

- ОСНОВЫ ТЕХНОЛОГИИ СЛЕСАРНЫХ РАБОТ / Слесарное дело: Практическое пособие для слесаря
- Роль рекламы в современных условиях на рынке монополистической конкуренции. курсовая работа (т). эктеория. 2021-06-23
- Учебно-методический комплекс «предстерилизационная очистка инструментов» | учебно-методический материал на тему: | образовательная социальная сеть
ОСНОВЫ ТЕХНОЛОГИИ СЛЕСАРНЫХ РАБОТ / Слесарное дело: Практическое пособие для слесаря
Технологический процесс – это часть производственного процесса, непосредственно связанная с изменением формы, размеров или физических свойств материалов или полуфабрикатов до получения изделия требуемой конфигурации и качества. Технологический процесс определяется также как часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства.
Технологический процесс состоит из операций.
Операция – это часть технологического процесса, выполняемая слесарем на одном рабочем месте с использованием или без использования механизированного или ручного инструмента, механизмов, приспособлений при обработке одной детали.
Примеры операций: выполнение канавки для смазки на подшипнике скольжения, нарезание винтовой поверхности на стержне, нарезание резьбы в отверстии и др.
Элементами технологической операции являются установ, технологический переход, вспомогательный переход, рабочий ход, вспомогательный ход, позиция.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемой детали или собираемой сборочной единицы. Например, сверление в детали одного или нескольких отверстий разного диаметра при неизменном закреплении детали, нарезание резьбы на стержне.
Технологический переход – законченная часть операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых при обработке или соединяемых при сборке. Например, сверление детали сверлом одного диаметра или соединение втулки с валом.
Вспомогательный переход – часть операции без изменения геометрии обрабатываемой поверхности или положения собираемых деталей, необходимая для выполнения технологического перехода (установка заготовки, смена инструментов и т. д.).
Рабочий ход – законченная часть операции, связанная с однократным перемещением инструмента относительно обрабатываемой детали, необходимая для осуществления изменения геометрии детали.
Вспомогательный ход не связан с изменением геометрии детали, но необходим для осуществления рабочего хода.
Позиция – это фиксированное положение, занимаемое закрепленной обрабатываемой деталью или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Карта технологического процесса является технологическим документом, содержащим описание процесса изготовления, сборки или ремонта изделия (включая контроль и перемещения) по всем операциям одного вида работ, выполняемых в одном цехе, в технологической последовательности с указанием данных о средствах технологического оснащения, материальных и трудовых нормативах. В ней определяются также место работы, вид и размеры материала, основные поверхности обработки детали и ее установка, рабочий инструмент и приспособления, а также продолжительность каждой операции.
Технологический процесс разрабатывается на основе чертежа, который для массового и крупносерийного производства должен быть выполнен очень детально. При единичном производстве часто дается только маршрутный технологический процесс с перечислением операций, необходимых для обработки или сборки.
Время, необходимое для изготовления изделия при единичном и мелкосерийном производстве, устанавливается приблизительно на основе хронометража или принятых норм, а при крупносерийном и массовом производстве – на основе расчетно-технических норм.
Базированием называется придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – это поверхность, сочетание поверхностей, ось или точка, принадлежащие заготовке либо изделию и используемые для базирования.
По назначению базы подразделяются на конструкторские, основные, вспомогательные, технологические и измерительные.
Конструкторская база используется для определения положения детали или сборочной единицы в изделии.
Основная база – это конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии. Например, основными базами вала, собираемого с подшипниками, являются его опорные шейки и упорный буртик или фланец.
Вспомогательная база – это конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия. Например, при соединении вала с фланцевой втулкой вспомогательной базой может быть посадочный диаметр вала, его буртик и шпонка.
Технологическая база – это поверхность, сочетание поверхностей или ось, используемые для определения положения заготовки либо изделия в процессе изготовления или ремонта. Например, плоскость основания детали и два базовых отверстия.
Измерительная база используется для определения относительного положения заготовки или изделия и средств измерения.
 Рис. 1. Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный; г – нутромер нормальный д – штангенглубиномер; е – угломер универсальный; ж – угольник плоский на 90′
Рис. 1. Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный; г – нутромер нормальный д – штангенглубиномер; е – угломер универсальный; ж – угольник плоский на 90′
К универсальным измерительным инструментам для контроля размеров, используемым в слесарном деле, относятся складная мерная металлическая линейка или металлическая рулетка, штангенциркуль универсальный, кронциркуль нормальный для наружных замеров, нутромер нормальный для измерения диаметра, простой штангенглубиномер, угломер универсальный, угольник на 90°, а также циркули (рис. 1).
К простым специальным инструментам для контроля размеров, используемым в слесарном деле, относятся линейка угловая с двух сторонним скосом, линейка прямоугольная, шаблон резьбовой, щуп, пробка сборная односторонняя, пробка двухсторонняя предельная, скоба предельная односторонняя и скоба предельная двухсторонняя (рис. 2).
Универсальный штангенциркуль – это мерный инструмент, служащий для внутренних и наружных измерений длины, диаметра и глубины. Он состоит из направляющей штанги, выполненной заодно с губкой, имеющей две опорные поверхности (нижнюю – для наружных и верхнюю – для внутренних замеров), ползуна, который составляет одно целое с нижней подвижной губкой для наружных измерений и верхней подвижной губкой – для внутренних измерений, зажимной рамки и выдвигающейся рейки глубиномера. На направляющей штанге нанесены миллиметровые деления.
 Рис. 2. Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняя
Рис. 2. Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняя
На нижней части ползуна даны деления нониуса. Штангенциркули односторонние и двухсторонние отличаются от штангенциркуля универсального конструкцией. Диапазон измерений штангенциркулей разных размеров от 0 до 2000 мм.
Нониус – это деления, нанесенные на нижней части ползуна штангенциркуля.
При отсчете при помощи нониуса к числу целых делений штанги, расположенных ниже нуля шкалы нониуса, следует прибавить число десятых или сотых долей миллиметра, которое соответствует числу интервалов на шкале нониуса до штриха этой шкалы, совпадающего с одним из штрихов шкалы штанги. В зависимости от градуировки нониуса штангенциркулем можно измерять размеры с точностью 0,1, 0,05 или 0,02 мм.
Штангенциркуль с точностью измерений до 0,1 мм имеет нониус с десятью делениями на длине 9 мм, т. е. расстояние между делениями нониуса составляет 0,9 мм.
Штангенциркуль с точностью измерений до 0,05 мм имеет нониус с двадцатью делениями на длине 19 мм, т. е. расстояние между делениями нониуса составляет 0,95 мм.
Штангенциркуль с точностью измерений до 0,02 мм имеет нониус с пятьюдесятью делениями на длине 49 мм, т. е. расстояние между делениями равно 0,98 мм.
Кронциркуль – это мерный инструмент, используемый в слесарном деле для снятия и переноса размеров детали на масштаб. Различают следующие виды кронциркулей и нутромеров: нормальные для наружных или внутренних замеров; пружинные для наружных или внутренних замеров.
В кронциркуле может быть шкала для внутренних замеров.
Циркуль служит для вычерчивания окружностей, кривых линий или для последовательного переноса положения точек на линии при разметке деталей. Различают пружинные циркули и циркули с дуговым установом.
Шаблон угла, называемый угольником, служит для проверки или вычерчивания углов на плоскости обрабатываемого изделия. Угольники бывают плоские (обычные и лекальные), а также плоские с широким основанием. Угольник на 90° – это стальной шаблон прямого угла. Часто, используются стальные угольники с углом 120°, 45° и 60°.
Прямоугольные и граненые линейки являются простым слесарным вспомогательным инструментом для проверки плоскостности или прямолинейности поверхности.
К прямоугольным линейкам относятся сплошные прямоугольные, с широкой рабочей поверхностью двутаврового сечения и линейки-мостики с широкой рабочей поверхностью. Граненые линейки бывают с двухсторонним скосом, трехгранные, четырехгранные. Граненые линейки выполняются с высокой точностью.
К шаблонам, которые часто использует слесарь, относятся угольники, шаблоны для резьбы, щупы, шаблоны для фасонных поверхностей.
К инструментам и приборам для точных измерений относятся штангенциркули одно– или двухсторонние, эталонные и угловые плитки, микрометры для наружных измерений, нутромеры микрометрические, глубиномеры микрометрические, индикаторы, профилометры, проекторы, измерительные микроскопы, измерительные машины, а также разного вида пневматические и электрические приборы и вспомогательные устройства.
Измерительные индикаторы предназначены для сравнительных измерений путем определения отклонений от заданного размера. В сочетании с соответствующими приспособлениями индикаторы могут применяться для непосредственных измерений.
Измерительные индикаторы, являющиеся механическими стрелочными приборами, широко применяются для измерения диаметров, длин, для проверки геометрической формы, соосности, овальности, прямолинейности, плоскостности и т. д. Кроме того, индикаторы часто используются как составная часть приборов и приспособлений для автоматического контроля и сортировки. Цена деления шкалы индикатора обычно 0,01 мм, в ряде случаев – 0,002 мм. Разновидностью измерительных индикаторов являются миниметры и микрокаторы.
Измерительные приспособления предназначены для измерения изделий больших размеров.
Измерительные проекторы – это приборы, относящиеся к группе оптических, основанные на использовании метода бесконтактных измерений, т. е. измерений размеров не самого предмета, а его изображения, воспроизведенного на экране в многократном увеличении.
Измерительные микроскопы, как и проекторы, относятся к группе оптических приборов, в которых используется бесконтактный метод измерений. Они отличаются от проекторов тем, что наблюдение и измерение выполняются не на изображении предмета, спроектированном на экране, а на увеличенном изображении предмета, наблюдаемом в окуляре микроскопа. Измерительный микроскоп служит для измерения длин, углов и профилей разнообразных изделий (резьб, зубьев, шестерен и т. д.).
 Рис. 3. Вспомогательные измерительные приспособления: а – плита для измерений; б – мерительная линейка; в – призма; г – мерительная скалка; д – синусная линейка; е – уровень; ж – мерительная стойка; з -клинья для измерения отверстий
Рис. 3. Вспомогательные измерительные приспособления: а – плита для измерений; б – мерительная линейка; в – призма; г – мерительная скалка; д – синусная линейка; е – уровень; ж – мерительная стойка; з -клинья для измерения отверстий
К вспомогательным измерительным приспособлениям относятся: плиты, линейки, призмы, измерительные скалки, синусные линейки, уровни, измерительные стойки и клинья для измерения отверстий (рис. 3).
Все измерительные приборы отличаются высокой точностью исполнения и требуют тщательного ухода. Обеспечение соответствующих условий использования и хранения является гарантией долговечности их работы и точности. Неправильное обращение ведет к преждевременному износу и порче, невозможности эксплуатации и даже к повреждению измерительных приборов.
При эксплуатации измерительного инструмента и приборов недопустимы механические повреждения, резкие перепады температуры, намагничивание, коррозия.
Необходимыми требованиями при эксплуатации измерительного инструмента и приборов являются соблюдение чистоты, квалифицированное обслуживание и, прежде всего, хорошее знание конструкций и условий эксплуатации измерительных приборов.
К слесарным инструментам относятся: зубило, крейц-мейсель, ка-навочник, пробойник, слесарные молотки, выколотки, кернер, напильники, надфили, плоские гаечные ключи, ключ универсальный гаечный, торцевой, накладной, рычажный для труб, крюковый для труб, цепной трубный, разного рода щипцы, плоскогубцы, круглозубцы, дрели ручные и верстачные, сверла, развертки, метчики слесарные, плашки, слесарные ручные тиски, отвертки, струбцины, захваты, плита для гибки труб, труборез, ручные ножницы для жести, оправка с клинком для разрезания материала, воротки и оправки для плашек, шаберы и инструменты для наведения декоративного рисунка, плита для притирки и притиры, паяльники, паяльная лампа, пневматический молоток, съемник для подшипников, плита для разметки, разметочный инструмент и винтовые хомуты.
К основным станкам, вспомогательному оборудованию и приспособлениям, применяемым при слесарных работах, относятся: токарные, фрезерные, строгальные, сверлильные, шлифовальные станки, винтовой пресс, кузнечный горн с наковальней и комплектом кузнечного инструмента, оборудование и инструмент для пайки, механической клепки и термической обработки, ручная таль, тиски настольные, тара для готовых изделий, деталей и отходов, а также материалы для чистки.
Вспомогательным слесарным инструментом и вспомогательными материалами являются: ручная щетка, металлическая щетка для очистки напильников, инструмент для разметки, материалы для чистки, мел, накладки на щеки тисков, колодки деревянные, масла и смазки, маркеры стальные – цифровые и буквенные, рашпиль для древесины, монтерский нож, деревянный молоток, резиновый молоток, наждачное полотно, кисти, ложка для растапливания олова, тигель для растапливания легкоплавких сплавов цветных металлов, лента масляная и изоляционная, сурик, краски.
Слесарные верстаки могут быть разной конструкции, одно– и двухместные, постоянные и передвижные. Они могут быть выполнены из древесины или металла; изготавливают также комбинированные верстаки – из древесины и металла. Плита слесарного верстака всегда изготавливается из твердой древесины. В нижней части стола (под плитой) находится выдвижной ящик для инструмента. В зависимости от конструкции стола с правой (или левой) стороны ящика располагается шкафчик с полочками.
Одноместный слесарный верстак имеет обычно следующие размеры: длина 1200 мм, ширина 800 мм, высота 800–900 мм.
Верстаки многоместные (рис. 4) устанавливаются на больших слесарных участках или в слесарных цехах. Длина двухместного стола составляет 3000–3200 мм. Расстояние между осями тисков на двух– или многоместных верстаках составляет 1250–1500 мм.
Если слесарный участок не имеет естественного верхнего освещения, слесарный верстак должен быть установлен вблизи окон таким образом, чтобы естественное освещение (через окна) падало прямо или под углом с левой стороны от рабочего места.
 Рис. 4. Верстак слесарный двухместный
Рис. 4. Верстак слесарный двухместный
Слесарные тиски по конструктивному исполнению разделяют на параллельные с подвижной задней или передней щекой и стуловые (рис 5).
 Рис. 5. Слесарные тиски:а – параллельные; б – стуловые
Рис. 5. Слесарные тиски:а – параллельные; б – стуловые
К группе параллельных слесарных тисков относятся стационарные, поворотные, передвижные и переносные тиски. Ручные слесарные тиски относятся к группе стуловых тисков. Параллельные слесарные тиски отличаются от стуловых прежде всего взаимным расположением щек: в параллельных слесарных тисках щеки расходятся параллельно и охватывают предмет всей поверхностью; щеки стуловых тисков расходятся под углом, и предмет закрепляется только нижней поверхностью щек.
Стуловые тиски изготовляют из стальных поковок, благодаря чему они стойки к ударам. Используются в кузнечном деле, реже – в слесарном. Слесарные параллельные тиски изготовляют из чугуна, поэтому они нестойки к ударам. Сменные рифленые губки щек выполняют из стали и закаливают.
Параллельные тиски используются в основном для слесарных работ и служат для выполнения операций, связанных с ручной обработкой металла напильниками, пилами, зубилом или другим инструментом без значительных усилий и ударов. Они применяются также в случаях, когда обрабатываемый предмет должен быть надежно закреплен без повреждения зажимаемой поверхности. Это обеспечивается зажимом по всей поверхности щек и применением сменных накладок из мягкого металла.
Параллельные тиски состоят из следующих деталей: неподвижной и подвижной щек, основания, резьбовой втулки, винта. Неподвижная щека у неповоротных тисков составляет с основанием единое целое. В основании имеются отверстия для прикрепления тисков к столу. Неподвижная щека имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
Стуловые тиски состоят из неподвижной и подвижной щек, кронштейна и обоймы, служащих для прикрепления тисков к столу, втулки с внутренней резьбой, винта, заканчивающегося шаровой головкой, и рукоятки.
Величину тисков определяют ширина губок, щек, наибольшее расстояние, на которое они могут расходиться, а также вес тисков.
Слесарные параллельные стационарные тиски имеют ширину щек в пределах 60–140 мм, расстояние, на которое расходятся щеки – от 45 до 180 мм, вес – от 3 до 40 кг.
Боковые накладки, выполненные из мягких металлов (медь, алюминий, свинец), древесины, резины, искусственных и подобных материалов, значительно отличаются по твердости от материалов обрабатываемых предметов. Они предохраняют поверхности этих предметов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков.
Винтовой зажим (струбцина) – это вспомогательное слесарное приспособление, изготовленное из стали. Конструкция зажимов бывает различной в зависимости от их назначения. Зажатие обрабатываемых или собираемых деталей осуществляется с помощью винта (рис. 6). В зависимости от характера операций (обработки, сборки) струбцины выполняют роль либо основного зажима, либо дополнительного при обработке детали в тисках. Используются при мелких слесарных работах.
Ключи служат для завертывания и отвертывания гаек и болтов, а также для того чтобы держать болт при довертывании гаек. Различают два вида ключей: нерегулируемые и разводные универсальные.
 Рис. 6. Винтовые слесарные зажимы
Рис. 6. Винтовые слесарные зажимы
Нерегулируемые ключи имеют постоянный размер зева под шестигранник гайки или болта, в то время как универсальные разводные ключи имеют изменяемое в определенных границах раскрытие зева ключа.
Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж).
Ключи универсальные делятся на разводные с головкой (рис. 7, з, и), рычажные (рис. 7, к), а также специальные. В группу специальных ключей входят ключи с трещоткой для гаек, ключи кривошипные, ключи для болтов с шестигранным или четырехгранным гнездом, трубные, крюковые, рычажные и цепные ключи, а также торцевые ключи со сменными головками.
 Рис. 7. Ключи гаечные
Рис. 7. Ключи гаечные
Щипцы служат для вспомогательных слесарных работ. Ими можно гнуть тонкие металлические материалы, а также удерживать детали при обработке и сборке, отвинчивать и завинчивать гайки малых размеров. В зависимости от назначения и конструкции различают следующие виды щипцов: плоскозубцы обычные (рис. 8, а), плоскозубцы комбинированные, круглозубцы (рис. 8, б), регулируемые прямые и изогнутые (рис. 8, в) щипцы, острогубцы (кусачки) плоские и торцевые, кусачки шарнирные. В группу щипцов входят также универсальные клещи для труб и клещи для гвоздей (рис. 8, г).
 Рис. 8. Слесарные щипцы
Рис. 8. Слесарные щипцы
Съемник – это слесарный инструмент для съема с валов зубчатых колес, муфт, шкивов, подшипников, рычагов и т. д. Съемник для подшипников состоит из двух или трех прихватов (щек) и обоймы, соединяющей плечи прихватов, втулки с внутренней резьбой, а также из винта с шестигранной или квадратной головкой или рукояткой.
Слесарная ручная щековая таль относится к слесарному вспомогательному оборудованию и используется для подъема и перемещения тяжелых деталей или материалов. Направление перемещения может быть произвольным. Тали используются также на ремонтно-сбороч-ных работах. Грузоподъемность талей – до 1,5 т.
На строгальном станке выполняется черновая обработка плоских поверхностей изделий с целью сокращения до минимума ручной обработки этих поверхностей напильником. Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы привода. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конце ползуна находится поворотная головка суппорта с державкой для строгального резца. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей.
Вспомогательные инструменты и материалы в зависимости от потребностей технологического процесса и условий производства имеют разное назначение. Они служат для очистки поверхностей предметов или инструментов для их консервации, смазки, окраски и т. д. С помощью вспомогательных материалов можно придать изделию эстетичный, приятный внешний вид. Вспомогательный инструмент может применяться при обработке изделия, разборке или сборке его, а также иметь другое назначение в зависимости от необходимости и характера выполняемых операций.
Разметкой называется операция нанесения линий и точек на заготовку, предназначенную для обработки. Линии и точки обозначают границы обработки.
Существуют два вида разметки: плоская и пространственная. Разметка называется плоской, когда линии и точки наносятся на плоскость, пространственной – когда разметочные линии и точки наносятся на геометрическое тело любой конфигурации.
Пространственная разметка может быть выполнена на разметочной плите с помощью разметочного ящика, призм и угольников. При пространственной разметке для поворота размечаемой заготовки используются призмы.
Для плоской и пространственной разметки требуются чертеж детали и заготовки для нее, разметочная плита, разметочный инструмент и универсальные разметочные приспособления, измерительный инструмент и вспомогательные материалы.
К разметочному инструменту относятся: чертилка (с одним острием, с кольцом, двухсторонняя с изогнутым концом), маркер (несколько видов), разметочный циркуль, кернеры (обычные, автоматические для трафарета, для круга), кронциркуль с конусной оправкой, молоток, циркуль центровой, прямоугольник, маркер с призмой.
К приспособлениям для разметки относятся: разметочная плита, разметочный ящик, разметочные угольники и бруски, подставка, рейсмус с чертилкой, рейсмус с подвижной шкалой, прибор для центрирования, делительная головка и универсальный разметочный захват, поворотная магнитная плита, струбцины сдвоенные, регулируемые клинья, призмы, винтовые подпорки.
Измерительными инструментами для разметки являются: линейка с делениями, штангенрейсмус, рейсмус с подвижной шкалой, штангенциркуль, угольник, угломер, кронциркуль, уровень, контрольная линейка для поверхностей, щуп и эталонные плитки.
