шестерен 2, 3 и 4. Данный редуктор относится к типу зубчатый цилиндрический двухступенчатый, имеет довольно высокое передаточное число и снижает обороты вала 4 с колесом 5 в несколько раз, при этом повышает почти во столько же раз тяговую силу.
А теперь об устройстве. На первичном валу 2 редуктора расположен ведомый шкив вариатора и центробежное сцепление, и на этот же вал передается крутящий момент от них. Далее крутящий момент передается на промежуточный вал с блоком шестерен 3 и затем на вторичный вал 4 на котором находится колесо 5. В картер 1 залито необходимое количество моторного масла для смазывания шестерен.
Существуют также редуктора, которые относится к типу зубчатый цилиндрический одноступенчатый. Принцип построения такого редуктора показан на рисунке 2. В нем, в картере 1 расположены только два вала вместо трех, описанных выше: первичный 2 и вторичный 3. На вторичном валу 3 находится колесо.
 Также во всех картерах редуктора находится отверстие одновременно для залива и слива масла. В некоторых моделях есть отдельное отверстие для слива масла, расположенное снизу картера. Роль пробки заливного отверстия выполняет простой болт с шайбой. В некоторых моделях Хонды сливное отверстие совмещено с нижним болтом, которым прикручена крышка редуктора.
Также во всех картерах редуктора находится отверстие одновременно для залива и слива масла. В некоторых моделях есть отдельное отверстие для слива масла, расположенное снизу картера. Роль пробки заливного отверстия выполняет простой болт с шайбой. В некоторых моделях Хонды сливное отверстие совмещено с нижним болтом, которым прикручена крышка редуктора.
Количество (объем) заливаемого масла зачастую пишут на самом картере недалеко от пробки, и в основном для скутеров 49 см3 оно составляет 90-100 грамм.
Масло заливается трансмиссионное, лучше использовать синтетическое. Если редуктор уже “завыл”, используйте масло погуще.
Как минимум раз в сезон (а лучше раз в месяц) проверяйте наличие и уровень масла в картере. При отсутствии масла или его малом уровне со стороны редуктора начинает появляться неприятный гул, что приводит к быстрому износу подшипников, втулок и шестерен.
22. Подшипники качения и скольжения.
В поршневых компрессорах применяют чаще всего подшипники скольжения. Основными элементами подшипника скольжения являются корпус и вкладыши. Корпус может быть выполнен в виде отдельной детали, прикрепленной к раме или отлитым с ней заодно. Корпус подшипника часто изготовляют разъемным.
Крышка и корпус имеют в плоскости разъема установочные поверхности (выступы и пазы, см. Рис. 1), обеспечивающие правильное положение крышки. Такие поверхности разгружают болты (шпильки) от поперечных усилий, возникающих во время работы компрессора. При малых габаритах

Рис.1 Подшипник с вкладышами из четырех частей для крупного горизонтального компрессора.
подшипника применяют установочные штифты. Болты или шпильки делаются по возможности удлиненными и с уменьшенным диаметром ненарезанной части (0,8 ¸0,9)d1, где d1 внутренний диаметр резьбы. Это делается с целью увеличения их «податливости».
Конструкция вкладышей зависит от конструкции машины. У подшипников для вертикальных V-и W-образных компрессоров вкладыши обычно состоят из двух половин. Между стыками этих половин помещают набор калиброванных латунных прокладок, с помощью которых устанавливается необходимый зазор между шейкой вала и внутренней поверхностью вкладышей. По мере износа и увеличения зазора часть прокладок снимается, и подтяжкой болтов вновь устанавливается рабочий зазор, соответствующий ходовой либо легкоходовой посадке.
Для крупных горизонтальных компрессоров вкладыши выполняют обычно из четырех частей, как это указано на Рис.1. Благодаря такому устройству возможна вертикальная и горизонтальная подтяжки вкладышей с помощью нажимных винтов и клиньев, расположенных с двух сторон.
Рис. 2. Разъемный подшипник с вкладышами из двух частей.
На Рис. 2 и 3 показана наиболее распространенная форма вкладышей и даны рекомендуемые конструктивные соотношения размеров. Применение длинных вкладышей не рекомендуется, так как возможные монтажные перекосы и упругие деформации шеек вала приводят к ухудшению условий работы масляного слоя и к неравномерной нагруженности поверхности вкладыша. Целесообразно принимать l/D = 0,5 ¸ 1, где l – длина вкладыша и D – диаметр шейки вала.