К вспомогательным материалам для разметки относятся: мел, белая краска (смесь разведенного в воде мела с льняным маслом и добавлением состава, препятствующего высыханию масла), красная краска (смесь шеллака со спиртом с добавлением красителя), смазка, моющие и травящие материалы, деревянные бруски и рейки, небольшая жестяная посуда для красок и кисть.
Простыми разметочными и измерительными инструментами, используемыми при слесарных работах, являются: молоток, чертилка, маркер, кернер обыкновенный, угольник, циркуль, разметочная плита, линейка с делениями, штангенциркуль и кронциркуль.
Плоскую или пространственную разметку детали проводят на основании чертежа.
До разметки заготовка должна пройти обязательную подготовку, которая включает в себя следующие операции: очистка детали от грязи и коррозии (не производить на разметочной плите); обезжиривание детали (не производить на разметочной плите); осмотр детали с целью обнаружения дефектов (трещин, раковин, искривлений); проверка габаритных размеров, а также припусков на обработку; определение разметочной базы; покрытие белой краской поверхностей, подлежащих разметке и нанесению на них линий и точек; определение оси симметрии.
Если за разметочную базу принято отверстие, то в него следует вставить деревянную пробку.
Разметочная база – это конкретная точка, ось симметрии или плоскость, от которой отмеряются, как правило, все размеры на детали.
Накерниванием называется операция нанесения мелких точек-углублений на поверхности детали. Они определяют осевые линии и центры отверстий, необходимые для обработки, определенные прямые или кривые линии на изделии. Накернивание делают с целью обозначения на детали стойких и заметных знаков, определяющих базу, границы обработки или место сверления. Операция накернивания выполняется с использованием чертилки, кернера и молотка.
Разметка с использованием шаблона применяется при изготовлении значительного количества одинаковых деталей. Шаблон, выполненный из жести толщиной 0,5–2 мм (иногда придается жесткость уголком или деревянной рейкой), накладывается на плоскую поверхность детали и обводится чертилкой по контуру. Точность нанесенного контура на детали зависит от степени точности шаблона, симметрии острия чертилки, а также от способа продвижения острия чертилки (острие должно двигаться перпендикулярно к поверхности детали). Шаблон является зеркальным отображением конфигурации деталей, линий и точек, которые должны быть нанесены на поверхность детали.
Точность разметки (точность перенесения размеров с чертежа на деталь) зависит от степени точности разметочной плиты, вспомогательных приспособлений (угольников и разметочных ящиков), мерительных инструментов, инструмента, используемого для перенесения размеров, от степени точности метода разметки, а также от квалификации разметчика. Точность разметки обычно составляет от 0,5 до 0,08 мм; при использовании эталонных плиток – от 0,05 до 0,02 мм.
При разметке следует осторожно обращаться с заостренными чертилками. Для предохранения рук работника до начала разметки на острие чертилки необходимо надевать пробку, деревянный или пластмассовый чехол.
Для установки на разметочную плиту тяжелых деталей следует пользоваться талями, тельферами или кранами.
Разлитые на полу или разметочной плите масло или другая жидкость могут послужить причиной несчастного случая.
Слесарное зубило (рис. 9) – это инструмент из инструментальной углеродистой стали У7А или У8А прямоугольного или скругленного профиля, один конец которого имеет форму клина. Размеры зубила: длина 100–200 мм, толщина 8—20 мм, ширина 12–30 мм. Слесарное зубило служит для рубки или снятия слоя металла, когда не требуется точность обработки. Им можно производить также разрезание, обрезание и вырезание материала.
 Рис. 9. Зубило слесарное
Рис. 9. Зубило слесарное
В зависимости от вида разрезаемого или обрезаемого материала угол заострения зубила составляет: 60° – для стали, 70° – для чугуна и бронзы, 45° – для меди и латуни, 35° – для цинка и алюминия.
Разрезаемый материал (жесть, полосовое железо, стальная лента, профиль, пруток) следует положить на стальную плиту или на наковальню так, чтоб он прилегал всей своей поверхностью к поверхности плиты или наковальни. Материал, от которого нужно отрубить заготовку, может быть закреплен в тисках. Если металл имеет длину больше плиты или наковальни, его свешивающийся конец должен опираться на соответствующие подпорки.
Лист или кусок жести с размеченным на нем контуром элемента кладут на стальную плиту для разрезания жести. Острие зубила ставят на расстояние 1–2 мм от размеченной линии. Ударяя молотком по зубилу, разрезают жесть. Передвигая зубило вдоль контура и одновременно ударяя по нему молотком, вырубают фасонный элемент по контуру и отделяют его от листа жести.
Вырезание элемента из толстого листового материала выполняют сначала с одной стороны листа, затем его переворачивают на другую сторону и вырезают окончательно (продвигая зубило по полученному следу от острия зубила). Вырезанный элемент по контуру обрабатывают ручным напильником.
Искривленную или помятую жесть перед разметкой следует отрих-товать на плите резиновым или деревянным молотком. Перед укладкой листа на плиту при рихтовке, разметке и рубке следует тщательно очистить и протереть плиту. Жесть должна прилегать к плите всей своей поверхностью. Нельзя пользоваться тупым или выщербленным зубилом и выщербленным или расклепанным молотком.
Зубило используют для разрезания материала в случаях, когда трудно или невозможно использовать ножницы либо пилу из-за сложности требуемой конфигурации детали, когда отсутствуют (вообще или в данный момент) необходимые ножницы, когда разрезаемый материал слишком твердый.
При разрезании вязких материалов (толстая жесть или полосовое железо) с целью предохранения зубила от заклинивания режущую часть зубила следует смазывать маслом или водой с мылом, что уменьшает трение и дает возможность получать гладкую поверхность разреза.
Обрезание – это удаление края материала с помощью зубила, а также удаление наплывов и литников на поверхности отливок.
Крейцмейсель – это слесарный инструмент, похожий на зубило, но имеющий узкую или фасонную (канавочник) режущую часть. Он служит для вырезания прямоугольных или фасонных канавок. Изготовляется из инструментальной углеродистой стали У7А или У8А. Размеры крейцмейселя: длина 150–200 мм, ширина 12–25 мм, толщина 8—16 мм; размеры канавочника: длина 80—350 мм, ширина 6—25 мм, толщина 6—16 мм.
Существует несколько видов крейцмейселей: прямоугольные, полукруглые и специальные (рис. 10).
Вырезание – это выполнение с помощью крейцмейселя канавок, углублений, а также вспомогательных бороздок при разрезании большой поверхности.
 Рис. 10. Крейцмейсели:а – прямоугольный; б – полукруглый (канавочный)
Рис. 10. Крейцмейсели:а – прямоугольный; б – полукруглый (канавочный)
Для разрезания используют зубило, для вырезания – крейцмей-сель.
Зубило изготавливают из углеродистой инструментальной стали У7А или У8А с содержанием углерода в пределах 0,65–0,74 % (сталь У7А) и 0,75–0,84 % (сталь У8А). После нагревания одного конца заготовки зубила до температуры 900–350 °C его отковывают, придавая ему форму острия.
После ковки (получения клина) эту часть заготовки предварительно затачивают и нагревают повторно до температуры закалки (770–790 °C; цвет пламени – вишневый), после чего острие опускают в воду на глубину до 15 мм на две секунды с целью его закалки. После закалки заготовку еще в нагретом состоянии очищают от окалины на стальной плите или напильником, одновременно наблюдая за окраской налета, постепенно появляющегося на острие во время охлаждения. Отпуск ведут при температуре 200–290 °C (цвет налета – от светло-соломенного до фиолетово-голубого). Отпуск головки зубила производят в зависимости от сорта стали при температуре 300–330 °C (цвет налета – от темно-голубого до серого).
Второй способ отпуска основан на полном охлаждении инструмента после закалки, его очистке и новом нагревании до соответствующей температуры отпуска (температура и цвета налета приведены выше), при достижении которой инструмент быстро охлаждается. После отпуска режущая часть затачивается. Твердость рабочей части зубил и крейцмейселей на длине 0,3–0,5 конусной части HRC 52–57, ударной части на длине 15–25 мм – HRC 32–40 (методы определения и обозначения твердости металлов рассмотрены в п. 4.3).
Для механического обрезания используется ручной пневматический молоток с вставленным в него зубилом.
Пневматический молоток приводится в движение сжатым воздухом. Пневматические молотки применяются также при клепальных и строительных работах. Они обеспечивают (в зависимости от конструкции) от 750 до 3000 ударов в минуту. Используются как в закрытых помещениях, так и на открытых площадках при монтажно-строи-тельных работах.
Головки зубил и крейцмейселей имеют скошенные, закругленные с торца отшлифованные поверхности. В случае затупления или повреждения острия режущую часть зубила следует заточить на соответствующий угол. Инструмент после работы необходимо очистить от грязи и протереть обтирочным материалом, смоченным в масле.
При несоблюдении требований техники безопасности при разрезании, вырезании и обрезании слесарь чаше всего получает ранения рук или лица от осколков обрабатываемых материалов или инструмента. Работать с зубилом или крейцмейселем следует в защитных очках и в рукавицах. Рабочее место слесаря, работающего с зубилом, обязательно должно быть ограждено защитной сеткой.
Для правки фасонного, листового и полосового металла используют разного рода молотки, плиты, наковальни, валки (для правки жести), ручные винтовые прессы, гидравлические прессы, валковые приспособления и вороты.
Гибка металла в зависимости от его толщины, конфигурации или диаметра выполняется с помощью молотка с использованием слесарных щипцов или кузнечных клещей на плите для правки, в тисках или в формах или на наковальне. Можно также гнуть металл в различных гибочных приспособлениях, гибочных машинах, в штампах на гибочных прессах и на другом оборудовании.
Молоток – это ударный инструмент, состоящий из металличе-кой головки, рукоятки и клина рис. 11).
 Рис. 11. Слесарный молоток:а – металлическая головка; б – рукоятка; в – клин
Рис. 11. Слесарный молоток:а – металлическая головка; б – рукоятка; в – клин
Молоток широко используется при выполнении разных операций слесарном деле; это один из основных инструментов при выполнении слесарных работ.
Металлическая часть состоит из следующих элементов: клино-идной части, слегка закругленного обуха (ударная часть) и отверстия. Рукоятку для молотка делают из твердого дерева с сечением и длиной, зависящими от величины отверстия в молотке и от его веса. После насадки молотка на рукоятку в нее вбивают деревянный или металлический клин, предохраняющий молоток от спадания с рукоятки.
Молотки бывают с круглым и с квадратным бойком. Слесарные молотки изготовляются из инструментальной углеродистой стали У7 или У8 (табл. 1). Рабочая часть молотков подвергается закалке до твердости HRC 49–56.
Таблица 1Вес и размеры слесарных молотков
Правкой называют операцию возвращения кривым или погнутым металлическим изделиям первоначальной прямолинейной или другой формы. Правку производят горячим или холодным способом вручную, а также с использованием приспособлений или машин.
Чаще всего подвергают правке проволоку, горячекатаный или холоднотянутый пруток, полосовой и листовой металл. Реже правке подвергается сортовой металл (угольники, швеллеры, тавры, двутавры и рельсы).
Материал или изделие из цветных металлов следует править с учетом его физико-механических свойств молотком, изготовленным из соответствующего металла. Используют молотки из следующих цветных металлов: меди, свинца, алюминия или латуни, а также деревянные и резиновые молотки.
Гибкой называют операцию придания металлу определенной конфигурации без изменения его сечения и обработки металла резанием. Гибку производят холодным или горячим способом вручную либо с использованием приспособлений и машин. Гибку можно осуществлять в тисках или на наковальне. Гибку металла и придание ему определенной формы может облегчить использование шаблонов, стержневых форм, гибочных штампов и приспособлений. Гибка большого количества металлических прутков для придания им определенной формы возможна только в специально сконструированных и изготовленных для этой цели штампах и гибочном оборудовании.

Рис. 12. Гибочное приспособление для труб
Проволока гнется под определенным радиусом или по окружности круглозубцами, а при гибке под небольшим углом – плоскогубцами;
при сложной гибке могут одновременно использоваться круг-лозубцы и плоскогубцы. В ряде случаев при гибке проволоки используются тиски.
Гибку труб можно производить горячим или холодным способом с использованием специальных шаблонов или роликов при помощи гибочных приспособлений (рис. 12) или трубоги-бочных машин.
Толстостенные трубы диаметром не более 25 мм и радиусом гибки свыше 30 мм можно гнуть в холодном состоянии без заполнения их сухим мелким песком, свинцом, канифолью и не вставляя в них винтовую пружину. Трубы больших диаметров (в зависимости от толщины стенки и марки металла, из которого изготовлена данная труба) гнутся, как правило, с подогревом места гиба и наполнением трубы соответствующим материалом. При этом концы трубы заглушают пробками, что уменьшает возможность ее поломки или сплющивания при гибке. Трубы со швом следует гнуть в таком положении, чтобы действующее гибочное усилие прилагалось в плоскости, перпендикулярной шву.
Развальцовка труб – это диаметральная раздача наружу торцов труб с целью получения плотного и прочного прессового соединения торцов труб с отверстиями, в которые они вставлены. Применяется при изготовлении котлов, цистерн и др. Развальцовка выполняется в основном ручным развальцовочным роликовым инструментом или коническими дорнами.
Пружина – это деталь, которая под действием внешних сил упруго деформируется, а после прекращения действия этих сил возвращается в первоначальное состояние. Пружины используются в разных машинах, приспособлениях, станках и оборудовании. Пружины классифицируют по форме, условиям работы, виду нагрузки, виду натяжения и т. д. По форме пружины делятся на плоские, винтовые (цилиндрические, фасонные, телескопические) и конусные. По виду нагружения они подразделяются на пружины растяжения, кручения и сжатия. Пружины изготавливают с правой или левой навивкой, спиральные тарельчатые, гнутые, плоские, фигурные и кольцевые (рис. 13).
Пружина должна поддерживать в определенном положении детали или сборочные единицы машин, ликвидировать или успокаивать колебания, а также воспринимать энергию детали или узла машины в движении, давать возможность упруго подвесить детали машин или противодействовать определенной силе. Пружина выполняет также роль индикатора определенной силы.

Рис. 13. Пружины:а – плоская; б – винтовая цилиндрическая; в – спиральная; г – тарельчатая; д – гнутая; е – кольцевая
Пружины изготавливают из пружинной или рессорной стали. Это может быть высокоуглеродистая сталь или легированная пружинная и рессорная сталь с добавлением марганца, хрома, вольфрама, ванадия, кремния. Химический состав пружинной и рессорной стали, условия термической обработки, а также механические свойства определяются соответствующими ГОСТ и техническими условиями.
 Рис. 14. Навивка винтовой пружины в тисках вручную
Рис. 14. Навивка винтовой пружины в тисках вручную
Пружины изготавливают вручную или машинным способом. Одним из самых простых ручных способов является изготовление пружин в тисках (рис. 14) с помощью круглого стержня с рукояткой диаметром, несколько меньшим внутреннего диаметра пружины, и специальных деревянных щек, вложенных между губками щек тисков. Винтовые пружины можно навивать также на сверлильном, токарном или специальном навивочном станках.
Длина проволоки круглого сечения, необходимая для навивки винтовой пружины, определяется по формуле:
L = ?Dcpn,
где L – полная длина проволоки;
Dcp – средний диаметр витков пружины (равен внутреннему диаметру плюс диаметр проволоки); n – число витков.
Резиновая соединительная пружинящая муфта – это разновидность пружины. Резиновые соединительные пружинящие детали находят применение в разных машинах, механизмах и оборудовании для соединения валов и ряда других деталей, работающих в условиях динамических нагрузок. Они обладают способностью принимать и накапливать энергию, гасить колебания и используются как гибкие и упругие муфты.
Перед установкой пружины или резиновой соединительной пружинящей детали следует прежде всего проверить соответствие вида, характеристики и качества пружины чертежу и техническим требованиям на сборку машины или механизма. Не соответствующие этим требованиям или имеющие механические повреждения пружина или резиновая соединительная пружинящая деталь не обеспечат работоспособности машины или механизма.
При правке и гибке металла необходимо проверить техническое состояние используемых инструментов, правильно и точно закрепить материал на плите, в тисках или другом приспособлении. Рукава одежды на запястьях должны быть застегнуты, на руки следует надеть рукавицы.
Разрезкой называется операция разделения материала (предмета) на две отдельные части с помощью ручных ножниц, зубила или специальных механических ножниц.
Распиловкой называется операция разделения материала (предмета) с помощью ручной либо механической ножовки или круглой пилы.
 Рис. 15. Ручные ножницы для резки металлов
Рис. 15. Ручные ножницы для резки металлов
Простейшим инструментом для разрезки металла являются обычные ручные ножницы (рис. 15), правые и левые (верхняя режущая кромка может находиться справа или слева от нижней режущей кромки).
Ножницы могут быть ручными или стационарными, закрепленными на верстаке. К механическим устройствам и оборудованию относятся вибрационные ножницы и машинки, рычажные механические ножницы, а также гильотинные ножницы и прессы. Резка листового материала, особенно вырезка фасонных деталей, производится газовой ацетиле-но-кислородной горелкой, а в ряде случаев – на фрезерных станках пальцевыми и другими специальными фрезами. Резка пруткового материала может производиться на токарных станках отрезными резцами. Отрезка труб производится специальными труборезами. Для распиловки материалов используются ручные и механические ножовки с постоянной или раздвижной рамкой, ленточные пилы, круглые пилы и другие механизмы.
Ручные ножницы служат для резки жести и железного листа толщиной до 1 мм, а также для разрезания проволоки. Листовой материал толщиной до 5 мм разрезается на рычажных ножницах, а материал толщиной более 5 мм – на механических ножницах. Перед резкой режущие кромки следует смазать маслом.
Угол заострения режущих частей ножниц зависит от характера и марки разрезаемого металла и материала. Чем меньше этот угол, тем легче врезаются режущие кромки ножниц в материал, и наоборот. Однако при малом угле заострения режущие кромки быстро выкрашиваются. Поэтому на практике угол заточки выбирают в пределах 75–85°. Затупившиеся кромки ножниц затачивают на шлифовальном станке. Правильность заточки и разводки между фомками проверяют, разрезая бумагу.
Ручная ножовка состоит из постоянной или регулируемой рамки, рукоятки и ножовочного полотна. Полотно крепится в рамке с помощью двух стальных штифтов, болта и гайки-барашка. Болт с гайкой служит для натяжения полотна в рамке (рис. 16).
 Рис. 16. Ручные ножовки для металла а – регулируемая; б – нерегулируемая
Рис. 16. Ручные ножовки для металла а – регулируемая; б – нерегулируемая
Ручное ножовочное полотно – это тонкая стальная закаленная полоса толщиной от 0,6 до 0,8 мм, шириной 12–15 мм и длиной 250–300 мм с нарезанными зубьями вдоль одной или обеих кромок. Ножовочное станочное полотно имеет толщину 1,2–2,5 мм, ширину 25–45 мм и длину 350–600 мм.
Зуб полотна характеризуется следующими углами: для ручного ножовочного полотна передний угол 0°, задний угол 40–45°, шаг 0,8 мм, ширина развода зубьев 1,2–1,5 мм; для ножовочных станочных полотен передний угол 0–5°, задний угол 35–40°, угол заострения зуба 50–55°, шаг зубьев 2–6 мм. Зубья бывают волнообразные и разведенные. Мягкие металлы и искусственные материалы распиливаются ножовкой с зубьями большого шага, твердые и тонкие материалы – мелНожовочные полотна выполняют из инструментальной высокоуглеродистой стали У10, У12, У10А, У12А, для особо ответственных работ – из стали Р9, Х6ВФ, Х12Ф1, вольфрамовой и хромистой. После нарезки зубьев полотно подвергается закалке полностью или частично (только зубья) до твердости HRC 60–61. Рабочая длина полотна составляет около 2/3 его длины. Каждый зуб ножовочного полотна представляет собой строгальный резец (рис. 17).

Рис. 17. Полотна с нарезанными зубьями:а – двухстороннее; б – одностороннее
Перед распиловкой или разрезанием материала следует подготовить материал, разметить его чертилкой или обозначить накерниванием.
Перекос ножовки в процессе распиловки вызывает значительные напряжения изгиба полотна, что может послужить причиной появления трещины или поломки полотна.
В случае поломки одного или нескольких зубьев на полотне следует прервать распиловку, вынуть полотно из рамки и сошлифовать выкрошенные зубья. После этого можно продолжать использование полотна.
Распиловку труб большого диаметра нужно выполнять обязательно с постепенным поворотом трубы: в противном случае может произойти поломка зубьев. Тонкую трубу следует закреплять в тисках или приспособлениях с обжимом по радиусу при незначительном усилии зажатия, иначе может произойти смятие трубы. Для распиловки труб следует использовать полотно с целыми и острыми зубьями малого шага. В место реза, где треснуло старое полотно или выкрошились его зубья, не следует вставлять новое полотно.
Если линия реза пошла под углом к поверхности металла, следует прервать распиловку с этой стороны и начать с другой. Чтобы избежать скольжения полотна по материалу, нужно первоначальный рез произвести трехгранным напильником.
Твердые материалы распиливают, как правило, механической рамной, ленточной или дисковой пилами. Ручное распиливание этих материалов очень трудоемко, а иногда просто невозможно. При механической распиловке получается ровный рез.
 Рис. 18. Труборезы ножевые (роликовые):а – трехножевые; б – с одним ножом и двумя роликами
Рис. 18. Труборезы ножевые (роликовые):а – трехножевые; б – с одним ножом и двумя роликами
Труборез – это инструмент для разрезания труб (рис. 18). Труборезы бывают разных видов: одно-, двух– и трехножевые, а также цепные.
В труборезе роль режущей части выполняет ролик с заточенными кромками. Трехножевой труборез состоит из щеки, в которой находятся два ножа-ролика, обоймы, в которой установлен один ролик, рукоятки и рычага. На закрепленную в тисках или захватывающем приспособлении трубу накладывают труборез и с помощью рукоятки затягивают до упора. Колебательным или вращательным движением рычага и постепенным сближением ножей-роликов производится разрезка трубы. Равномерную и чистую линию реза трубы можно получить с помощью цепного трубореза.
В целях безопасности при разрезании и распиловке материала следует проверить инструмент, правильно и надежно закрепить материал в тисках или приспособлениях, а также правильно и крепко осадить рукоять рамной пилы. Опасные места возле механических ножниц закрывают кожухом или щитами. Механические ножницы обслуживаются согласно инструкции по эксплуатации специально обученным работником.
Опиливание – это процесс снятия припуска напильниками, надфилями или рашпилями. Оно основано на ручном или механическом снятии с обрабатываемой поверхности тонкого слоя материала. Опиливание относится к основным и наиболее распространенным операциям. Оно дает возможность получить окончательные размеры и необходимую шероховатость поверхности изделия.
Опиливание может производиться напильниками, надфилями или рашпилями. Напильники подразделяются на следующие виды: слесарные общего назначения, слесарные для специальных работ, машинные, для затачивания инструмента и для контроля твердости.
Напильники изготавливают из инструментальной высокоуглеродистой стали У12А, У13А, а также из стали марок Р9, Р7Т, ШХ9, 111X15.
Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространен способ насекания. Насечка напильников общего назначения двойная перекрестная, а у напильников для специальных работ – двойная и одинарная. Благодаря перекрестной насечке на опиливаемой поверхности не получается рисок от следов движения зубьев. Насекание зубьев производится на заготовках до их термической обработки. После насекания напильники закаливаются до твердости не ниже HRC 54.
При ремонте износившихся напильников перед нанесением насечки производится отпуск и шлифовка поверхности напильников. Все напильники должны быть тестированы.
В зависимости от формы различают следующие типы напильников (рис. 19): а – слесарные плоские тупоносые; б – круглые; в – полукруглые, г – квадратные; д – трехгранные; е – плоские остроносые; ж – ножовочные; з – овальные; и – линзовые; к – ромбические; л – полукруглые широкие; ж – рашпили, н – для опиловочных станков; о – для мягких металлов, а также выгнутые напильники. Размеры напильников даны в табл. 2.
 Рис. 19. Формы слесарных напильниковТаблица 2Формы и размеры напильников, мм
Рис. 19. Формы слесарных напильниковТаблица 2Формы и размеры напильников, мм
По величине и густоте насечек в зависимости от числа насечек на 10 мм длины напильники разделяются на драчевые № 0, и 1, личны?е № 2 и 3 и бархатные № 4 и 5. Драчевый № 0 имеет самую грубую насечку. При длине драчевого напильника 100 мм число насечек на длине 10 мм составляет 14, в то время как бархатный № 5 имеет очень мелкую насечку – 56 насечек на 10 мм при той же длине напильника (табл. 3–5).
Таблица 3Величина припуска и точность обработки напильниками различных классов, мм Таблица 4Количество насечек на 10 мм длины напильника
Таблица 4Количество насечек на 10 мм длины напильника Таблица 5Количество вспомогательных насечек на 10 мм длины напильника
Таблица 5Количество вспомогательных насечек на 10 мм длины напильника
Напильники бывают с единичной и двойной насечкой (рис. 20). Единичная насечка может быть с наклоном в одну сторону, наклонная с промежутками, волнистая, рашпильная. При опиливании поверхностей мягких металлов используют напильники с единичной насечкой. Двойная насечка характеризуется тем, что шаг (расстояние между вершинами двух соседних зубьев) не составляет целой величины, что предотвращает появление борозд на спиливаемой поверхности.
 Рис. 20. Виды насечек напильников:а – единичная с наклоном в одну сторону; б – единичная наклонная с промежутками; в – волнистая; г – рашпильная; д – двойная
Рис. 20. Виды насечек напильников:а – единичная с наклоном в одну сторону; б – единичная наклонная с промежутками; в – волнистая; г – рашпильная; д – двойная
Различают следующие виды опиливания: плоских и криволинейных поверхностей; угловых поверхностей; параллельных поверхностей; сложных и фасонных поверхностей.
Выбор напильника зависит от вида материала, вида опиливания, величины снимаемого слоя и величины обрабатываемой детали. Например, при окончательной обработке куба, выполненного из стали с длиной грани 30 мм, нужно использовать напильник с двойной насечкой № 5 (бархатный) длиной 160 мм.
Форму напильников выбирают в зависимости от конфигурации обрабатываемого места. Плоские напильники используют для опиливания плоских, криволинейных выпуклых и наружных сферических поверхностей; квадратные напильники – для опиливания квадратных и прямоугольных отверстий; трехгранные – для обработки трехгранных поверхностей, для заточки пил, а также для опиливания плоских поверхностей, расположенных под острым углом; ножовочные – для опиливания кромок острых углов, а также для выполнения узких канавок; ромбические – для обработки очень сложных контуров изделий; круглые – для выполнения полукруглых и круглых отверстий; овальные – для опиливания овальных отверстий; полукруглые и линзовые – для обработки криволинейных и вогнутых поверхностей.
В табл. 6 даны классы шероховатости и соответствующие им величины высот микронеровностей поверхности, получаемые при разных видах слесарной обработки.
Таблица 6Шероховатость поверхности, получаемая при разных видах слесарной обработки
Правильное и надежное закрепление материала в тисках или приспособлении при опиливании обеспечивает точную обработку материала, минимальное усилие работника и безопасность труда.
Во избежание повреждения поверхностей неметаллических материалов и изделий, закрепленных в тисках, следует использовать накладки. Накладки из мягких металлов (медь, цинк, свинец, алюминий, латунь), из дерева, искусственного материала, фетра или резины накладываются на щеки тисков. Изделие или материал вкладывают между накладками, а затем закрепляют.
Высоту установки тисков при опиливании следует подбирать в соответствии с ростом работника. На практике высоту установки тисков определяют, опираясь локтями на щеки тисков (кулак при вертикальном положении руки должен доставать до подбородка стоящего прямо работника). Если тиски установлены ниже данного положения, то подкладывают прокладки, а если высота установки тисков велика, то прокладки вынимаются или под ноги слесарю укладывается подставка или трап. Работающий у тисков должен занять такое положение, чтобы стопы ног были под углом 45° друг к другу, причем левая нога должна быть выставлена вперед на расстояние 25–30 см от оси стопы правой ноги. Ось левой стопы по отношению к рабочей оси напильника должна находиться под углом около 30°. Такое положение гарантирует производительную и безопасную работу слесаря и уменьшает его усталость.
Восстановление режущих способностей напильника после износа обеспечивается путем снятия затупившихся зубьев и нанесения на напильник новой насечки. Восстановление производится путем отжига напильника, сошлифования старой насечки и выполнения новой (вручную или механически) с последующей закалкой. Восстановление напильника можно производить несколько раз, но с каждым разом он становится тоньше и более подвержен трещинам.
Напильники необходимо предохранять от воздействия влаги для предупреждения коррозии; во избежание порчи насечки не следует их бросать или класть на другие напильники, инструменты или металлы. Поверхность напильников оберегают от попадания масла или смазки, а также от попадания пыли со шлифовальных кругов.
Новый напильник следует использовать сначала с одной стороны, а после ее затупления – с другой. Не следует использовать личны?е и бархатные напильники для опиливания мягких металлов (олова, свинца, меди, цинка, алюминия, а также латуни). Опилки этих металлов забивают канавки насечки напильника и не дают возможности обрабатывать поверхности других металлов.
Напильник во время работы и после работы следует очищать стальной щеткой. После окончания работы его убирают в ящик или шкаф.
Следует обращать особое внимание на состояние рукоятки и правильную насадку ее на напильник (рукоятку насаживают по оси напильника). При насадке рукоятки нельзя поднимать напильник вверх. Не следует использовать напильники без рукоятки. Особенно осторожно нужно работать маленькими напильниками. Конец длинного напильника не следует держать пальцами. Материал для опиливания должен быть закреплен правильно и крепко.
Сверлением называется выполнение в изделии или материале круглого отверстия с использованием специального режущего инструмента – сверла, которое в процессе сверления одновременно имеет вращательное и поступательное движение вдоль оси просверливаемого отверстия. Сверление применяется в первую очередь при выполнении отверстий в деталях, соединяемых при сборке.
При работе на сверлильном станке сверло выполняет вращательное и поступательное движение; при этом обрабатываемая деталь неподвижна. Обработка деталей на токарном станке, автомате или револьверном станке выполняется при вращении детали, а инструмент совершает только поступательное движение.
В зависимости от требуемой степени точности используют следующие виды обработки: сверление, рассверливание, зенкерование, развертывание, расточку, зенкование, зацентровывание.
На сверлильных станках можно выполнять следующие операции: сверление, рассверливание на больший диаметр ранее просверленного отверстия, зенкерование, развертывание, торцевание, цекование, зенкование, нарезание резьб.
Для выполнения операции сверления используются сверла с коническим или цилиндрическим хвостовиком, конусные переходные втулки, клинья для выбивания сверла, сверлильные самоцентрирующие патроны двух– и трехщековые, рукоятки для крепления сверл в патронах, быстрозажимные патроны, патроны пружинные с автоматическим отключением сверла, машинные тиски, коробки, призмы, прихваты, угольники, ручные тиски, наклонные столы, а также разного вида приспособления, ручные и механические сверлильные станки и дрели.
Различают сверлильные станки с ручным и механическим приводом. К ручным сверлильным станкам с ручным приводом относятся: коловороты, дрели, сверлильные трещотки и ручные сверлильные верстачные станки. К ручным сверлильным станкам с механическим приводом относятся электрические и пневматические дрели, позволяющие при использовании специальных хвостовиков сверлить отверстия в труднодоступных местах.
К сверлильным станкам с механическим приводом относятся вертикально-сверлильные, радиально-сверлильные, горизонтально-расточные и специальные сверлильные станки. Вертикально-сверлильные станки могут иметь устройства для применения многошпиндельных головок. Специальные сверлильные станки могут быть агрегатными, многопозиционными и многошпиндельными.
Вертикально-сверлильный станок отличается от других сверлильных станков тем, что имеет станину с вертикальным расположением направляющих, по которой может перемещаться стол станка. Кроме того, он имеет механизм подачи, насос для подачи охлаждающей жидкости, а также коробки скоростей для получения разных частот вращения сверлильного шпинделя станка.
На вертикально-сверлильных станках (в зависимости от типа) можно сверлить отверстия сверлами диаметром до 75 мм, на верстачных сверлильных станках – сверлами диаметром до 15 мм, на настольных сверлильных станках – сверлами диаметром до 6 мм. Ручными электрическими сверлильными дрелями (в зависимости от типа) можно сверлить отверстия диаметром до 25 мм, ручными пневматическими сверлильными машинами – сверлами диаметром до 6 мм.
Сверлильные трещотки используют для сверления отверстий в труднодоступных местах в стальных конструкциях. Ручной привод, обеспечиваемый колебательным движением рычага трещотки, создает вращение сверла и его подачу вдоль оси отверстия.
Недостатком сверления трещоткой является малая производительность и большая трудоемкость процесса.
Сверло – это режущий инструмент, которым выполняют цилиндрические отверстия (рис. 21).

Рис. 21. Сверла:а – спиральные; б – перовые
По конструктивному оформлению режущей части сверла делятся на перовые, с прямыми канавками, спиральные с винтовыми канавками, для глубокого сверления, центровочные и специальные.
Спиральные сверла в зависимости от их выполнения делятся на скрученные, фрезерованные, литые (для больших диаметров), с пластинками из сплавов карбидов металлов и сварные.
Сверла изготавливают из инструментальной углеродистой стали У10А, У12А, легированной стали 9ХС или из быстрорежущей стали Р18, Р9, РЭМ. Часто используются сверла, облицованные пластинками из сплавов карбидов вольфрама и титана.
Спиральным сверлом выполняют отверстия, к которым предъявляются высокие требования по точности, отверстия, предназначенные для дальнейшей обработки развертыванием, расточкой или протягиванием, отверстия под нарезание резьб (табл. 7).
Таблица 7Точность обработки отверстий
Спиральное сверло состоит из хвостовика и рабочей части, которая делится на направляющую и режущую части. Между направляющей частью и хвостовиком находится шейка.
Хвостовик – это часть сверла цилиндрической или конусной формы (сверла по дереву имеют четырехгранный конический хвостовик), которая служит для закрепления сверла при конической форме в конических переходных втулках с конусом Морзе, а при цилиндрической – в двух-или трехкулачковом сверлильном патроне. Концевые втулки и сверлильный патрон закрепляются в отверстии шпинделя. Конусные хвостовики заканчиваются лапкой, которая служит для выбивания сверла из шпинделя или конусной переходной втулки. Цилиндрический хвостовик заканчивается поводком. Для сверления отверстий сверлильными трещотками или ручными коловоротами чаще всего используются сверла с квадратными хвостовиками. Сверла с цилиндрическим хвостовиком обычно имеют малые диаметры (до 20–30 мм).
Рабочая часть сверла состоит из направляющей и режущей частей.
Направляющая часть сверла – это часть, находящаяся между шейкой и режущей частью. Она служит для направления сверла вдоль оси отверстия. Направляющая часть имеет винтовые канавки для отвода стружки и стержень сверла. На наружной винтовой поверхности направляющей части сверла имеется ленточка.
Режущая часть спирального сверла состоит из двух режущих граней, соединенных третьей гранью – так называемой поперечной перемычкой.
Ленточкой называется узкий поясок вдоль винтовой канавки, плавно сбегающий к хвостовику. Цель ленточки – принять на себя часть трения сверла о стенки отверстия, появляющегося во время вхождения инструмента в материал. Диаметр сверла измеряется по расстоянию между ленточками.
Величина угла наклона винтовой канавки сверла зависит от вида обрабатываемого материала (табл. 8).
Таблица 8Рекомендуемые углы при вершине сверла
Процесс резания металла режущей кромкой осуществляется путем врезания ее в металл под действием вращения сверла и его осевой подачи. Величина угла режущей кромки определяется углом наклона винтовой линии и задним углом заточки сверла. Величина необходимого усилия подачи и сила резания определяются величиной переднего и заднего углов резания и величиной поперечной кромки. Уменьшить необходимое усилие подачи при сверлении можно за счет подточки поперечной кромки (перемычки) и выбора для данного материала оптимального угла резания.
Если сверло плохо сверлит, его следует заточить. Заточку можно выполнять вручную или машинным способом. Правильная заточка сверла дает возможность получать необходимые углы, удлиняет срок службы сверла, уменьшает усилия, а также дает возможность получать правильно выполненные отверстия.
Подбор необходимых для данного материала углов резания и заточка на специальных заточных станках для сверл обеспечивают получение правильных углов заточки и положение поперечной кромки в центре сверла. После заточки можно проверить углы заточки с помощью угломера или шаблона.
Перовые сверла (рис. 21, б) обычно изготавливаются из углеродистой инструментальной стали У10А или У12А. В этих сверлах различают следующие элементы: двусторонняя режущая часть с углом 116°, односторонняя – с углом 90–120°, направляющая часть с углом 100–110°, конусная рабочая часть, шейка и хвостовик.
Двусторонняя режущая часть обеспечивает рабочее движение при вращении сверла в обе стороны. Односторонняя режущая часть обеспечивает работу сверла только в одном направлении.
Недостатком этих сверл является отсутствие направляющей и изменение диаметра при каждой заточке. Применяются для отверстий малого диаметра, которые не требуют высокой точности исполнения.
Перовые сверла с удлиненной направляющей частью обеспечивают лучшее направление и более точный размер отверстия, дают возможность получать одинаковый диаметр до тех пор, пока не сошлифу-ется направляющая часть. Однако эти сверла малопроизводительны.
Перед сверлением необходимо соответствующим образом подготовить материал (разметить и обозначить места сверления), инструмент и сверлильный станок. После закрепления и проверки установки детали на столе сверлильного станка или в другом приспособлении, а также после закрепления сверла в шпинделе станка приступают к сверлению согласно инструкции и требованиям безопасности труда. Нельзя забывать об охлаждении сверла.
В процессе сверления могут иметь место различные дефекты: поломка сверла, выкрашивание режущих кромок, отклонение сверла от оси отверстия и т. д.
В табл. 9 указаны виды дефектов, причины их возникновения, а также способы устранения.
Таблица 9Дефекты сверления

Сверлильный кондуктор (рис. 22) – это приспособление с кондукторной плитой для обработки большого количества одинаковых деталей с одинаково расположенными отверстиями без предварительной разметки. Сверлильные кондукторы могут быть разной конструкции. Они могут устанавливаться на деталь и крепиться непосредственно к детали, могут представлять собой приспособление с кондукторной плитой, в которое устанавливается и зажимается деталь. В этом случае в кондукторной плите находятся соответствующим образом расположенные отверстия со вставленными в них кондукторными втулками с определенным диаметром отверстий, через которые сверло направляется в зажатую в приспособление для сверления деталь. В ряде случаев кондукторные плиты имеют отверстия без кондукторных втулок.
 Рис. 22. Приспособление с кондукторной плитой для сверления: 1 – сверло; 2 – втулка; 3 – кондукторная плита; 4 – нижняя часть кондуктора; 5 – обрабатываемая деталь; 6– винт с гайкой-барашком
Рис. 22. Приспособление с кондукторной плитой для сверления: 1 – сверло; 2 – втулка; 3 – кондукторная плита; 4 – нижняя часть кондуктора; 5 – обрабатываемая деталь; 6– винт с гайкой-барашком
При сверлении важную роль играет охлаждение и применяемые охлаждающие жидкости. Смазоч-но-охлаждающая жидкость (СОЖ) выполняет три основных функции: является смазкой для уменьшения трения между режущим инструментом, сверлом, металлом детали и стружки, является охлаждающей средой, интенсивно отводящей тепло, возникающее в зоне резания, и облегчает удаление стружки из этой зоны.
СОЖ применяются при всех видах обработки металла резанием. Хорошая СОЖ не вызывает корродирования инструмента, приспособления и детали, не оказывает вредного влияния на кожу человека, не имеет неприятного запаха и хорошо отводит тепло. При сверлении отверстий в стали используется водный раствор мыла, 5 %-ный раствор эмульсии Э-2 или ЭТ-2; при сверлении в алюминии – 5 %-ный раствор эмульсии Э-2, ЭТ-2 или жидкость следующего состава: масло «Индустриальное» – 50 %, керосин – 50 %. При сверлении мелких отверстий в чугуне СОЖ не используют. При сверлении в чугуне глубоких отверстий используется сжатый воздух или 1,5 %-ный раствор эмульсии Э-2 или ЭТ-2. При сверлении меди и сплавов на ее основе применяется 5 %-ный раствор эмульсии Э-2, ЭТ-2 или масло «Индустриальное».
Чтобы получить в металле или детали отверстия с диаметром свыше 30 мм, следует применить двукратное сверление. Первая операция выполняется сверлом диаметром 10–12 мм, вторая – сверлом требуемого диаметра (рассверливание). При сверлении с двумя рассверливаниями или сверлении, рассверливании и зенковании значительно снижаются усилия резания и время выполнения операций.
Удалить из просверливаемого отверстия сломанное сверло можно путем вывертывания его в сторону, обратную спирали сломанной части, щипцами (если имеется выступающая часть сверла). Если сломанное сверло находится внутри материала, то просверливаемую деталь нагревают вместе со сверлом до покраснения, а затем постепенно охлаждают. Отпущенное сверло можно выкрутить специальным приспособлением или высверлить другим сверлом.
Центровочным сверлом называют инструмент, используемый для выполнения центровых отверстий в торцевых поверхностях валов. Различают два вида центровочных сверл: для обычных центровых отверстий без предохранительного конуса и для центровых отверстий с предохранительным конусом (рис. 23). Нормализованным углом обычного центровочного сверла является 60°, а сверла с предохранительным конусом – 60 и 120°.
 Рис. 23. Центровочные сверла: а – обычные без предохранительного конуса; б – с предохранительным конусом
Рис. 23. Центровочные сверла: а – обычные без предохранительного конуса; б – с предохранительным конусом
На больших и тяжелых валах центровое углубление с торцов выполняется за три операции: сверление, зенкование на 60° и зенкование предохранительного конуса на 120°.
Зенкерование – это увеличение диаметра ранее просверленного отверстия или создание дополнительных поверхностей. Для этой операции служат зенкеры, режущая часть которых имеет цилиндрическую, конусную, торцевую или фасонную поверхности (рис. 24).
Цель зенкерования – создать соответствующие посадочные места в отверстиях для головок заклепок, винтов или болтов или выравнивание торцевых поверхностей.