Смазку к подшипнику подводят с ненагруженной его стороны в соответствии с векторной диаграммой нагрузок. Для распределения смазки по длине подшипника и вовлечения ее в нагруженную зону во вкладышах, в местах разъема, делают клиновидные канавки с плавным выходом в направлении вращения вала. Глубина канавок зависит от диаметра шейки вала (см. Рис.3). В подшипниках типа, изображенного на Рис.2, делается четыре таких маслораспределительных канавки. Расстояния от торцов вкладышей до края канавки принимаются равными примерно 0,1l.
 Рис3. Вкладыш разъемного подшипника из двух частей.
Рис3. Вкладыш разъемного подшипника из двух частей.
Вкладыши с заливкой антифрикционными сплавами изготовляются из чугунного литья СЧ21-40, стального литья (сталь 10) или бронзы (БрАЖС71,5-1,5, БрАЖН 11-6-6). Чугунное литье обладает наименьшей связью с антифрикционными сплавами. Для улучшения связи в чугунных вкладышах протачиваются пазы трапециевидного сечения (ласточкин хвост). Наиболее употребительными антифрикционными сплавами являются оловянистые баббиты Б83, Б16. В менее нагруженных подшипниках применяют свинцовистый баббит БН с присадками кадмия, никеля и мышьяка. При более нагруженных подшипниках баббит заменяют свинцовистой бронзой БрСЗО (вкладыш стальной).
В компрессорах с коренными подшипниками качения применяются преимущественно роликовые подшипники двухрядные сферические (условное обозначение 3000) и однорядные радиальноупорные конические (условное обозначение 7000).
Если вал монтируется на подшипниках скольжения, то один конец вала должен быть зафиксирован в осевом направлении. При этом второй подшипник должен быть выполнен таким образом, чтобы конец вала мог перемещаться в осевом направлении под влиянием температурной деформации. Монтаж вала с использованием конических роликоподшипников производится враспор. В этом случае расстояние между центрами подшипников Lрекомендуется не более 500 мм, так как при больших L возникает опасность заклинивания роликов при удлинении вала от нагрева. Для предотвращения такого явления подшипники обычно монтируются с зазором, обеспечивающим осевой сдвиг от тепловых расширений вала
s =DL d мм,
где DL=a L Dt – удлинение вала;
d= 0,05мм – регулировочный зазор;
a – коэффициент линейного расширения вала;
Dt=30¸ 40° – возможное повышение температуры вала во время работы.
Выбор подшипников качения производят по вычисленному коэффициенту работоспособности с, задавая продолжительность работы компрессора 20×103-20×104 час. в соответствии с назначением его. Величины коэффициентов работоспособности для различных типов подшипников установлены ГОСТом. По вычисленному коэффициенту с находят необходимый размер подшипника того типа, который обусловлен конструкцией вала и картера (станины).
Муфты (назначение)
Муфты служат для соединения валов или валов с деталями, свободно вращающимися на них (зубчатыми колесами, шкивами и т.п.), с целью передачи вращения без изменения скорости. Известно, что большинство устройств, систем компонуют из отдельных узлов с входными и выходными валами. Такими узлами являются, например, привод в виде двигателя, передаточный и исполнительный механизмы. Кинематическая и силовая связь между этими узлами устройства осуществляется с помощью муфт (рис.1).
Рис. 1
Соединение валов является основным, но не единственным назначением муфт. Муфты применяют для включения и выключения исполнительного органа при непрерывно работающем двигателе, для предохранения рабочих органов от перегрузок и чрезмерно больших скоростей, для передачи движения между валами только в одном направлении, для остановки в качестве тормоза и других функций.
Конструкция
Корпус представляет собой свинцовую трубу. Место соединения жил изолируется бумажными роликами и рулонами. Кабельные жилы соединяются между собой с помощью соединителей (в комплект поставки не входят). Внутреннюю полость муфты заполняют битумным или маслоканифольным составом через отверстия, вырубаемые при монтаже и запаянные после окончания заливки.
|
|
Валы и оси
Валы и оси выполняют в виде стержней различных сечений, чаще круглых. Оси поддерживают вращающиеся части машин; они могут быть вращающимися и неподвижными. Валы не только поддерживают вращающиеся части машин, но и передают вращение. Они бывают прямые, кривошипные и коленчатые. Валы и оси изготовляют из проката, поковок и штамповок путем обработки на металлорежущих станках.
Ответственные валы проходят термическую обработку, которая улучшает качество и увеличивает срок их службы. Валы рассчитывают на прочность (изгиб и кручение), жесткость и колебание (резонанс).