 Рис. 24. Зенкеры:а – цилиндрические для зенкерования сквозных или глубоких отверстий; б – конические для снятия фасок и образования конических углублений; в – торцевые для зенкерования торцевых поверхностей приливов (торцовки); г – фасонные для зенкерования фасонных поверхностей
Рис. 24. Зенкеры:а – цилиндрические для зенкерования сквозных или глубоких отверстий; б – конические для снятия фасок и образования конических углублений; в – торцевые для зенкерования торцевых поверхностей приливов (торцовки); г – фасонные для зенкерования фасонных поверхностей
Зенкеры выполняются из углеродистой инструментальной стали У10А, У12А, легированной стали 9ХС или быстрорежущей стали Р9, Р12. Они могут иметь напаянные режущие пластинки из твердых сплавов. Хвостовики зенкеров и корпуса наборных зенкеров делаются из стали 45 или 40Х.
Зенкеры могут быть сплошными цилиндрическими, коническими, фасонными, сварными с приваренным хвостовиком, насадными сплошными, насадными сборными. Зенкеры малых диаметров делаются обычно сплошными, а больших диаметров – сварными или насадными. Конусные зенкеры имеют углы при вершине 60, 75, 90 и 120°.
Развертка – это многолезвийный режущий инструмент, используемый для окончательной обработки отверстий с целью получения отверстия высокой степени точности и с поверхностью незначительной шероховатости.
Развертки подразделяются на черновые и чистовые. Окончательным развертыванием достигается точность 2–3 классов (10 –7 квали-тет), а при особо тщательном выполнении – 1-го класса (6–5 квалите-та) при шероховатости поверхности 7–8 классов чистоты (высота микронеровностей 1,25–0,32 мкм).
Развертывание дает окончательный размер отверстия, требуемый по чертежу. Диаметр отверстия под развертывание должен быть меньше окончательного на величину припуска на развертывание (табл. 10).
Таблица 10Припуск на диаметр под развертывание после сверла, резца или зенкера, мм
Различают следующие виды разверток: по способу использования – ручные и машинные, по форме – с цилиндрической или конической рабочей частью, по точности обработки – черновые и чистовые, по конструкции – с цилиндрическим хвостовиком, с коническим (конус Морзе) хвостовиком и насадные. Насадные развертки могут быть цельными, со вставными ножами и плавающие. Ручные развертки могут быть цельными и разжимными. Развертки могут иметь простые и винтовые зубья. На рис. 25 представлены ручные развертки.
 Рис. 25. Развертки:а – коническая черновая; б – коническая промежуточная; в – коническая чистовая; г – цилиндрическая с прямыми зубьями; д – цилиндрическая регулируемая; е – цилиндрическая разжимная
Рис. 25. Развертки:а – коническая черновая; б – коническая промежуточная; в – коническая чистовая; г – цилиндрическая с прямыми зубьями; д – цилиндрическая регулируемая; е – цилиндрическая разжимная
Число зубьев развертки зависит от ее диаметра и назначения. Число зубьев у ручных и машинных разверток с прямыми зубьями чаще всего четное (например, 8, 10, 12, 14). Развертки со спиральными зубьями имеют лево– и правосторонние режущие части.
Разжимные и регулируемые развертки используются при ремонтных работах для развертывания отверстий, которые имеют разный допуск, а также для минимального увеличения уже окончательно выполненного отверстия.
В комплект конических разверток для гнезд с конусом Морзе входят три развертки: черновая, промежуточная и чистовая (коническая) развертки.
Котельные развертки находят применение при котельных работах для увеличения отверстий под заклепки.
Развертка имеет следующие элементы: рабочую часть, шейку и хвостовик (конусный или цилиндрический).
Хвостовики ручных трехперых разверток закрепляются в постоянных или регулируемых державках.
Развертки имеют неравномерный шаг режущих кромок: с целью улучшения качества отверстия и предупреждения его граненности зубья располагаются по окружности на разном расстоянии один от другого.
Для охлаждения инструмента, уменьшения трения, а также для увеличения срока службы режущей части инструмента используются СОЖ. В табл. 11 приведены составы СОЖ, используемые при развертывании отверстий в различных материалах.
Таблица 11СОЖ, используемые при развертывании отверстий в разных материалах
Для изготовления разверток применяются углеродистые инструментальные стали У10А и У12А, легированные инструментальные стали 9ХС, ХВ, ХГСВФ, быстрорежущие стали Р9 и Р18, а также твердые сплавы марки Т15К6 для обработки стали, меди и других вязких металлов и марки ВК8 для обработки чугуна и других хрупких металлов. Развертки из быстрорежущей стали делаются с приваренными хвостовиками из стали 45. Корпуса сборных, а также регулируемых и насадных разверток делаются из конструкционных сталей.
Пробойник (рис. 26) – это слесарный инструмент, выполняемый из углеродистой инструментальной стали У7 или У8, который служит для пробивания отверстий в листовых или полосовых металлических или неметаллических материалах толщиной не более 4 мм.
 Рис. 26. Пробойник:а – сплошной для металлического листа;б – пустотелый для кожи и пластмасс
Рис. 26. Пробойник:а – сплошной для металлического листа;б – пустотелый для кожи и пластмасс
Рабочая часть пробойника может иметь круглую, прямоугольную, квадратную, овальную или другую форму. Пробойник для кожи и жести имеет в рабочей части слепое отверстие, которое соединяется с продольным боковым отверстием, проходящим через стенку нижней части пробойника. Через это отверстие удаляются отходы.
Пробивание отверстия выполняется, когда допускается некоторое повреждение поверхности в зоне отверстия и не требуется чистота и точность выполнения отверстия.
При работе на сверлильных станках необходимо выполнять следующие требования безопасности.
Перед началом работы следует проверить техническое состояние сверлильного станка и инструментов. Включать и останавливать станок нужно сухими руками.
Работать на станке необходимо в соответствии с инструкцией по эксплуатации оборудования, а также в соответствии с инструкцией по охране труда. Следует использовать специальную рабочую одежду, обязательно подбирать волосы под головной убор.
Детали должны быть правильно и надежно закреплены в тисках или приспособлениях, имеющих хорошее техническое состояние. При сверлении малых отверстий левая рука, придерживающая деталь, должна оказывать сопротивление, противоположное направлению вращения шпинделя. Во время рабочего хода шпинделя сверлильного станка нельзя придерживать или тормозить шпиндель, менять скорость и подачу, очищать стол или деталь от стружки.
Сверло следует охлаждать СОЖ с помощью кисточки или поливом. Не допускается охлаждение влажными ветошью или тряпками.
Все поломки, которые можно устранить, должен устранять обученный этому работник.
Нарезание резьбы – это образование винтовой поверхности на наружной или внутренней цилиндрической или конической поверхностях детали.
Нарезание винтовой поверхности на болтах, валиках и других наружных поверхностях деталей можно выполнять вручную или машинным способом. К ручным инструментам относятся: круглые разрезные и неразрезные плашки, а также четырех– и шестигранные пластинчатые плашки, клуппы для нарезания резьбы на трубах. Для крепления плашек используются плашкодержатели и клуппы. Круглая плашка используется также для машинного нарезания резьбы.
Нарезание наружной резьбы машинным способом может производиться на токарных станках резьбовыми резцами, гребенками, резьбонарезными головками с радиальными, тангенциальными и круглыми гребенками, вихревыми головками, а также на сверлильных станках резьбонарезными головками, на фрезерных станках резьбонарезными фрезами и на резьбошлифовальных станках однониточными и много-ниточными кругами.
Получение наружной резьбовой поверхности может быть обеспечено ее накатыванием плоскими плашками, круглыми роликами на резьбонакатных станках. Применение резьбонакатных головок с осевой подачей позволяет накатывать наружные резьбы на сверлильном и токарном оборудовании.
Нарезание резьбы в отверстиях выполняют метчиками вручную и машинным способом. Различают цилиндрические и конические метчики. Ручные метчики бывают одинарные, двухкомплектные и трех-комплектные. Обычно используют комплект, состоящий из трех метчиков: чернового, обозначенного одной черточкой или цифрой 1; среднего, обозначенного двумя черточками или цифрой 2; и чистового, обозначенного тремя черточками или цифрой 3 (табл. 12, рис. 27).
Таблица 12Область применения ручных метчиков
 Рис. 27. Метчики ручные слесарные:а – черновой; б – средний; в – чистовой
Рис. 27. Метчики ручные слесарные:а – черновой; б – средний; в – чистовой
Имеются специальные метчики: для плашек (плашечные метчики с длинной режущей частью), для гаек, для труб, для легких сплавов, а также с конической рабочей частью. Метчиками можно нарезать резьбу в сквозных и глухих отверстиях или калибровать маточными метчиками ранее нарезанную резьбу.
На хвостовик ручного метчика, заканчивающийся квадратной головкой, надевается вороток с постоянным или регулируемым квадратным отверстием.
В ряде случаев применяются комбинированные метчики, которыми можно производить сверление и нарезание резьбы.
Машинные метчики применяются для нарезания внутренней резьбы на сверлильных и токарных станках всех типов. Ими можно нарезать резьбы за один или несколько проходов. За один проход нарезают резьбу с шагом до 3 мм, а за 2–3 прохода – резьбы с более крупным шагом, особо длинные резьбы, а также гладкие резьбы в труднообрабатываемых материалах независимо от шага.
Для нарезания резьбы в гайках на станках применяются гаечные метчики. Они работают без реверсирования и при нарезании гайки нанизываются на хвостовик. Различают гаечные метчики с прямым и изогнутым хвостовиком.
Для нарезания внутренней резьбы большого диаметра применяются резьбонарезные головки с регулируемыми гребенками или сходящимися плашками.
Элементы метчика: рабочая часть, состоящая из режущей и калибрующей частей, и хвостовик. На рабочей части нанесены спиральная нарезка и продольные канавки для удаления стружки. Режущие кромки получаются на пересечении спиральной нарезки и продольных канавок для удаления стружки. Хвостовая часть заканчивается квадратной головкой для установки в патрон. Метчики изготавливают из углеродистой инструментальной стали У12 и У12А, быстрорежущей стали Р12 и Р18, легированной стали Х06, ХВ, ИХ.
Винтовая поверхность – это поверхность, описываемая кривой-образующей, равномерно вращающейся вокруг оси и одновременно совершающей равномерное поступательное движение вдоль этой оси. Применительно к резьбовой поверхности образующей является треугольник (для метрических и дюймовых резьб), трапеция (для трапецеидальных резьб) и прямоугольник (для прямоугольных резьб, например, в ходовых винтах домкратов).
Профиль резьбы – это контур, полученный путем рассечения винтовой поверхности плоскостью, проходящей через ось винта. Профиль резьбы состоит из выступов и впадин витков. Ось вала является осью винтовой поверхности. Параметрами резьбы являются наружный диаметр d, внутренний диаметр d1, средний диаметр d2, шаг Р, угол профиля резьбы d. Профиль резьбы делится на две части: выступы и впадины. Резьбы могут быть однозаходные и многозаходные.
Под шагом резьбы следует понимать поступательное перемещение средней точки образующей профиля, соответствующее одному ее полному обороту относительно оси резьбы.
Шаг резьбы определяется расстоянием между осями двух идентичных точек следующих один за другим одноименных витков или расстоянием, на которое перемещается гайка по винту при выполнении одного полного оборота для однозаходной резьбы (табл. 13, 14).
Таблица 13Размеры обычной метрической резьбы, мм Таблица 14Дюймовые резьбы
Таблица 14Дюймовые резьбы
Винтовую поверхность многозаходной резьбы можно рассматривать как несколько винтовых канавок, имеющих один номинальный диаметр (следовательно, и один номинальный шаг, который в много-заходной резьбе называется ходом t) и образованных на одной гладкой цилиндрической поверхности с равномерно расположенными по окружности заходами. Таким образом, ход резьбы t – это расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы.
Ход резьбы – это относительное осевое перемещение винта или гайки за один оборот. Если резьба однозаходная, то ход резьбы t равен шагу резьбы Р. Если резьба многозаходная, то ход резьбы t равен произведению шага Р на число заходов n:
t = Pn.
Резьбы бывают однозаходные и многозаходные, а также правые и левые. Резьба многозаходная, если на один ход нарезки попадает два или более профиля резьбы.
В зависимости от конфигурации резьбы бывают метрические (нормальные и мелкие), дюймовые, трубные, трапецеидальные, симметричные и несимметричные, закругленные, прямоугольные. Они могут быть цилиндрические и конические.
Угол профиля метрических резьб – 60°, дюймовых цилиндрических – 55°, дюймовых конических – 60°, трубной цилиндрической и конической – 55°, трапецеидальной – 30°.
Обозначение резьб дано в табл. 15.
Таблица 15Обозначение резьбы

В зависимости от профиля резьбы делятся на треугольные, трапецеидальные симметричные и несимметричные, прямоугольные и закругленные.
Резьба М4 имеет шаг 0,7 мм; М6 – 1 мм; М8 – 1,25 мм; М10 – 1,5 мм; М12 – 1,75 мм; М14 – 2 мм; М16 – 2 мм; М18 – 2,5 мм; М20 – 2,5 мм; М22 – 2,5 мм; М24 – 3 мм; М27 – 3 мм; М30 – 3,5 мм.
Раньше чаще применялись дюймовые резьбы, сейчас – метрические, реже – дюймовые.
В метрических резьбах различают 3 класса точности: точный (обозначение полей для наружных резьб 4п, для внутренних – 4Н5Н), средний (обозначение полей допусков для наружных резьб 6h, 6g, 6е и 6d, для внутренних – 5Н6Н, 6Н, 6G), грубый (обозначение полей допусков для наружных резьб 8h, 8g, для внутренних–7Н, 7G).
Для трапецеидальных резьб имеются два класса точности: средний (обозначение поля допуска длинной наружной резьбы 7п, 7е, и 8е, внутренней 7Н и 8Н); грубый (обозначение поля допуска длинной наружной резьбы 8е, 8с, 9с, внутренней 8Н и 9Н).
В резьбе различают номинальный диаметр резьбы, который чаще всего является наружным диаметром винтовой поверхности d, внутренний диаметр d1, средний диаметр d2 винта и внутренний диаметр отверстия гайки D1, диаметр резьбы гайки D, средний диаметр резьбы гайки D2 чаще всего равный d2 (рис. 28).
 Рис. 28. Разрез и профиль резьбы:а – винта; б – гайки
Рис. 28. Разрез и профиль резьбы:а – винта; б – гайки
Средний диаметр винта определяется по формуле:
d2 = (d d1)/2.
Диаметр отверстия под резьбу можно подсчитать по приближенной формуле:
dо = d – 1,1P,
диаметр стержня dc под треугольную резьбу – по приближенной формуле:
dc = d – 0,1Р.
Диаметры отверстий и стержней под резьбу даны в табл. 16 и 17.
Таблица 16Диаметры отверстий под нарезание треугольных резьб
 Таблица 17Диаметры стержней под нарезание треугольных резьб
Таблица 17Диаметры стержней под нарезание треугольных резьб
Перед нарезанием резьбы пруток должен быть очищен от ржавчины; на его торцевой поверхности должна быть снята заходная фаска.При нарезании резьбы в деталях из углеродистых и легированных конструкционных сталей применяют следующие СОЖ: для метчиков – сульфофрезол или 5 %-ный раствор эмульсии Э-2 или ЭТ-2, для плашек, гребенок, резьбонарезных головок – сульфофрезол, масло «Индустриальное 20».
Для нержавеющих и труднообрабатываемых сталей применяется сульсрофрезол, олеиновая кислота или жидкость следующего состава: сульфофрезол – 60 %, керосин – 25 %, олеиновая кислота – 15 %.
Для серого чугуна при нарезании метчиками применяется керосин или масло «Индустриальное 200».
Для алюминия и его сплавов применяется 5 %-ный раствор эмульсии Э-2, ЭТ-2 или жидкость следующего состава: масло «Индустриальное 20» – 50 %, керосин – 50 %.
Для меди и ее сплавов применяется 5 %-ный раствор эмульсии Э-2, ЭТ-2 или масло «Индустриальное 20».
Смазка уменьшает трение, охлаждает инструмент, удлиняет срок службы инструмента и облегчает отвод стружки.
Основные причины брака при нарезании резьбы следующие: несоответствие диаметров отверстий или стержней нарезаемой резьбе, повреждение инструмента, нарезание резьбы без применения смазки, тупой инструмент, плохое закрепление или плохая установка инструмента, а также недостаток профессиональных навыков (табл. 18).
Таблица 18Дефекты при нарезании резьбы

При нарезании резьбы существует опасность ранения рук острой кромкой детали или инструмента. Не следует пальцами очищать ручные инструменты от стружки; категорически запрещается очищать пальцами рук инструменты, находящиеся в движении на станках.
Клепка – это операция получения неразъемного соединения материалов с использованием стержней, называемых заклепками. Заклепка, заканчивающаяся головкой, устанавливается в отверстие соединяемых материалов. Выступающая из отверстия часть заклепки расклепывается в холодном или горячем состоянии, образуя вторую головку.
Заклепочные соединения применяются:
в конструкциях, работающих под действием вибрационной и ударной нагрузки, при высоких требованиях к надежности соединения, когда сварка этих соединений технологически затруднена или невозможна;
когда нагревание мест соединения при сварке недопустимо вследствие возможности коробления, термических изменений в металлах и появляющихся значительных внутренних напряжениях;
в случаях соединения различных металлов и материалов, для которых сварка неприменима.
Для выполнения заклепочных соединений применяются следующие виды заклепок: с полукруглой головкой, с потайной головкой, с полупотайной головкой, трубчатая, взрывная, разрезная (рис. 29). Кроме того, применяются заклепки с плоскоконической головкой, с плоской головкой, с конической головкой, с конической головкой и подголовкой, с овальной головкой.
Заклепки изготавливаются из углеродистой стали, меди, латуни или алюминия. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы.
Заклепка состоит из головки и цилиндрического стержня, называемого телом заклепки. Часть заклепки, выступающая с другой стороны соединяемого материала и предназначенная для формирования замыкающей головки, называется ножкой.
 Рис. 29. Заклепки:а – с полукруглой головкой; б – с потайной головкой; в– с полупотайной головкой; г – трубчатая; д – взрывная; е – разрезная
Рис. 29. Заклепки:а – с полукруглой головкой; б – с потайной головкой; в– с полупотайной головкой; г – трубчатая; д – взрывная; е – разрезная
Длина заклепки с полукруглой головкой измеряется до основания головки (длина тела), длина заклепки с потайной головкой измеряется вместе с головкой, длина заклепки с полупотайной головкой измеряется от грани перехода сферы к конусу до торца тела заклепки.
Диаметр заклепки определяется диаметром тела и измеряется на расстоянии 6 мм от основания головки. Диаметр отверстия под заклепку при горячей клепке должен быть на 1 мм больше диаметра заклепки.
Стальную заклепку диаметром до 14 мм можно расклепывать в холодном состоянии. Заклепки диаметром более 14 мм клепаются в горячем состоянии. Диаметры заклепок от 10 до 37 мм увеличиваются через 3 мм.
При клепке используются просверленные, проколотые или пробитые отверстия. При прочных, плотных и прочно-плотных заклепочных соединениях используются исключительно просверленные отверстия.
Заклепочные соединения бывают внахлестку, встык с одной накладкой, встык с двумя накладками симметрично, встык с двумя накладками несимметрично (рис. 30).
 Рис. 30. Виды заклепочных соединений:а – внахлестку; б – встык с одной накладкой; в – встык с двумя накладками, симметричные; г – встык с двумя накладками, несимметричные
Рис. 30. Виды заклепочных соединений:а – внахлестку; б – встык с одной накладкой; в – встык с двумя накладками, симметричные; г – встык с двумя накладками, несимметричные
С точки зрения прочности и плотности используются следующие виды заклепочных соединений: прочные, от которых требуется только механическая прочность; плотные, к которым предъявляются только требования плотности и герметичности; прочно-плотные, от которых помимо механической прочности требуется также герметичность соединения. Последнее достигается увеличением головки и наличием подголовка заклепки, достаточно частым размещением заклепок подчеканкой обреза соединяемых листов и головок заклепок.
Заклепочные швы делятся на продольные, поперечные и наклонные. Они могут быть однорядные, двухрядные и многорядные (параллельные и с шахматным расположением заклепок). Швы могут быть полные и неполные (рис. 31).
 Рис. 31. Виды заклепочных швов:а – однорядный; б – двухрядный; в – многорядный полный; г – многорядный неполный
Рис. 31. Виды заклепочных швов:а – однорядный; б – двухрядный; в – многорядный полный; г – многорядный неполный
Перед клепкой различных видов заклепочных соединений следует определить шаг клепки (шаг данного ряда – это расстояние между двумя ближайшими заклепками в этом ряду, шаг шва – это наименьшая кратность всех шагов в рядах) и расстояние от оси заклепок до края полосы.
В зависимости от диаметра заклепки, потребности и вида клепки используются ручная и механическая клепка.
Замыкающую головку получают ударной клепкой и клепкой давлением. Ударная клепка универсальная, но шумная; клепка давлением более качественна и бесшумна.
Для ручной клепки используются молотки для формирования головки заклепки, обжимки, поддержки, прихваты и клещи.
Для механической клепки используются пневматические или электрические молотки, клепальные клещи, подпоры подголовки заклепок, консоли. На больших промышленных предприятиях используются клепальные машины – эксцентриковые и гидравлические.
Заклепки можно нагревать в кузнечном горне, контактно, токами промышленной частоты на электрических нагревательных установках, а также газовым пламенем.
Неправильная клепка имеет место вследствие недогретой или перегретой заклепки, плохой подгонки друг к другу соединяемых элементов, ошибки при формировании головки, чрезмерно короткого или длинного тела заклепки, искривления тела заклепки в отверстии, а также из-за слишком глубокого отверстия, просверленного для потайной головки.
Для клепки необходимо использовать исправный инструмент. На руки следует надеть рукавицы, глаза защитить очками. Следует правильно установить головку заклепки в поддержку или консоль, правильно установить обжимку на тело заклепки. Во время клепки нельзя касаться обжимки рукой.
Шабрение – это процесс получения требуемой по условиям работы точности форм, размеров и относительного положения поверхностей для обеспечения их плотного прилегания или герметичности соединения.
При шабрении производится срезание тонких стружек с неровных поверхностей, предварительно уже обработанных напильником или другим режущим инструментом.
Инструменты для шабрения называются шаберами. Для изготовления шаберов используют инструментальные углеродистые стали У10, У10А, У12, У12А, легированную сталь Х05, а также твердосплавные пластины, вставляемые в стальные державки. Бывшие в употреблении и вышедшие из строя трехгранные или плоские напильники после соответствующего шлифования также могут использоваться в качестве шаберов.
Различают ручные и механические шаберы. Они могут быть плоские односторонние и двухсторонние, цельные и со вставленными пластинками, трехгранные цельные и трехгранные односторонние, полукруглые односторонние и двухсторонние, ложкообразные и универсальные (рис. 32).
Универсальный шабер состоит из заменяемой пластины (рабочая часть шабера), корпуса, прихвата, винта и рукоятки.
При шабрении используются чугунные плиты для проверки поверхностей плоских деталей, плоские и трехгранные линейки для проверки плоскостности поверхности, призмы, плиты в виде прямоугольного параллелепипеда, контрольные валики, щупы и другие инструменты для контроля качества шабрения и притирки. Кроме упомянутых инструментов применяют щетки и обтирочные материалы.
 Рис. 32. Слесарные шаберы:а – трехгранный; б – в форме ложечки; в – плоский с заменяемой пластиной из твердого сплава
Рис. 32. Слесарные шаберы:а – трехгранный; б – в форме ложечки; в – плоский с заменяемой пластиной из твердого сплава
Шабрение применяется, когда нужно удалить следы обработки напильником или другим инструментом, а также если требуется получить высокую степень точности и малую шероховатость поверхности деталей машин, соединяемых друг с другом. Шабрение особенно часто применяется при обработке деталей пар трения.
Перед шабренем следует проверить степень неровности поверхности и места неровностей, подлежащие шабрению. Для обнаружения неровностей поверхности служат плиты, линейки, призмы, валики, щупы. При шабрении на краску используется шабровочная краска. В ряде случаев шабрение ведется на блеск.
Для шабрения деталей на краску используют плиту или линейку, а также краску.
В качестве краски для шабрения используют смесь машинного масла с парижской лазурью или ультрамарином, имеющую консистенцию легкой пасты. Иногда используется смесь машинного масла с сажей.
Краска наносится тонким слоем на плиту или линейку кисточкой или чистой ветошью, после чего плита или линейка накладывается на предназначенную для шабрения поверхность детали. После нескольких кругообразных движений плиты или возвратно-поступательных движений линейки по детали или детали на плите деталь осторожно снимают с плиты. Появившиеся окрашенные пятна на детали свидетельствуют о неровностях, выступающих на поверхности детали; неровности удаляются шабрением.
Во время притирки детали к плите на краску на поверхности детали появляются большего или меньшего размера окрашенные пятна, между которыми имеются светлые промежутки. Окрашенные пятна появляются вследствие неровностей на этой поверхности.
Наиболее высокие неровности на поверхности имеют более светлую по сравнению с краской окраску в связи с некоторым стиранием краски при движениях притирки. Основные выпуклости характеризуются хорошим покрытием краской и поэтому имеют густую окраску. Светлые и блестящие пятнышки на поверхности детали свидетельствуют об углублениях на поверхности, которые краской не покрыты.
Последовательность удаления пятен с поверхности определяет их цвет.
Шабрение начинают с самых выступающих мест, обозначенных светлым цветом краски. Затем следуют пятна с густой окраской. Светлые пятна не шабрятся.
Степень точности и шероховатости поверхности определяется по числу пятен краски в квадрате со стороной 25 мм (около 16 – хорошее шабрение, 25 – очень точное шабрение).
Недостатками шабрения являются слишком медленный процесс обработки и значительная трудоемкость, что требует от слесаря большой точности, терпения и времени. Преимуществом этого вида обработки является возможность получения простыми инструментами высокой точности (до 2 мкм). К преимуществам также следует отнести возможность получения точных и гладких фигурных поверхностей, обработки закрытых поверхностей и поверхностей до упора. Хорошо шабрятся чугунные и стальные поверхности небольшой твердости.
Закаленные стальные поверхности следует шлифовать.
При шабрении необходимо соблюдать чистоту и порядок вокруг рабочего места. Инструментом нужно пользоваться осторожно и с умением, в перерыве между работой и после ее окончания убирать в ящик. Шабер следует всегда держать так, чтобы режущая часть была обращена в сторону от работающего. Шабер должен быть хорошо заточен. При шабрении обязательно следует удалять острые кромки с деталей.
Шлифованием называется обработка деталей и инструментов с использованием вращающихся абразивных или алмазных шлифовальных кругов, основанная на срезании зернами круга с поверхности очень тонкого слоя материала в виде мельчайших стружек. Целью шлифования является получение поверхностей деталей с незначительной шероховатостью и очень точных размеров.
Наиболее простым и распространенным шлифовальным станком является точило (рис. 33). Они широко применяются как в небольших мастерских, так и на крупных предприятиях. Точила бывают разных конструкций и мощности: одинарные и двойные, стационарные и настольные.
 Рис. 33. Точило двойно
Рис. 33. Точило двойно
Для шлифования используют также и ручные электрические шлифовальные машинки, реже – пневматические. Шлифовальные станки бывают круглошлифовальные, внутришлифовальные, плоскошлифовальные, бесцентровошлифовальные, заточные и специальные (резь-бошлифовальные и зубошлифовальные, шлицешлифовальные и др.).
В результате неправильного выбора глубины и подачи, небрежности в подводе шлифовального круга к детали (или, наоборот, детали к кругу) может произойти повреждение и даже разрыв шлифовального круга или детали, а также могут появиться прижоги, свидетельствующие о структурных изменениях в поверхности материала. При шлифовании обязательно применение охлаждения. В качестве охлаждающей жидкости применяют содовый раствор.
При шлифовании необходимо правильно подобрать соответствующий шлифовальный круг, выполнить его балансировку и установить расчетную частоту вращения. Следует правильно закрепить шлифовальный круг и оградить его кожухом. Для шлифования деталей, которые держат в руках, используют упор, находящийся на расстоянии 2–3 мм перед шлифовальным кругом. При шлифовании необходимо пользоваться небьющимися очками. Шлифование нужно вести в соответствии с инструкцией по обслуживанию станка.
Притирка – это снятие тончайших слоев металла посредством мелкозернистых абразивных порошков в среде смазки или алмазных паст, нанесенных на поверхность инструмента (притира). В качестве инструмента используются притиры, изготовленные из серого чугуна перлитной структуры или другого мягкого металла.
Это один из самых точных способов обработки поверхности металлических деталей. В результате такой обработки с поверхности обрабатываемой детали удаляются все неровности, а также неровности, появившиеся в результате предыдущей обработки, при одновременном достижении очень высокой степени точности плоскостей (1 мкм). Целью притирки является получение точных посадок соприкасающихся поверхностей деталей машин, а также точное выполнение других поверхностей, например, в эталонных плитках.
Различают два вида притирки: притирка шаржирующимся (внедряющимся в поверхность притира) абразивом; притирка нешаржиру-ющимся абразивом.
Первый вид притирки наиболее распространен и осуществляется свободно подаваемым к притиру абразивом в смеси с жидкой смазкой или предварительно шаржированным в притир абразивом в смеси с вязкой смазкой.
В соответствии с указанными видами притирки притиры делятся на ручные, машинно-ручные, машинные (механические) и монтажные.
Притиры имеют вид плиток, притирочных плит, валиков, конусов, кругов, а также могут иметь сложную конфигурацию в соответствии с видом поверхности обрабатываемой детали, причем они могут быть монолитными и разжимными (рис. 34).
 Рис. 34. Притиры:а – для валов; б – для отверстий; в – дисковый; г – конусный
Рис. 34. Притиры:а – для валов; б – для отверстий; в – дисковый; г – конусный
Материалы для притирки делятся на пасты, притирочные порошки и полотно.
Притирочная паста – это смесь окиси хрома, кремния, стеариновой кислоты, а также небольшого количества жира и машинного масла; изготавливается нескольких сортов. В качестве шаржирующихся порошков используют алмаз, электрокорунд белый и нормальный, карбид бора, стекло, полировочный крокус, абразивный минерал, негашеную известь. Изделия из цветных металлов и сплавов притираются нешаржирующимися абразивами. Зернистость абразивных порошков выбирается в зависимости от назначения операции: для грубой притирки – крупнозернистые, для окончательной – мелкозернистые.
Смазочной средой для свободной подачи абразива служит керосин, а при особо тонкой притирке – бензин; в случае предварительного шаржирования притиров – керосин, машинное масло. Добавкой к керосину стеариновой кислоты достигается ускорение процесса.
Для притирки нешаржирующимся абразивом, обеспечивающей наивысшее качество поверхности и блеск, используются сравнительно мягкие абразивные материалы. При этом твердость притира должна быть выше твердости притираемой поверхности детали. Применяемые абразивы – окись хрома, крокус (окись железа). Смазочная среда – керосин, машинное масло для стали и смесь животного сала с машинным маслом для меди и ее сплавов.
Абразивный минерал, обычно называемый наждаком, – это мелкозернистый естественный корунд темной окраски. Абразивный минерал в виде свободных зерен или зерен, наклеенных на эластичную подложку (полотно, бумагу), используется для полирования и притирки. Размер зерен определяется так же, как и в других абразивных материалах. Чем грубее зерно, тем выше номер, которым обозначается абразивный минерал.
Притиры изготавливают из серого чугуна перлитного класса твердостью в пределах HB 180–200, мягкой стали, латуни, меди, свинца и твердой древесины. Перед тем, как начать работу, притир следует заправить, т. е. втереть в его рабочую поверхность абразивный порошок с помощью стального стерженька или валика (если притиры из мягкого материала) или с помощью притираемой детали (если притир из чугуна).
Полирование представляет собой отделочную обработку, при которой происходит сглаживание поверхностных неровностей в основном в результате пластического их деформирования и (в меньшей мере) – срезания выступов микронеровностей.
Полирование применяется для придания поверхности детали блеска. В результате полирования снижается шероховатость поверхности и достигается зеркальный блеск. Основное назначение полирования – это декоративная обработка поверхности, а также уменьшение коэффициента трения, повышение коррозионной стойкости и усталостной прочности.
Полирование производится мягкими кругами (войлочными, фетровыми, матерчатыми), на которые наносится смесь абразивного порошка и смазки или полировочные пасты.
В качестве абразивных порошков применяются наждачные и электрокорундовые порошки, окись хрома, крокус, венская известь. В качестве масел и связующих элементов микропорошков с мягким кругом или лентой применяются тавот и смеси парафина и воска, наносимые на круги в разогретом состоянии. В ряде случаев абразивный порошок наклеивают на круг столярным клеем или синтетическим клеем БФ-2. Мелкие детали полируются во вращающемся барабане с использованием стальных закаленных шариков диаметром 3–8 мм. Операция полирования может выполняться вручную или машинным способом.
«Наведение мороза» на поверхность – это один из способов окончательной отделки металлической поверхности, придания ей хорошего внешнего вида путем нанесения на нее мелких рисок по определенному узору. Эти риски выполняются осторожно и аккуратно шабером вручную или механическим способом.
Матирование – это придание металлической поверхности матового пепельно-серого цвета. Эта операция выполняется механически на мелких кованых, литых, опилованных или отлитых деталях с использованием стальных или медных проволочных щеток, совершающих вращательное движение. Перед матированием металлическую поверхность увлажняют мыльными растворами.
Оксидирование – это получение на поверхности стальной детали или изделия тонкого слоя окисла голубого или темно-голубого цвета. Самый распространенный способ оксидирования при слесарных работах основан на покрытии хорошо очищенного от ржавчины предмета тонким слоем льняного масла и нагревании его в горне на раскаленном коксе.
Чернение стальной детали производится в такой последовательности: полирование поверхности, обезжиривание венской известью, промывка, сушка, покрытие травящим раствором. После покрытия травящим раствором производится сушка детали при температуре 100 °C в течение нескольких часов, после чего она подвергается действию пара и горячей воды. Затем производится очистка детали в мокром виде проволочной щеткой.
Окраска – это покрытие поверхности слоем краски или лака с целью предупреждения коррозии и придания детали или изделию товарного вида. Окраска выполняется вручную кистью или механически (малярным пистолетом). Краски могут быть водяные, масляные, нитрокраски и синтетические эмали.
Перед окраской предмет следует хорошо очистить, промыть теплым раствором щелочи, затем чистой водой и высушить. После этого металлическая поверхность грунтуется соответствующей грунтовкой или суриком. Поверхности больших предметов или детали машин, плоскости которых должны быть ровными и гладкими, перед окраской подлежат шпаклеванию. После высыхания шпаклевки поверхности шлифуются, затем грунтуются и окрашиваются.
Материалы и пасты, применяемые при притирке, содержат (в числе других) вредные и отравляющие вещества. Поэтому при притирке и отделке поверхностей следует соблюдать общие меры предосторожности (по мере возможности не касаться их пальцами, мыть руки). Инструмент и станки должны быть технически исправны и использоваться в соответствии с инструкцией по эксплуатации. Краски должны храниться в несгораемых ящиках. При окраске, напылении и полировании следует предусматривать меры пожарной безопасности. Работнику необходимо надевать защитную одежду и респиратор. При выполнении этих операций в закрытых помещениях должна быть обеспечена интенсивная вентиляция.
Пайка – это процесс создания неразъемного соединения металлов с помощью присадочного связующего материала, называемого припоем, причем припой в процессе пайки доводится до жидкого состояния. Температура плавления припоя значительно ниже, чем соединяемых металлов.
Неразъемное соединение металлов пайкой может быть выполнено паяльником, в газовом пламени, пайкой в печах, в ванне, химическим способом, автогенной пайкой и др.
Для пайки припоем необходимы паяльники, припои, а также очищающие, травящие и предупреждающие окисление поверхности во время пайки средства.
Паяльник – это ручной инструмент различной формы и массы. Часть паяльника, которой непосредственно паяют, выполняется из меди. Нагрев медной части паяльника можно производить с помощью электричества (электрический паяльник), над газовым пламенем (газовый паяльник) или в горне.
Для нагрева паяльников и некоторого прогрева соединяемых металлов могут применяться паяльные бензиновые лампы (рис. 35).
 Рис. 35. Паяльники:а – обычный, нагреваемый пламенем; б – электрический; в – паяльная лампа
Рис. 35. Паяльники:а – обычный, нагреваемый пламенем; б – электрический; в – паяльная лампа
Мягкими припоями являются оловянно-свинцовые (с добавлением или без добавления сурьмы). Температура плавления этих припоев от 183 до 305 °C.
Твердость припоя определяется маркой и химическим составом применяемых для припоя металлов. Припои делаются на основе меди, латуни, серебра, никеля и алюминия. Кроме того, различают жаропрочные и нержавеющие припои на основе никеля, марганца, серебра, золота, палладия, кобальта и железа. Температура плавления твердых припоев составляет от 600 до 1450 °C
К химическим очищающим и травящим средствам относятся: соляная кислота, хлорид цинка, бура, борная кислота, нашатырь. Можно очистить поверхность механическими средствами, абразивным материалом или напильником либо металлическими щетками. Во время пайки поверхность предохраняется от окисления такими средствами, как стеарин, скипидар и канифоль.
Хлорид цинка – это химическое соединение соляной кислоты с цинком. Получают его путем помещения в разбавленную соляную кислоту кусочков цинка. После окончания реакции (прекращение выделения водорода) хлорид цинка следует слить в другую посуду, оставив осадок в прежней посуде. Разбавлять кислоту следует путем добавления в нее воды, а не наоборот.
Мягкие припои применяются для неразъемного соединения и уплотнения металлов при незначительных требованиях к прочности и выносливости соединения на растяжение и удар, твердые припои – для неразъемных и герметичных соединений большой прочности и выносливости на растяжение и удары.
Припои выпускаются в виде листа, ленты, прутков, проволоки, сеток, блоков, фольги, зерен, порошков и паяльной пасты.
Лужением называется покрытие поверхности металлических изделий тонким слоем олова или сплавом на основе олова. Цинкование производится способом холодного электролитического или горячего покрытия металлических изделий тонким слоем цинка.
Лужение и цинкование применяются, например, в слесарном деле при производстве бытовых изделий, в пищевой промышленности, в строительстве как средство для защиты от коррозии, окисления и образования химических соединений, вредных для здоровья и разрушающих металл.
Для лужения и цинкования в зависимости от детали и ее назначения нужно иметь чистое олово, цинк или их сплавы, паяльную лампу либо газовую горелку, очищающие средства, необходимые для обезжиривания и очистки поверхностей, подвергающихся лужению или цинкованию, ванны для плавки олова или цинка, обтирочный материал и клещи.
Подшипниковый сплав – это сплав металлов (олова, свинца, меди, сурьмы и др.), служащий для изготовления вкладышей подшипников скольжения заливкой. Во вкладышах из подшипникового сплава при вращении в них валов возникает очень незначительное трение.
Подбор наиболее соответствующих заданным условиям подшипниковых сплавов производят с учетом их физико-механических свойств, в частности антифрикционных свойств, способности выдерживать определенные давления и температуры, твердости, вязкости, литейных качеств и др.
Свойства подшипникового сплава определяет его главный компонент.
Различают подшипниковые сплавы на оловянной, свинцовой, алюминиевой, кадмиевой, цинковой, медной (бронза, латунь) и других основах. Чаще всего используют подшипниковые сплавы на основе олова, свинца или меди.
Жидкий подшипниковый сплав получают в графитовом или чугунном тигле. Тигель подогревают паяльной лампой, на кузнечном горне или пламенем газовых горелок.
Температура отливки подшипниковых сплавов на основе олова или свинца составляет от 450 до 600 °C. Температура плавления бронзы составляет от 940 до 1090 °C. На расплавленный подшипниковый сплав перед разливкой насыпается измельченный древесный уголь, который предохраняет сплав от окисления.
Металлизация напылением – это нанесение металлического покрытия на поверхность изделия путем разбрызгивания под давлением расплавленного металла.
Эта операция выполняется с помощью специальных пистолетов. Металлизация применяется с целью предохранения изделий от коррозии, а также для ремонта изношенных деталей машин, для исправления дефектных отливок, а также для исправления дефектов, возникающих в результате обработки резанием.
Склеиванием называют неразъемное соединение деталей изделий путем обмазки соединяемых поверхностей изделия веществом (или смесью веществ), называемым клеем, их соединения и выдерживания под некоторой нагрузкой до затвердения клея. В ряде случаев применяется подогрев склеенных деталей.
Клей представляет собой вязкое вещество, обладающее склеивающей способностью. Клей состоит из наполнителя, отвердителя, растворителя связующего компонента, пластификатора.
В зависимости от назначения клея в качестве наполнителя применяются древесная мука, измельченный асбест, порошки металлов, их окислы и др. В зависимости от отвердителя различают клеи холодного и горячего отвердения.
Различают следующие виды клеев: белковые или растительные (крахмал, декстрин, гуммиарабик, резиновый клей), животные (костный, рыбий, козеиновый, мездровый, столярный и др.), синтетические (карбинольные, карбамидные, смоляные и др.).
В слесарном деле наибольшее распространение имеют синтетические клеи: фенольные БФ-2, БФ-4, ВК-32-200, ВС-350, эпоксидные ЭД-5, ЭД-6, ВК-32-ЭЛ, полиамидные ППФЭ-2/10, МПФ-1, карби-нольные и полиуретановый ПУ-2. Этими клеями кроме металлов можно склеивать также и неметаллические изделия, такие как дерево, стекло, керамику, искусственные материалы, кожу, ткани бумагу и т. д.
В слесарном деле клей используется прежде всего для соединения как металлических деталей, так и металлических деталей с неметаллическими. Для этого используют карбинольный клей.
Склеиваемые поверхности следует тщательно очистить механическим способом, затем обезжирить авиационным бензином, бензолом или толуолом. После обезжиривания изделие высушивают, не касаясь пальцами поверхностей, предназначенных для склеивания.
Из цветных металлов хуже всего склеивается медь, немного лучше – латунь и бронза.
Работник, выполняющий операции металлизации, лужения, пайки или склеивания, соприкасается с расплавленным металлом, кислотами, щелочами и парами разных едких и вредных для организма веществ. Помещения, в которых выполняются указанные операции, должны иметь хорошую вентиляцию.