Валы рассчитывают на одновременное действие крутящего и изгибающего моментов
Мп — максимальный изгибающий момент; при действии на вал сил, расположенных в различных плоскостях, необходимо определять изгибающие моменты в горизонтальной (Мг) и вертикальной (Л1н) плоскостях, а по ним находить максимальный изгибающий момент
Л.к р — крутящий момент на рассчитываемом валу; ои — допускаемое напряжение на изгиб.
При ориентировочных расчетах диаметр вала можно определять по формуле
Части валов и осей, передающие поперечные нагрузки на опоры, называются шейкамb, если они являются промежуточными участками, или шипами, если они являются концевыми. Части валов и осей, передающие продольные нагрузки на опоры, называются пятами. Различают пяты верхние, нижние и средние.
Шипы изготовляют обычно цилиндрическими и коническими, а также шаровыми (при значительных изменениях положения геометрической оси вала).
Шейки протачиваются и обычно имеют диаметр меньший, чем диаметр вала, или отделяются от вала буртиками.
Пяты бывают цилиндрические, гребенчатые и шаровые.
Упругие элементы.
Деформации деталей механизмов нежелательны, так как изменение размеров ведет к появлению дополнительных зазоров, натягов, погрешностей взаиморасположения в соединениях; уменьшает точность передачи; увеличивает потери на преодоление сил трения. Но существует большая группа деталей, основным рабочим свойством которых является значительная упругая деформация, полезно используемая для различных целей, их называют упругими элементами (УЭ).
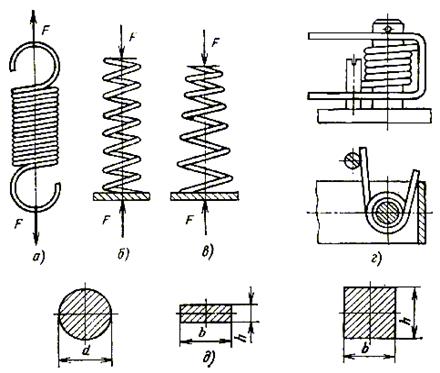
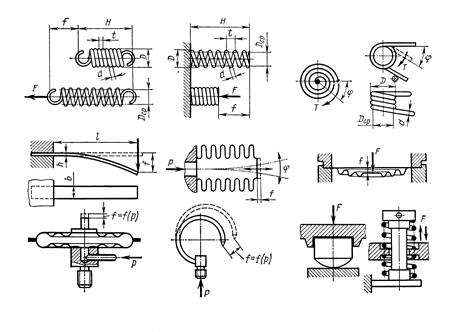
Упругие элементы делятся на стержневые и оболочковые. К стержневым УЭ относятся винтовые пружины растяжения (рис. 1, а) и сжатия (рис. 1, б), проволока которых при деформации пружины скручивается; винтовые пружины кручения (рис. 1, г) и плоские пружины (рис. 1, в, д), материал которых испытывает деформацию изгиба. Материал оболочковых упругих элементов испытывает сложную деформацию, к таким элементам относят: гофрированные трубки–сильфоны (рис. 1, е); плоские и гофрированные мембраны (рис. 1, ж); мембранные коробки (рис. 1, з); трубчатые пружины (рис. 1, и).
По назначению упругие элементы делятся на силовые, измерительные и элементы упругих связей. Силовые УЭ применяются для силового замыкания кинематических пар – прижима звеньев в фрикционных, кулачковых и храповых передачах, муфтах; для накопления механической энергии, необходимой для возврата в исходное положение или приведения в движение (пружинные двигатели) подвижных звеньев механизмов. Измерительные УЭ используются в манометрах, динамометрах, термометрах и электроизмерительных приборах как чувствительные элементы устройств для измерения давлений, сил и моментов сил, температур и других параметров. Часто функцию измерительного элемента совмещают с функцией токопровода. Тонкие винтовые и спиральные пружины применяют как токоведущие упругие элементы. Элементы упругих связей используют при замене жесткой связи деталей упругой, как резиновые и пружинные амортизаторы (рис. 1, к) для виброизоляции устройств и поглощения энергии удара.
По виду деформации упругие элементы делятся на элементы, испытывающие кручение, изгиб и сложную деформацию.
Винтовые пружины
Наиболее широко из упругих элементов в приборо- и машиностроении используются винтовые пружины. Она просты и компактны по конструкции, надежны в работе. Их изготавливают путем холодной и горячей навивки проволоки с круглым, квадратным или прямоугольным поперечным сечением на специальные оправки.
По форме оправки винтовые пружины делятся на цилиндрические, конические и параболоидные, по виду нагружения – на пружины растяжения (рис. 3, а), сжатия (рис. 3, б, в) и кручения (рис. 3, г).