Работники должны иметь защитную одежду, очки и рукавицы. Паяльная лампа должна быть технически исправна. При накачке топлива нельзя создавать высокое давление, нельзя также доливать топливо в разогретую лампу. Кислоты и щелочи следует держать в стеклянных бутылях, а разводить их необходимо, доливая кислоты в воду, а не наоборот. На рабочем месте не должно быть тряпок, разлитого масла и смазки.
Роль рекламы в современных условиях на рынке монополистической конкуренции. курсовая работа (т). эктеория. 2021-06-23
Министерство
образования и науки РФ
Московский
государственный университет экономики, статистики и информатики
(МЭСИ)
Кафедра
экономической теории и инвестирования
Курсовая
работа по дисциплине «Микроэкономика»
на тему:
«Роль
рекламы в современных условиях на рынке монополистической конкуренции»
Руководитель: Вершинина А. А.
Выполнила: студентка группы ВСБ-101
Жернова Мария
Москва 2021
План
Введение
Глава
1. Рынок монополистической конкуренции
.1
Понятие монополистической конкуренции
1.2
Характеристика рынка монополистической конкуренции
Глава
2. Роль рекламы на рынке монополистической конкуренции
.1
Неценовая конкуренция. Реклама
.2
Влияние рекламы на реализацию продукции
.3
Роль рекламы на рынках монополистической конкуренции и оценка её возможных
последствий
Заключение
Список
использованной литературы
Введение
Представляется, что анализ тематики «Роль
рекламы в современных условиях на рынке монополистической конкуренции»
достаточно актуален и представляет научный и практический интерес.
Характеризуя степень научной разработанности
проблематики «Роль рекламы в современных условиях на рынке монополистической
конкуренции» следует учесть, что данная тема уже анализировалась у различных
авторов в различных изданиях: учебниках, монографиях, периодических изданиях и
в интернете.
Цель моей курсовой: исследовать роль рекламы в
современных условиях на рынке монополистической конкуренции.
Задачи работы заключаются в следующем: 1)
рассмотреть особенности рынка монополистической конкуренции; 2) выявить
основные черты монополистической конкуренции; 3) рассмотреть неценовую
конкуренцию с рекламой; 4) распознать роль рекламы в условиях несовершенной
конкуренции.
Мой интерес к данной теме связан, прежде всего,
с тем, что монополистическая конкуренция является не только наиболее
распространенной, но и наиболее трудно изучаемой формой отраслевых структур.
Для подобной отрасли не может быть построено абстрактной модели, как это можно
сделать в случаях чистой монополии и чистой конкуренции.
Многое, здесь, зависит от конкретных деталей,
характеризующих продукцию и технологию, а также от природы стратегического
выбора имеющегося у фирм.
Работа состоит из введения, глав основной части,
выводов (заключения), списка литературы.
Во введении обоснована актуальность выбора темы,
определены задачи, охарактеризованы методы исследования и источники информации,
показаны научная и практическая значимость.
В первой главе рассмотрены общетеоретические
вопросы рынка монополистической конкуренции.
Глава вторая посвящена рекламе в условиях
монополистической конкуренции.
Глава 1. Рынок монополистической
конкуренции
.1Понятие
монополистической конкуренции
Монополистическая конкуренция
– тип рыночной структуры несовершенной конкуренции. Это распространённый тип
рынка, наиболее близкий к совершенной конкуренции.
Монополистическая конкуренция является не только
наиболее распространённой, но и наиболее трудно изучаемой формой отраслевых
структур. Для подобной отрасли не может быть построено точной абстрактной
модели, как это можно сделать в случаях чистой монополии и чистой конкуренции.
Многое здесь зависит от конкретных деталей, характеризующих продукцию и
стратегию развития производителя, предсказать которые практически невозможно, а
также от природы стратегического выбора, имеющейся у фирм данной категории.
Такая структура рынка характерна для пищевой
промышленности, производства обуви и одежды, мебельной промышленности,
розничной торговли, книгоиздания, многих видов услуг и ряда других отраслей. В
России состояние рынка в этих сферах однозначно можно характеризовать как
монополистическую конкуренцию, особенно учитывая тот факт, что дифференциация
продукции в этих отраслях очень велика.
Монополистическая конкуренция характеризуется
тем, что каждая фирма в условиях дифференциации продукции обладает некоторой
монопольной властью над своим товаром: она может повышать или же понижать цену
на него вне зависимости от действий конкурентов. Однако эта власть
ограничивается как наличием достаточно большего количества производителей
аналогичных товаров, так и значительной свободой входа в отрасль других фирм.
Например, «фанаты» кроссовок фирмы «Reebok»
готовы заплатить за ее продукцию большую, чем за товары других фирм цену,
однако если разница в ценах окажется слишком значительной, покупатель всегда
найдет на рынке аналоги менее известных фирм по более низкой цене. То же
относится к продукции косметической промышленности, производству одежды, обуви
и т.д.

Абстрактная модель монополистической конкуренции
в краткосрочном периоде
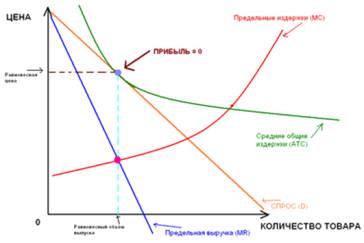
Абстрактная модель монополистической конкуренции
в долгосрочном периоде
.2 Характеристика рынка
монополистической конкуренции
На этом рынке действует множество мелких и
средних фирм. Товар каждой из них несколько отличается от товаров конкурентов.
Именно рынок монополистической конкуренции создает такое многообразие
ассортимента в наших магазинах, и покупатель готов заплатить немного дороже за
товар или услугу, которые наилучшим образом отвечают его вкусам. Следовательно,
рынок предлагает и большее внимание к клиенту по сравнению с рынком олигополии.
Однако разнообразие не всегда истинное.
Часто с помощью рекламы компании формируют
мнимые уникальные свойства товаров, чтобы любой ценой дифференцироваться от
товаров конкурентов. На этом рынке есть неценовая конкуренция, связанная с
дифференциацией товара. Дифференциацию всячески подчеркивают с помощью рекламы.
Продавец хорошо знает и может часами рассказывать об особенностях своего
товара, прекрасно знаком со своим рыночным сегментом и потребностями «своего»
покупателя. Тем не менее, при излишней дороговизне покупатель все же
переключиться на ближайший заменитель, продавец которого тоже наверняка сумеет
рассказать о преимуществах своего товара.
Именно реклама дает информацию для потребителей
и для других фирм об особенностях товара. Благодаря ей многие фирмы могут
значительно быстрее выйти на рынок и найти своего потребителя. В целом реклама
ускоряет многие рыночные процессы. Словом, реклама делает конкуренцию более
интенсивной. И если Ваш конкурент активно рекламирует свой товар, отбирая Вашу
долю рынка, Вам также придется участвовать в этой гонке и тратиться на
рекламную компанию. Барьеры входа для большинства фирм невысокие, однако,
каждый продавец, входящий на рынок, не сможет полностью скопировать товар
конкурента, ему придется предложить что-то новое.
Многие инновации рождались на рынке
монополистической конкуренции, но стали неотъемлемой частью по-настоящему
массовой продукции в портфеле товаров фирм-гигантов на рынке олигополии или
монополии.
На рынке монополистической конкуренции фирма не
является получателем цены, она может сама устанавливать цены на свою продукцию.
Несмотря на обилие товаров-заменителей на этом рынке, неоднородность товара, приверженность
и привычки покупателей затрудняют их переключение на товары и услуги других
фирм. Спрос на товар фирмы не является абсолютно эластичным. На рисунке 6
представлен график для определения оптимального уровня выпуска продукции в
краткосрочный период.
Плюсы и минусы монополистической конкуренции для
общества
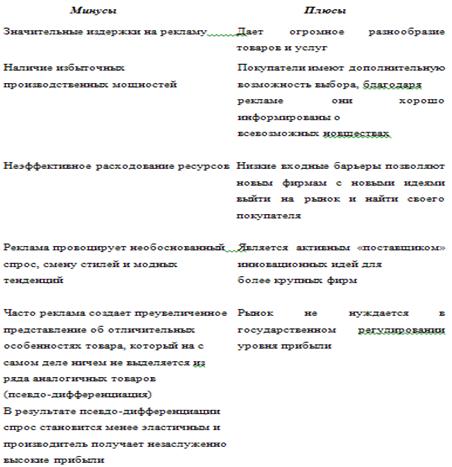
Как показывает практика, в реальной жизни
условия, присущие совершенной конкуренции и чистой монополии, редко
соблюдаются. Чистую монополию и совершенную конкуренцию можно рассматривать как
идеальные рыночные структуры, находящиеся на противоположных полюсах. Реальные
же рыночные структуры занимают промежуточное положение, совмещая в себе
отдельные черты и чистой монополии, и совершенной конкуренции. Одна из таких
рыночных структур – монополистическая конкуренция, для описания которой полезно
знать как представленную выше теоретическую модель рынка совершенной
конкуренции, так и модель чистой монополии. Монополистическая конкуренция –
рыночная структура, где превалируют черты совершенной конкуренции и имеются
отдельные элементы, характерные для чистой монополии.
Особенности монополистической конкуренции:
) В отрасли функционирует довольно значительное
количество небольших фирм, но численно их меньше, чем при совершенной
конкуренции. Фирмы создают похожую, но не одинаковую продукцию. Из этого
следует, что:
• отдельной фирме принадлежит лишь небольшая
доля рынка данного товара;
• рыночная власть отдельной фирмы ограничена,
следовательно, контроль рыночной иены товара отдельной фирмой тоже ограничен;
• отсутствует возможность сговора фирм и
картелизации отрасли (создания отраслевого картеля), так как достаточно велико
количество конкурирующих на рынке фирм;
• каждая фирма практически независима в своих
решениях и не учитывает реакцию других конкурирующих фирм при изменении цены
своего товара.
) Реализуемый в отрасли продукт носит
дифференцируемый характер. При монополистической конкуренции фирмы на рынке
имеют возможность выпускать товар, несхожий с производимым конкурентами.
Дифференциация продукции принимает следующие формы:
• разное качество продукции, т. е. товары могут
различаться по множеству параметров;
• различные услуги и условия, связанные с
продажей продукта (качество обслуживания);
• различия в размещении и доступности товаров
(например, небольшой магазин в жилом микрорайоне может конкурировать с
супермаркетом, несмотря на более узкий ассортимент предлагаемых товаров);
• мероприятия по стимулированию сбыта (реклама,
торговые марки и знаки) и упаковка создают зачастую мнимые различия, которые
навязываются потребителям.
Косметика, парфюмерия, фармацевтическая
продукция, бытовая техника, услуги и т. п. – примеры дифференцированной
продукции. Фирмы, производя дифференцированный продукт, имеют возможность в
определенных пределах менять цену продаваемого товара, и кривая спроса
отдельной фирмы имеет, как в случае с монополией, «падающий» характер.
Каждая фирма-монополистичекий конкурент
контролирует небольшую долю отраслевого рынка. Однако дифференциация продукции
приводит к тому, что единый рынок распадается на отдельные, относительно
самостоятельные части (сегменты рынка).
И на таком сегменте доля отдельной, возможно
даже маленькой, фирмы может быть очень большой. С другой стороны, товары,
продаваемые конкурентами, являются близкими заменителями данного, значит спрос
на продукцию отдельной фирмы достаточно эластичен и не понижается так резко,
как в случае монополии.
) Свобода входа в отрасль (на рынок) и выхода из
нее. Поскольку в условиях монополистической конкуренции фирмы обычно небольшие
по размеру, то чаще всего нет финансовых проблем при вступлении на рынок. С
другой стороны, при монополистической конкуренции могут возникнуть
дополнительные расходы, cвязанные
с необходимостью выделить свой товар (например, расходы на рекламу), что может
стать препятствием для входа новых фирм. Существование свободного входа фирм в
отрасль приводит к тому, что в результате конкурентной борьбы становится
типичной ситуация, когда предприятия в долгосрочном периоде не получают
экономических прибылей, функционируя в точке безубыточности.
) Существование неценовой конкуренции. Ситуация
отсутствия экономической прибыли, функционирование в точке безубыточности в
долгосрочном периоде не может долго удовлетворять предпринимателя. Стремясь
получить экономическую прибыль, он будет пытаться найти резервы увеличения
выручки. Возможности ценовой конкуренции в условиях монополистической
конкуренции ограничены, и основной резерв здесь – неценовая конкуренция.
Неценовая конкуренция построена на использовании
преимуществ отдельных фирм в техническом уровне, дизайне, надежности
эксплуатации производимых ими изделий. Решающую роль играют такие параметры
производимой продукции, как экологичность, энергоемкость, эргономические и
эстетические качества, безопасность в эксплуатации. В рамках реализации
неценовой конкуренции существует несколько методов:
• улучшение качества товара с течением времени,
что необходимо из-за существования конкуренции в отрасли;
• реклама. Особенность данной формы неценовой
конкуренции состоит в том, что идет приспособление потребительских вкусов к уже
существующим видам продукции. Цель рекламы – увеличение доли фирмы на рынке
этого товара. Каждая фирма-монополистический конкурент для успешной
деятельности должна учитывать не только цену товара и возможности ее изменения,
изменения самого продукта, но и возможности рекламно-пропагандистской компании.
Глава 2. Роль рекламы на рынке
монополистической конкуренции
.1 Неценовая конкуренция. Реклама
рынок монополистический конкуренция
реклама
Важную роль в дифференциации продукта играет
неценовая конкуренция. Потребитель заинтересован в покупке такого товара,
который не вызовет у него много хлопот (и головной боли) при его потреблении.
Если купленный холодильник постоянно ломается, телевизор не дает качественного
изображения, а музыкальный центр – чистого звука, то проблема гарантийного
ремонта приобретает первостепенное значение. Наличие этих услуг оказывается не
менее важным, чем более низкая цена товара.
В условиях научно-технического прогресса
стремительно увеличивается число предлагаемых товаров и услуг. Важную роль в их
проталкивании на рынке играет реклама.
Реклама пытается приспособить потребительский
спрос к новому продукту. Фирма заинтересована в рекламе, поскольку реклама
расширяет спрос и способствует уменьшению эластичности спроса по цене.
Допустим, первоначальные издержки равны АС1, а
объем продаваемой продукции – Q1. В результате успешно проведенной рекламы
объем продаж расширяется до Q2. При этом возможно даже понижение средних
издержек производства в результате значительной экономии от масштаба
производства, перекрывающей расходы, связанные с рекламой (АС2 < AC1).
Однако, если рекламная кампания окажется
неудачной и не будет способствовать продвижению товара на рынке, тот же самый
объем продукции (Q3 = Q1) фирма будет продавать по более высокой цене (АС3 >
АС1), которая возросла на величину издержек, связанных с рекламной кампанией.
По поводу рекламы существуют разные точки
зрения. Сторонники екламной деятельности считают ее необходимой, поскольку она
стимулирует изменение продукта, усиливает конкуренцию, ослабляет монопольную
власть, помогает потребителям познакомиться с новой продукцией, а также
финансирует национальные системы связи – печать, радио, телевидение.
Противники рекламы справедливо отмечают ее
негативные стороны:
необъективность (скорее дезинформирует, чем
просвещает);
высокие расходы, которые отражаются на цене,
уплачиваемой потребителем; тенденцию к самонейтрализации (“Сникерс”,
“Марс”, “Милки Вэй” и т. д.);
создание финансовых барьеров для вступления в
отрасль; “засорение” средств массовой информации.
Совершенная конкуренция, чистая монополия и
монополистическая конкуренция не исчерпывают многообразие типов рыночных
структур.
.2 Влияние рекламы на реализацию
продукции
Реклама
– один из основных элементов рыночной экономики и неценовой конкуренции. Она
выполняет следующие задачи:
) информирует потребителя о наличии товара,
причем затраты на нее экономически выгодны рекламодателю;
) повышает спрос на товар и побуждает
увеличивать его производство, что в свою очередь регулирует цены. Характерны
ситуации, когда производитель, довольствуясь минимальной прибылью, с помощью
рекламы значительно увеличивает объем реализуемой продукции, тем самым ускоряя
оборачиваемость своего капитала и получая большую прибыль;
) стимулирует конкуренцию, так как устанавливает
стандарты по характеристикам товара, которые более всего привлекают потребителя;
) помогает средствам массовой информации
оставаться независимыми, принося им определенный доход.
Все это свидетельствует о том, что реклама –
неотъемлемая часть рыночного процесса.
Прежде чем заниматься планированием рекламы,
следует выявить запросы потребителя и его отношение к данному товару, оценить
уровень конкуренции на рынке, то есть провести маркетинговые исследования.
Современный маркетинг рекомендует комплексно использовать различные виды и
средства рекламы. Комплексность должна обеспечить максимально полный охват
выбранного сегмента рынка. Каждого потенциального потребителя нужно снабдить
необходимыми сведениями о покупаемом товаре. Полученная эффективность от
реализации товара указывает на оптимальную насыщенность рекламы. Насыщенность
рекламы – объем всех рекламных мероприятий в заданный период времени на
выбранном секторе рынка. Величина этого объема оценивается затратами на
рекламные мероприятия. Эффективность определяется отношением объема реализации
продукции (общий объем запросов на продукцию к насыщенности рекламных
мероприятий за рассматриваемый период).
Каждый вид товара на конкретном рынке имеет свою
оптимальную насыщенность, то есть эффективность рекламы обладает особыми
закономерностями. Изменение объема реализации продукции (эффективность рекламы)
находится в прямой зависимости от насыщенности и применяемых рекламных средств.
При недостаточной насыщенности рекламы расходы на нее растут быстрее, чем
эффективность. Средства, вкладываемые в рекламную деятельность, используются
наиболее эффективно, когда насыщенность рекламы достигает оптимального уровня.
Дальнейшее увеличение затрат не приводит к
желаемым результатам: эффект от продаж остается на оптимальном уровне,
увеличение затрат на рекламу снижает ожидаемую прибыль. При слишком ограниченных
затратах на рекламу продукция реализуется медленно, предприятие несет убытки,
возникает эффект “антирекламы”.
Анализ позволяет предприятиям разработать
рекомендации по выбору наиболее выгодных видов рекламных мероприятий и
стимулировать рекламу в соответствии с определенным видом товара и конкретным
рынком на данный период времени. Эти закономерности для различных видов товара
практически одинаковы.
Таким образом, доход от реализации того или
иного товара в значительной степени определяется рекламой и ее способностью
убедить покупателя сделать выбор в пользу предлагаемого.
2.3 Роль рекламы на рынках
монополистической конкуренции и оценка её возможных последствий
Выдающаяся черта олигополии –
«немногочисленность». Когда относительно малое число фирм господствует на
рынках товаров и услуг, отрасль является олигополистической. Почему же
определенные отрасли контролируются единицами компаний? Ситуация обусловлена, в
немалой степени, существованием барьеров для вступления множеству операторов в
ту или иную отрасль.
Владение лицензиями и контроль над
стратегическим сырьем необходимы в высокотехнологичных отраслях (яркий пример –
российский рынок телекоммуникаций), в сфере производства «полуфабрикатов»
промышленного назначения (сталь, алюминий) и, конечно же, в
топливно-энергетическом комплексе. Но не менее существенным экономическим
барьером для вступления в отрасль могут быть огромные расходы на рекламу, что
наиболее ярко проявляется в отраслях, производящих потребительские товары
массового спроса.
Олигополистические черты приобретают и отрасли,
существование которых обусловлено именно этими рекламными расходами. В среде
рекламных агентств и средств массовой информации уже доминируют операторы, не
оставляющие для множества компаний и малейших шансов даже на попытку составить
конкуренцию.
Медиа-отрасли в немалой степени влияют на
деятельность государства как экономического агента, распределяющего права
контроля над стратегическими ресурсами, что, в свою очередь, и обеспечивает
единицам компаний необходимые условия для получения доходов, существенно
превышающих предельные издержки в условиях несовершенной конкуренции.
Таким образом, рекламу в условиях несовершенной
конкуренции целесообразно рассматривать:
) в качестве барьера для вхождения в отрасль;
) как источник существования олигополистических
отраслей с элементами монополии;
) в качестве экономического инструмента в
контексте «теории общественного выбора».
Реклама как барьер для вступления в отрасль
Рассматривая структуру распределения рекламных
бюджетов на телевизионную рекламу в 1999 году, несложно заметить «большую
восьмерку» крупнейших «российских» рекламодателей (у телерекламы традиционно
контрольный пакет в структуре всех затрат на рекламу в СМИ)
Чем же замечателен для описания роли рекламы в
условиях несовершенной конкуренции именно 1999 год? Рекламные расходы на год
планируются маркетинговыми службами начиная с сентября предыдущего года (к
ноябрю уже требуют «сверстанный» маркетинговый план). После августовского
дефолта в сентябре 98-го топ-менеджерам российских компаний жизненно важно было
вспомнить, что в соответствии с современной экономической теорией «максимизация
прибыли или минимизация издержек достигается тогда и только тогда, когда
предельный доход равен предельным издержкам (MR=MC)». Прогнозы доходов 1999
года представлялись не радужными. В результате в национальном рекламном поле
остались доминировать по-прежнему компании-олигополисты, для которых рекламные
расходы – это не влияющие на МС постоянные издержки, ориентированные на
поддержание ценности нематериальных активов (брэндов). Для подавляющего
большинства российских компаний реклама выступала в качестве «дорогого»
оперативного (не стратегического) инструмента стимулирования сбыта, то есть
рассматривалась в качестве переменных издержек, непосредственно влияющих на
предельные издержки (MC=dVC/dQ). Таким образом, рекламная активность
транснациональных корпораций, обеспечивающих себе олигополистические позиции в
своих отраслях, ориентирована не просто на достижение краткосрочных прибылей, но,
в большей степени, на увеличение «марочного капитала», со временем
материализующегося в долгосрочные прибыли.
Проблематика олигополий в отраслях, связанных с
производством товаров массового спроса, в немалой степени связана с тем, что
менеджеры региональных (не глобальных) компаний поздно начинают осознавать
ценность нематериальных активов (в данном случае – брэндов), за счет которых, в
частности, и обеспечиваются транснациональными корпорациями барьеры для
вхождения в отрасли производства товаров массового спроса. То есть брэнд,
характеризующийся высоким уровнем покупательской идентификации и, в
перспективе, формирующимися потребительскими предпочтениями, целесообразно
рассматривать в качестве не менее ценного стратегического ресурса, чем,
например, контроль над сырьем или патенты.
В годы становления рыночной экономики в России
транснациональные корпорации, не теряя времени, вкладывали миллионы долларов в
формирование потребительских предпочтений к своим брэндам, чем и обеспечили
себе доминирующие позиции на большинстве потребительских рынков.
Классическим примером «комплексного
использования» рекламы в процессе строительства барьеров для вступления в
отрасль стали ведущие мировые производители табачных изделий. В начале 90-х,
обеспечив своим ключевым брэндам высочайший уровень потребительской
узнаваемости посредством мощных рекламных кампаний на ТВ, компании принимают
активное участие в общественно-политических процессах, ориентированных на
введение существенных ограничений для рекламы табачных изделий в средствах
массовой информации. Одна из табачных компаний становится спонсором ключевых
мероприятий рекламной индустрии, реализуя свои олигополистические интересы при
безоговорочной поддержке облагодетельствованных общественных организаций и
рекламных операторов, участвующих в процессе рекламного законотворчества.
Стратегия «рекламного отрыва и ограничения рекламных возможностей для
догоняющих» обеспечила компаниям существенную информационную поддержку в
процессе формирования эксклюзивной дистрибуции, которая основана, прежде всего,
на монополизации прилавков в розничных торговых сетях.
Активность олигополистов других отраслей менее
«комплексна» в отношении рекламы, но глубокое проникновение мировых гигантов в
российскую розницу под массированным рекламным прикрытием в СМИ стало для
множества региональных производителей не менее существенным барьером для
вхождения в отрасль. Реклама в местах продаж (например, размещение в торговой
точке холодильников для прохладительных напитков) нередко предопределяет выбор
изнывающего от жары покупателя (мерчендайзеры Coca Cola строго следят за тем,
чтобы в фирменных холодильниках не встречалась продукция других компаний).
Странно, почему не вводятся до сих пор ограничения на рекламу вредных для
здоровья (по мнению подавляющего большинства гастроэнтерологов) напитков. Это
намного «облегчило» бы расходную часть двух компаний из «большой восьмерки»
российских рекламодателей. Но, видимо, и подверженный влиянию рекламы объем
потребления мог бы уменьшиться, и эффект масштаба представляется «мозговым
трестам» корпораций не менее перспективным в стремлении к монополизации рынка
soft drink.
Рассматриваемые данные о крупнейших
рекламодателях позволяют сделать вывод о самых олигополизированных отраслях,
где ключевой барьер – гигантские рекламные расходы. «Большая восьмерка» без
особого труда раскладывается на четыре отраслевых пары: Procter & Gamble –
Unilever в сфере бытовой химии, Mars- Nestle в кондитерской отрасли, Dandy –
Wrigley в «жевательной индустрии» и, конечно же, самый яркий пример Coca Cola –
PepsiCo. Отрыв от лидеров других компаний по отраслям исчисляется порядками.
Отрадно, что на пороге XXI века и российский
бизнес оказался не менее искусным в формировании олигополистических черт в
индустрии товаров массового спроса. Рыночные амбиции компании Wimm-Bill-Dann
при покорении отечественных рынков сокосодержащих напитков и молочной продукции
обеспечили достойное место для российской компании в мировой маркетинговой
табеле о рангах.
Этот факт, безусловно, заслуживает внимания при описании
роли рекламы в условиях несовершенной конкуренции и наталкивает на вывод:
олигополия на региональных рынках товаров массового спроса формируется не
только под натиском транснациональных корпораций, но и может стать прерогативой
региональных производителей.
Стратегия Wimm-Bill-Dann по вытеснению продукции
конкурентов путем расширения своего присутствия (постоянно растущий ассортимент
агрессивно продвигаемых брэндов) на нерезиновых прилавках практически
обеспечила компании олигополистические позиции в розничной торговле. Но группа
растущих розничных сетей, отказавшись от реализации востребованных брэндов при
попытке навязывания производителем розничных цен на продукцию Wimm-Bill-Dann,
продемонстрировала, что для удовлетворения покупательского спроса и
потребительскими предпочтениями можно пренебречь. Видимо, на вопрос «кто
главнее на рынке» все один и тот же ответ – «торговля – все еще королева»,
которая «обычно концентрирует свое внимание на нескольких товарах (или торговых
марках) и пытается заставить потребителей покупать именно их».
Несмотря на то, что реклама в СМИ становится все
менее эффективной, доля бюджетов, выделяемых на рекламную активность в местах
продаж, не увеличивается в том же объеме, в котором растет влияние розничного
продавца на покупательское поведение. То есть структура вложений в продвижение
брендов с 80-х годов не претерпевает существенных изменений, несмотря на смену
«рыночной» власти.
«Где же наши рекламные агентства, которые должны
стоять на службе интересов рекламодателей? Пока результаты медиа-тендеров
зависят от торговли с медиа-селлером, которому принадлежит 75% рынка, агентства
будут клевать с руки Заполя, а не отстаивать интересы своих клиентов. Где же
сами клиенты, интересы которых должны отстаивать их сотрудники? Здесь я выскажу
смелое предположение о том, – констатирует главный редактор «Рекламного
журнала», – что проблема акционеров сотрудников не волнует. Страшно далеки
акционеры от народа. Зачастую их разделяет океан. Поэтому, пока штаб-квартира
P&G изумляется тому, что эффективность медиа постоянно падает,
эффективность деятельности медиа-селлеров, агентств и их сотрудников
растет…».10 То есть причина более чем тривиальна: отрасли, живущие за счет
рекламных расходов, существенно влияют на параметры продвижения глобальных
брэндов.
Реклама как источник существования
олигополистических отраслей
«Крупнейшие рекламные агентства получили выигрыш
от увеличения объема глобального маркетинга. За 13 лет, с 1976-го по 1989 год,
доля рынка многонациональных агентств возросла с 14 до 30% в мировых доходах,
поскольку рекламодатели отрабатывали рекламы марок с помощью одних и тех же
агентств по всей Европе, Азии и Северной Америке. К 1992 году объединенная доля
сетей ведущей десятки агентств в расходах на глобальную рекламу превысила 48%».
По результатам 2000 года золото, серебро и
бронзу рейтинга российских рекламных агентств (по оборотам) между собой
разделили ADV, BBDO и «канувшее в Лету» (по причине поглощения) D’Arcy. В
прессе их так и величали – «большая тройка». Для описания олигополистических
черт российского рекламного рынка достаточно просто присмотреться к ответам
руководителей агентств на вопрос «Как вы оцениваете соседей по тройке?». Игорь
Лутц (BBDO): «Adventa и D’Arcy являются самыми серьезными нашими конкурентами. Тем
более, что у нас есть общие клиенты или те, кто активно конкурирует между
собой… Например, Mars – клиент наш и D’Arcy – конкурирует с Nestle, которого
ведет Adventa…» (Если присмотреться к рейтингу крупнейших «российских»
рекламодателей, то нетрудно уловить взаимосвязь позиций
корпораций-олигополистов с позициями агентств-олигополистов.)
По мнению Сергея Коптева (D’Arcy), «есть три
аспекта конкуренции. Первый – объективная конкуренция D’Arcy, ADV, BBDO, это
видимая часть айсберга. Ситуации, когда бы мы «сталкивались лбами» друг с
другом, бывают очень редко. И второй немаловажный аспект конкуренции – борьба
личных амбиций. Третий аспект конкуренции – это принадлежность к сети. Ведь
лидерами в России являются не только Adventa, BBDO и D’Arcy. Это Interpublic,
Omnicom и BCom3. Поэтому какие-то внутренние проблемы у нас решаются с точки
зрения высшей (не локальной) логики».
Если браки заключаются на небесах, то
партнерские отношения определяются в штаб-квартирах транснациональных
корпораций. Причем международные рекламные сети, упомянутые выше, имеют
непосредственное отношение именно к этим всемирным бюджетам.
Таким образом, принадлежность к той или иной
международной рекламной группе предопределяет рыночные позиции олигополистов
региональных рекламных рынков. И, несмотря на уровень конкурентоспособности
региональных рекламных агентств, топ-менеджеры российских представительств
транснациональных корпораций связаны международными соглашениями и, в
подавляющем большинстве, не в силах повлиять на выбор рекламного партнера.
Именно этот фактор обуславливает олигополистические позиции лидеров рекламного
рынка.
Существует и другая, не менее интересная для
описания роли рекламы в условиях несовершенной конкуренции, сторона рекламной
отрасли – медиа-индустрия. В отличие от связки «корпорация – рекламное
агентство», где доминирует «глобальная» олигополия, в системе перераспределения
рекламных бюджетов, ориентированных на средства массовой информации,
господствует монополия. Дмитрий Коробков, глава рекламной группы ADV, являющейся
безусловным лидером в секторе «корпорации – агентства» открыто заявляет: «Что
касается медиа, то пока на рынке существует монополия, говорить о конкуренции
между медиа-агентствами смешно. Какой это рынок, когда 75% сырья
предоставляется одним поставщиком?»
Выступая на конференции «Мировая конкуренция и
мировое сотрудничество в области исследований и СМИ», начальник отдела контроля
законодательства о рекламе Министерства по антимонопольной политике Сергей
Пузыревский напомнил, что для компаний-монополистов существует государственный
реестр хозяйствующих субъектов, занимающих лидирующее положение на рынке.
Внесение в этот реестр означает, в частности, установление государственного
контроля над совершением сделок лидирующей компании во избежание недобросовестной
конкуренции… Тем не менее, по словам г-на Пузыревского, министерство еще не
сделало окончательных выводов о монополизации данного сектора рынка, и компания
«Видео Интернешнл» в реестр не внесена. Это связано со сложностями исследования
рынка рекламных услуг. Возможность мирного сосуществования власти и компании,
являющейся неестественным монополистом, приводит к рассмотрению роли рекламы в
контексте «теории общественного выбора».
Роль рекламы в контексте «теории общественного
выбора»
В постсоветской России «способы и методы,
посредством которых люди используют правительственные учреждения в своих
собственных интересах»16, стали основой становления олигополистических
отраслей, в которых контроль над стратегическими ресурсами является
основополагающим. В лицах владельцев олигополистических компаний нередко
узнаются герои «системы вращающихся дверей», при входе в которые, «реализуя
свои собственные цели и интересы особых групп, бюрократы стремятся к принятию
таких решений, которые открывали бы для них доступ к самостоятельному
использованию разнообразных ресурсов». При этом «бюрократия, как правило,
опасается не недовольства общества в целом, а прицельной критики со стороны
групп с особыми интересами, которые легко могут использовать для этого средства
массовой информации». При чем же здесь реклама и в чем ее роль в условиях
несовершенной конкуренции?
Например, в процессе развала медиа-олигополии
Гусинского (в стране существует три общенациональных канала, контролирующих
более 50% аудитории и доходов от рекламы, один из них – НТВ) первую скрипку
сыграл вопрос о финансовой несостоятельности телекомпании «НТВ». Ключевым
балансовым источником доходов телекомпаний являются рекламные поступления. И
первым ударом по НТВ стал отказ компании «Видео Интернэшнл» от обязательств по
продаже рекламного времени оппозиционного канала. Эксклюзивно реализуя
рекламному рынку более 75% рекламных возможностей, монополист поставил под удар
финансовую состоятельность до тех пор успешного медиа-бизнеса, в один момент
оставив телеканал без рекламных поступлений. Все бюджеты были переориентированы
на канал «ОРТ», рекламные возможности которого на исключительных условиях
наряду с РТР (несмотря на прямую конкурентность каналов) реализуются до сих
пор. Так что за такое участие в деле строительства российской государственности
внесение в реестр МАП компании «Видео Интернешнл» не грозит. И высшее
руководство страны, несмотря ни на что, «руководствуется в своей деятельности в
первую очередь экономическим принципом, то есть сравнивает предельные выгоды и
предельные издержки (и прежде всего выводы и издержки, связанные с принятием
решений): MB>MC».
Таким образом, можно констатировать, что реклама
как экономическое благо выступает в качестве средства связи между
экономическими объектами, в качестве которых в условиях несовершенной
конкуренции доминируют, прежде всего, фирмы и государство. А домохозяйства
осуществляют выбор среди известных марок потребительских товаров и имен
известных политиков.
На рынке монополистической конкуренции велика
роль рекламы как одного из способов решения такой проблемы и причины фиаско
рынка, как асимметричность рыночной информации.
В результате в добавление к издержкам, связанным
с избыточной мощностью, существуют также издержки, которые несут фирмы тогда,
когда они стремиться убедить потребителя в том, что их товары отличаются от
товаров конкурентов. Рынки монополистической конкуренции характеризуются
наличием товарных знаков и непрерывной разработкой новых товаров и улучшением
старых.
Многих потребителей смогли убедить, что качество
товаров с известными марками превосходит качество конкурентной продукции.
Вероятно, что фирмы на рынках с монополистической конкуренцией для увеличения
продаж будут скорее конкурировать с помощью улучшения товаров или разработки
новых, чем при помощи понижения цен. Улучшение товара отдельной фирмой позволит
ей извлекать прибыли пока остальные фирмы не скопируют эти улучшения. Часто эти
улучшения бывают поверхностными и несущественными. Но как только товар улучшен,
фирма обычно начинает рекламу, чтобы проинформировать потребителей об этих
изменениях.
Реклама и реализация товаров являются
процессами, требующими затрат. Издержки реализации – это все те издержки,
которые несет фирма, чтобы повлиять на продажи своего товара. Осуществляя
рекламные и прочие связанные с продажей расходы, фирма надеется увеличить
поступления, выручку. Реклама может воздействовать на уровень спроса на товар
фирмы и на ценовую эластичность этого спроса. Она, кроме того, может
воздействовать и на перекрестную эластичность спроса на продукт применительно к
ценам на товары конкурирующих фирм. Реклама также может увеличить спрос на
товары всех продавцов в товарной группе.
В условиях совершенной конкуренции нет стимулов
нести издержки реализации, т.к. товары являются совершенными заменителями, и
покупатели являются полностью информированными. Следовательно, при этих
обстоятельствах реклама бесполезна.
Фирмы занимаются рекламой и другой деятельностью
по продвижению товара тогда, когда они могут указать на уникальные стороны своих
товаров и когда информация не имеется в свободном распоряжении у покупателей.
При этом крайне важно, чтобы реклама была эффективна, т.е. издержки на ее
осуществление должны быть ниже тех дополнительных доходов, которые она способна
обеспечить.
Модель Дорфмана-Штайнера демонстрирует
зависимость оптимального числа рекламных расходов от характеристик
«остаточного» спроса на товар фирмы.
Пусть реклама дискретна, и ее интенсивность
можно измерить количеством рекламных объявлений. При этом будем считать, что
чем больше число рекламных объявлений, тем выше объем спроса на товар фирмы.
Стоимость одного рекламного объявления составляет t денежных единиц.
q = q(A,p), dq/dA > 0, dq/dp <
0
где q – объем спроса на продукцию данной фирмы;-
цена единицы товара, производимого данной фирмой;- количество рекламных
объявлений.
Функция прибыли, к максимизации которой
стремится фирма, имеет вид:
p = p*q(A,p) – TCíq(A,p)ý
– A*t
Тогда для поиска оптимальной доли расходов на рекламу
необходимо взять первую производную функции прибыли и прировнять ее к нулю. В
ре-зультате:
A*t
/ p*q
=d* = έDА
* L = έDА
/ – έD
P
где d* – оптимальная доля расходов на рекламу в
выручке продавца;
έD А – коэффициент
точечной эластичности спроса по рекламе;- показатель монопольной власти
Лернера;
έDP – коэффициент
точечной ценовой эластичности спроса на продукцию фирмы.
Следовательно, для определения оптимальной доли
затрат на рекламу в выручке фирмы, необходимо сопоставить коэффициент
эластичности спроса на рекламу и коэффициент ценовой эластичности спроса на
продукцию данной фирмы.
В отношении рекламы, в наибольшей степени
используемой именно на рынках монополистической конкуренции, могут быть
высказаны аргументы как «за», так и «против».
Заключение
Подводя итог моей курсовой работе, я могу
сказать, что модель монополистической конкуренции – это модель рыночной
организации, при которой огромное число небольших фирм предлагает к реализации
схожую, но не идентичную продукцию. При данной модели рыночного устройства
фирме довольно тяжело процветать и сохранять экономическую стабильность, т.к.
здесь действуют жесткие законы конкуренции, ведь каждая фирма стремится отбить
покупателей у соперников, прибегая к различным уловкам и ходам. Поэтому фирме,
действующей в условиях монополистической конкуренции необходимо серьезно
продумывать политику развития.
При такой организации важным средством
продвижения продукции является реклама, которая при верном планировании и
исполнении может в несколько раз увеличивать прибыль фирмы, привлечь
покупателей и поднять ее рейтинг.
При создании рекламных акций необходимо помнить
о региональных, экономических, демографических, климатические и другие
особенностях каждой страны и даже региона. Кроме того, важно учесть то, что при
пренебрежении определенными правилами, выделенными мною в курсовой работе,
фирма рискует навредить себе, потеряв покупателей, авторитет, а в крайних
случаях, при нарушении законов, установленных государством, даже быть
наказанной в соответствии с нормами, установленными законами.
А тем компаниям, которые уже работали с рекламой
посоветовать прибегать к различным маркетинговым ходам, позволяющим повысить
эффективность рекламных акций. К таким решениям можно отнести:
) Распространение пробных образцов товара,
размещая их в популярных журналах и вкладывая в упаковку других косметических
товаров;
) Продажа товаров со скидками;
) Упаковки по сниженной цене, которые позволяют
потребителю экономить на цене товара;
)Рекламные сувениры;
) Рекламные купоны, содержащие подробную
информацию о тех или иных товарах компании;
) Поведение продавцов.
Проведенный мной анализ всего информационного и
статистического материала, позволил мне разобраться в особенностях
функционирования рынка монополистической конкуренции и понять насколько важную
роль играет здесь реклама.
Список литературы
Р.М.
Нуреев «Курс микроэкономики» – Учебник для вузов.
Максимова
В.Ф. «Микроэкономика» – Учебное пособие -2003 г.
Интернет
ресурсы:
а)
<http://altaname.ru/micro>
б)
<http://ru.wikipedia.org>
Учебно-методический комплекс «предстерилизационная очистка инструментов» | учебно-методический материал на тему: | образовательная социальная сеть
ГБОУ СПО «Тольяттинский медколледж»
Учебно-методический комплекс
«Предстерилизационная очистка инструментов»
Междисциплинарный курс «Безопасная среда для пациента и персонала»
Профессиональный модуль «Выполнение работ по профессии Младшая
медицинская сестра по уходу за больными»
Специальность: 060101 Лечебное дело (углубленная подготовка)
Преподаватель: Леваева Е.В.
Общие сведения по теме
Тема. Предстерилизационная очистка инструментов
1. На изучение данной темы рабочей программой отводится 8 часов.
2. Цели изучения данной темы
2.1. Учебные цели
После изучения данной темы студент должен уметь:
После изучения данной темы студент должен знать:
2.2. Воспитательные цели
Изучение данной темы способствует воспитанию:
2.3. В результате освоения данной темы у студента должны формироваться следующие общие компетенции:
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их выполнение и качество.
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 4. Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, пациентами.
ОК 12. Организовывать рабочее место с соблюдением требований охраны труда, производственной санитарии, инфекционной и противопожарной безопасности.
2.4. Изучение данной темы способствует формированию следующих профессиональных компетенций, соответствующих основному виду профессиональной деятельности:
Решение проблем пациента посредством сестринского ухода
ПК 7.5. Оформлять медицинскую документацию.
ПК 7.7. Обеспечивать инфекционную безопасность.
ПК 7.8. Обеспечивать безопасную больничную среду для пациентов и персонала.
ПК 7.11. Обеспечивать производственную санитарию и личную гигиену на рабочем месте.
2.5. Карта формирования и оценки освоения компетенций
3. Интеграция темы
Схема междисциплинарных связей
4. Выход учебной темы:
5. Темы и формы учебно-исследовательской работы студентов:
5.1. Рекомендуемые темы рефератов
5.2. Рекомендуемые мультимедийные презентации
«Предстерилизационная очистка изделий медицинского назначения».
6. Рекомендуемая литература
6.1. Основные источники:
- Кулешова Л.И., Пустоветова Е.В. «Основы сестринского дела: курс лекций, сестринские технологии». – Ростов н/Д: Феникс, 2021
- Мухина С. А., Тарновская И. И. «Практическое руководство к предмету «Основы сестринского дела» Москва Издательская группа Гэотар-Медиа, 2008 (2021).
- Мухина С.А. Тарновская И.И. Теоретические основы сестринского дела: Учебник. – 2-е изд., испр. и доп. – Москва Издательская группа Гэотар-Медиа, 2008 (2021).
- Обуховец Т.П. Основы сестринского дела/ Т.П. Обуховец, стер. – Ростов н/Д: Феникс, 2021
- Обуховец Т.П. Основы сестринского дела: практикум/ Т.П. Обуховец. – Изд.15-е, стер. – Ростов н/Д: Феникс, 2021
- Осипова В.Л. «Внутрибольничная инфекция». Учебное пособие для медицинских училищ и колледжей Москва Издательская группа «Гэотар-Медиа» 2009.
- Осипова В.Л. «Дезинфекция» Учебное пособие для медицинских училищ и колледжей Москва Издательская группа «Гэотар-Медиа» 2009.
- Чижа А.Г. «Манипуляции в сестринском деле». – Изд.4-е. – Ростов н/Д: Феникс, 2021
6.2. Дополнительные источники:
- Островская И.В., Широкова Н.В. Основы сестринского дела: Учебник. – М.: Гэотар-Медиа, 2008
- Семина Н.А. Ковалева Е.П. Акимкин В.Г., Селькова Е.П., Храпунова И.А. «Профилактика внутрибольничного инфицирования медицинских работников» Практическое руководство Москва Издательство РАМН 2006г.
- Туркина Н.В., Филенко А. «Общий уход за больными». Учебник. Товарищество научных изданий КМК 2007
6.3. Интернет-источники:
- http://dezsredstva.ru/
- http://www.consultant.ru/
- www.rosmedlib.ru
Методическая разработка лекционного занятия
Тема. Предстерилизационная очисткаинструментов
Учебные цели
После изучения данной темы студент должен знать:
Воспитательные цели
Изучение данной темы способствует воспитанию:
В результате изучения данной темы на лекции у студента должны формироваться следующие общие компетенции:
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их выполнение и качество.
ОК 12. Организовывать рабочее место с соблюдением требований охраны труда, производственной санитарии, инфекционной и противопожарной безопасности.
Изучение данной темы на лекции способствует формированию следующих профессиональных компетенций, соответствующих основному виду профессиональной деятельности:
Решение проблем пациента посредством сестринского ухода
ПК 7.5. Оформлять медицинскую документацию.
ПК 7.7. Обеспечивать инфекционную безопасность
ПК 7.8. Обеспечивать безопасную больничную среду для пациентов и персонала.
Общее время занятия – 2 часа (90 минут).
Оснащение занятия: компьютер, мультимедийный проектор, презентация «Предстерилизационная очистка изделий медицинского назначения».
Форма организации лекции: лекция подготовлена в монологическом варианте, с элементами беседы.
План проведения занятия
№ п/п | Название этапа | Описание этапа | Цель этапа | Время, (мин.) |
1 | Организационный этап | Преподаватель отмечает присутствующих, проверяет наличие формы, объявляет тему, цели занятия, обосновывает актуальность изучаемой темы. | Сконцентрировать внимание на изучение данной темы и активизировать познавательную деятельность студентов. | 5 |
2 | Изложение нового материала | Дать определение понятия «предстерилизационная очистка». Рассказать о значимости предстерилизационной очистки инструментария многоразового использования, аппаратуры. Рассказать о цели ПСО. | Создать мотив для изучения ПСО, активизировать познавательную деятельность студентов. | 20 |
Рассказать о методиках проведения предстерилизационной очистки. Ручная и механизированная (ультразвуковые мойки) предстерилизационная очистка. Перечислить преимущества ультразвуковых моек, этапы предстерилизационной очистки. | Сформировать мотив для выработки умений правильно подготовить и применить моющие растворы для очистки мединструментария. | 30 | ||
Дать представление о контроле качества предстерилизационной очистки. Рассказать о моющих комплексах для проведения предстерилизационной очистки, приготовление, критерии использование, дезинфицирующих средствах, применяемых для предстерилизационной очистки. Рассказать об универсальной азопирамовой пробе. | Сформировать мотив для выработки умений правильно проводить этапы и контролькачества предстерилизационной очистки. | 25 | ||
3 | Заключение | Подвести итоги, повторить основные положения лекции, ответить на вопросы студентов. | Закрепить мотив к дальнейшему самостоятельному углубленному изучению темы для будущей успешной деятельности медсестры. | 8 |
4 | Резерв времени преподавателя | 2 | ||
Тема. Предстерилизационная очистка инструментов
План лекции
- Понятие «предстерилизационная очистка».
- Методика проведения предстерилизацинной очистки.
- Моющие комплексы и дезинфицирующие средства.
- Контроль качества предстерилизационной очистки.
- Азопирамовая проба.
- Понятие «предстерилизационная очистка»
Обработка медицинских инструментов включает в себя дезинфекцию, предстерилизационную очистку и стерилизацию. Общие правила организации указанных процессов установлены «Методическими указаниями по дезинфекции, предстерилизационной очистке и стерилизации изделий медицинского назначения» (МУ-287-113). Их утвердил Департамент Госсанэпиднадзора Минздрава РФ 30.12.1998 г. Кроме того, применяются утвержденные НИИ дезинфектологии Роспотребнадзора методические пособия по применению конкретных дезинфицирующих средств.
Для инструментария, который соприкасается со слизистыми оболочками и ранами, в том числе операционными, одной дезинфекции недостаточно. Требуется стерилизация. Но перед этим проводят предстерилизационную обработку.
Предстерилизационной очистке подвергаются изделия многократного применения, подлежащие стерилизации. Предстерилизационная очистка осуществляется в качестве самостоятельного процесса после дезинфекции изделий или при совмещении с ней.
Ее цель – удаление с изделий медицинского назначения любых неорганических и органических загрязнений (включая белковые, жировые, механические и другие), в том числе остатков лекарственных препаратов, сопровождающееся снижением общей микробной контаминации для облегчения последующей стерилизации этих изделий.
- Методика проведения предстерилизацинной очистки
Предстерилизационную очистку изделий осуществляют ручным или механизированным (в соответствии с инструкцией по эксплуатации, прилагаемой к конкретному оборудованию) способами.
ПСО ручным способом
Предстерилизационную очистку ручным способом осуществляют, используя емкости из пластмасс, стекла или покрытых эмалью (без повреждений).
1) замачивание в моющем комплексе при полном погружении изделия – 15 минут при t° ~50°С;
2) мойка каждого изделия при помощи ерша, ватно-марлевого тампона или щетки в моющем комплексе – 0,5 минут,
3) ополаскивание проточной водой 5-10 минут;
4) ополаскивание дистиллированной водой – 0,5 минут;
5) сушка горячим воздухом в СЖШ при открытой дверце при температуре 80-85°С до полного исчезновения влаги.
При проведении предстерилизационной очистки изделий медицинского назначения на последнем этапе – обязательное ополаскивание дистиллированной водой с последующей сушкой обработанных изделий горячим воздухом (85°С) до полного исчезновения влаги.
Механизированный способ ПСО
Механизированную обработку инструментов проводят в машинах специального назначения: для игл, инструментов. Работу проводят по инструкциям, приложенным к аппаратам.
Усовершенствование процесса ПСО изделий возможно за счет обработки изделий моющими или моюще-дезинфицирующими средствами в сочетании с ультразвуком. Это позволяет сократить трудоемкость и повысить качество обработки мединструментов. А также обеспечить охрану здоровья медицинских работников.
Преимущества ультразвуковых моек:
- Моющие комплексы и дезинфицирующие средства
При применении для предстерилизационной очистки растворов, содержащих 0,5% перекиси водорода и 0,5% моющего средства («Лотос», «Лотос-автомат», «Астра», «Маричка», «Прогресс»), а также 3% натрия двууглекислого (питьевая сода) не измененный по виду и цвету раствор можно использовать до 6 раз в течение рабочей смены с подогревом до 50°С.
Современные средства
При наличии у средства, наряду с моющими, также и антимикробных свойств (в том числе обязательно в отношении возбудителей парентеральных вирусных гепатитов и ВИЧ-инфекции) предстерилизационная очистка изделий может быть совмещена с их дезинфекцией.
Сальваниос – концентрированный раствор. Средство активно в отношении грамотрицательных и грамположительных бактерий (включая микобактерии туберкулеза), грибов рода Кандида и дерматофитов, вирусов (вирус гепатита В, ВИЧ-инфекций).
Применяется: для дезинфекции и предстерилизационной очистки, в том числе совмещенных в одном процессе, для дезинфекции изделий медицинского назначения из металлов, стекла, резины, пластмасс без предстерилизационной очистки, а также для совмещенного процесса дезинфекции с предстерилизационной очисткой изделий медицинского назначения (включая стоматологические инструменты, жесткие и гибкие эндоскопы и инструменты к ним). Препарат можно использовать для дезинфекции поверхностей в помещениях, жесткой мебели, сантехнического оборудования.
Состав: четвертичные аммонийные соединения, гуанидиновые производные и др. Срок активности рабочего раствора – 10 дней.
Петроксин – жидкий концентрат. Дезсредство обладает антимикробной активностью в отношении Гр и Гр- (включая микобактерии туберкулеза) микроорганизмов, вирусов (включая аденовирусы, вирусы гриппа, парагриппа, энтеровирусы, ротавирусы, вирус полиомиелита, вирусы энтеральных, парентеральных гепатитов, герпеса, атипичной пневмонии, птичьего гриппа, ВИЧ и других), грибов рода Кандида, Трихофитон и плесневелых грибов, ВБИ, анаэробной инфекции, а также спорицидными свойствами.
Применяется: средство Петроксин предназначено для дезинфекции и мытья поверхностей в помещениях, жесткой мебели, предметов обстановки, поверхностей аппаратов, приборов, санитарно-технического оборудования, белья, посуды (в том числе лабораторной и одноразовой), резиновых ковриков, обуви из резин, пластика и других полимерных материалов, уборочного инвентаря, предметов ухода за больными, в инфекционных очагах при проведении текущей, заключительной и профилактической дезинфекции; средство предназначено для дезинфекции кувезов и приспособлений к ним, комплектующих деталей наркозно-дыхательной аппаратуры, анестезиологического оборудования;средство предназначено для дезинфекции, совмещенной с предстерилизационной очисткой, изделий медицинского назначения из коррозионно-стойких материалов (включая хирургические и стоматологические инструменты, в том числе вращающиеся, инструменты к эндоскопам) ручным и механизированным (в ультразвуковых установках любого типа) способами; средство предназначено для предстерилизационной очистки, не совмещенной с дезинфекцией, изделий медицинского назначения из коррозионно-стойких материалов (включая инструменты к эндоскопам, хирургические и стоматологические инструменты, в том числе вращающиеся, а также стоматологические материалы) ручным и механизированным (в ультразвуковых установках любого типа) способами.
Состав: Композиция: ЧАС КИСЛОРОДОСОДЕРЖАЩЕЕ (перекись водорода, НУК, перборат, перкарбонат и др.). Срок активности рабочего раствора – 14 дней.
- Контроль качества предстерилизационной очистки
Контроль качества предстерилизационной очистки проводится постановкой следующих проб:
Контроль качества предстерилизационной очистки проводят в ЛПУ ежедневно, под руководством старшей медицинской сестры. Проверке подлежит 1% изделий от партии (одного наименования), но не менее трех единиц.
В случае положительной пробы всю группу изделий, из которой отбирали контроль, подвергают повторной очистке до получения отрицательных результатов.
Результаты контроля отражают в специальном журнале.
Самоконтроль проводят ежедневно, старшая медсестра – 1 раз в неделю, СЭС – 1 раз в квартал.
- Азопирамовая проба
Азопирамовый реактив – 100 мл амидопирина, 1 мл солянокислого анилина смешать в сухой посуде и залить 96% этиловым спиртом до 1 литра. Готовый раствор может храниться в плотно закрытом флаконе в темном месте в холодильнике два месяца, при комнатной температуре 18-23 °С не более месяца. Умеренное пожелтение реактива в процессе хранения без выпадения осадка не снижает его рабочих качеств.
Приготовление рабочего раствора: непосредственно перед проверкой качества очистки готовят рабочий раствор, смешивая равные объемы «азопирама» и 3%-ного раствора перекиси водорода. Приготовленный раствор «азопирама» наносят на кровяное пятно. Если не позже чем через 1 минуту появляется фиолетовое окрашивание, переходящее затем в сиреневый цвет, реактив пригоден к употреблению, если окрашивание в течение 1 минуты не появляется, то реактивом пользоваться нельзя.
Методика постановки реакции. Рабочим раствором обрабатывают исследуемые изделия, протирают тампонами, смоченными реактивом, различные поверхности аппаратуры и оборудования, наносят несколько капель на исследуемый предмет. В присутствии следов крови менее чем через 1 минуту после контакта реактива с загрязненным участком появляется вначале фиолетовое окрашивание, затем быстро, в течение нескольких секунд, переходящее в розово-сиреневое. Буроватое окрашивание наблюдается при наличии на исследуемых предметах ржавчины, фиолетовое — при наличии хлорсодержащих окислителей.
- Особенности реакции:
- Окрашивание, наступившее позже чем через 1 минуту после обработки исследуемых предметов, не учитывается.
- Исследуемые предметы должны иметь комнатную температуру. Нельзя подвергать проверке горячие предметы.
- Держать рабочий раствор на ярком свету или при повышенной температуре запрещается.
- Рабочий раствор «азопирама» должен быть использован в течение 1-2 часов.
- После проверки, независимо от результатов, следует удалить остатки азопирама с исследуемых предметов, обмыв их водой или протерев тампоном, смоченным водой или спиртом, а затем повторить предстерилизационную очистку этих предметов.
Методическая разработка практического занятия для преподавателя
Тема. Предстерилизационная очистка инструментов
Учебные цели
После изучения данной темы студент должен уметь:
После изучения данной темы студент должен знать:
Воспитательные цели
Изучение данной темы способствует воспитанию:
В результате освоения данной темы у студента должны формироваться следующие общие компетенции:
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их выполнение и качество.
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 4. Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, пациентами.
ОК 12. Организовывать рабочее место с соблюдением требований охраны труда, производственной санитарии, инфекционной и противопожарной безопасности.
Изучение данной темы является базой, на которой будут формироваться следующие профессиональные компетенции, соответствующие основному виду профессиональной деятельности:
Решение проблем пациента посредством сестринского ухода
ПК 7.5. Оформлять медицинскую документацию.
ПК 7.7. Обеспечивать инфекционную безопасность
ПК 7.8. Обеспечивать безопасную больничную среду для пациентов и персонала.
ПК 7.11. Обеспечивать производственную санитарию и личную гигиену на рабочем месте.
Общее время занятия – 6 часов (270 минут).
Место проведения занятия: кабинет «Технологии оказания медицинских услуг»
Оснащение занятия: компьютер, мультимедийный проектор, мультимедийная презентация. Инструкции по применению дезинфицирующих средств:
- Инструкция по применению дезинфицирующего средства «Самаровка»
- Инструкция по применению дезинфицирующего средства «Экобриз-концентрат»
- Инструкция по применению дезинфицирующего средства «Терецид»
Специальное оснащение: марлевые салфетки, ёршики, водный термометр, вата, ножницы, пинцеты, шпатели, пипетки, лотки, флаконы, раствор азопирама, перекись водорода 3%, дистиллированная вода, емкости-контейнеры для дезинфицирующих средств, перчатки.
Перечень обязательных манипуляций,
которые студент должен освоить на данном практическом занятии
План проведения занятия
№ п/п | Название этапа | Описание этапа | Цель этапа | Время (мин.) |
1 | 2 | 3 | 4 | 5 |
1 | Организационный этап | Преподаватель отмечает присут-ствующих, проверяет наличие формы, объявляет тему, цели занятия, обосновывает актуальность изучаемой темы. | Сформировать мотив для необходимости дальнейшего изучения данной темы, активизи-ровать познавательную деятельность студентов. | 5 |
2 | Контроль и коррекция исходного уровня знаний | Проверка домашнего задания.
| Проверить исходный уровень знаний студентов. | 25 |
3 | Педагогический показ и углубление знаний по теме |
Ситуация – упражнение: решение задач используя метод аналогии. Работа с методическими пособиями по раз-ведению дезинфицирующих средств. Ситуация – оценка: студентам пред-лагается реальная ситуация с готовым решением, причем, не всегда правильным, которое следует оценить «правильно» или «неправильно», прокомментировать и предложить свое решение (приложение 3). | Исключить ошибки сту-дентов в самостоятель-ной работе, развивать наблюдательность, уг-лубить знания студен-тов, активизировать познавательную деятельность, развить коммуникативные компетенции. | 55 |
Оценка освоения профессиональных компетенций
Формирование общих компетенций
Результаты (освоенные общие компетенции) | Основные показатели оценки результата | Формы и методы контроля и оценки |
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения про-фессиональных задач, оце-нивать их эффективность и качество. | Рационально организует и обоснованно выбирает типовые методы и способы выполнения профессиональных задач. Умеет анализировать свою деятельность, объективно оценивая эффективность и качество выполнения профессиональных задач. | |
ОК 3. Принимать решения в стандартных и нестан-дартных ситуациях и нести за них ответственность. | Демонстрирует способности быстро и точно оценивать ситуацию, принимать правильные решения в стан-дартных и нестандартных профессиональных ситуациях | |
ОК 4. Осуществлять поиск и использование информации, необходимой для эффектив-ного выполнения возложен-ных на него профессио-нальных задач, а также для своего профессионального и личностного развития. | Быстро и точно находит и использует необходимую информацию, выделяет главное. Использует различные источники информации. | |
ОК 6. Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями. | Вступает в контакт с любым типом собеседника, учитывая его особенности, соблюдая нормы и правила общения. Соблюдает правила этики и деонтологии. Владеет способами совместной деятельности в команде, умениями искать и находить компромиссы. | |
ОК 12. Организовывать рабочее место с соблюдени-ем требований охраны труда, производственной санита-рии, инфекционной и про-тивопожарной безопасности. | Готовит рабочее место с соблюдением требований охраны труда (производственной санитарии, противопожарной безопасности). Знает и соблюдает требования инфекционной безопасности. Знает и соблюдает правила техники безопасности при выполнении профессиональных задач. |
Приложение 1
Вопросы для собеседования
по теме: «Предстерилизационная очистка инструментов»
Собеседование проводится для актуализации знаний, полученных студентами ранее (на предыдущем занятии и при подготовке домашнего задания), для определения уровня понимания и усвоения материала. Студентам задаются вопросы на которые они отвечают друг за другом начиная с того на кого укажет преподаватель.
Время на ответ не более 2 минут.
- Дайте определение понятию ПСО.
- Назовите цель предстерилизацинной очистки.
- Перечислите способы ПСО.
- При помощи какой аппаратуры проводится механизированный способ ПСО.
- Назовите преимущества ультразвуковой мойки.
- Назовите этапы предстерилизацинной очистки.
- Перечислите состав моющих средств, используемых для предстерилизационной обработки.
- Какие меры защиты должен использовать медицинский работник при разведении дезинфицирующих растворов?
- Перечислите виды и цели проведения контроля качества ПСО.
- Какое количество инструментария необходимо взять для проведения контроля качества ПСО.
- Назовите основные компоненты азопирамовой пробы, температурный режим хранения.
- Назовите срок хранения рабочего раствора азопирама.
- Назовите характерное окрашивание азопирамовой пробы.
- Назовите характерное окрашивание фенолфталеиновой пробы.
- Назовите первую помощь при попадании окислителя на слизистую глаз.
- Назовите особенности реакции при проведении азопирамовой пробы.
- Назовите нормативные документы, регламентирующие способы и средства предстерилизационной очистки.
Приложение 2
Вопросы к блиц-опросу
по теме: «Предстерилизационная очистка инструментов»
Студентам зачитываются утверждения с которыми можно согласиться или не согласиться. Студенты отвечают «да» или «нет».
Время выполнения блиц-опроса – 5 минут
- Срок хранения рабочего раствора азопирама 2 дня?
- Исходный раствор азопирамовой пробы может храниться в плотно закрытом флаконе в темном месте в холодильнике два месяца?
- Исходный раствор азопирамовой пробы может храниться в плотно закрытом флаконе в темном месте при комнатной температуре 18-23 °С не более одной недели?
- При проведении предстерилизационной очистки изделий медицинского назначения на последнем этапе – обязательное проводится сушка горячим воздухом при температуре 70-75°С?
- Для приготовления исходного раствора азопирама используют 70% спирт?
- Фенолфталеиновую пробу проводят на остаток крови на инструментах?
- Контроль качества ПСО м/с проводят один раз в неделю?
- В случае положительной пробы всю группу изделий, из которой отбирали контроль, подвергают повторной очистке до получения отрицательных результатов?
- Контроль качества ПСО проводят после этапа стерилизации?
- Амидопириновая проба – определяет качество обработки инструментов от крови?
Критерии оценки:
0-1 ошибка – «4»
2 ошибки – «3»
3 ошибки – «2»
Эталоны ответов к блиц-опросу
по теме: «Предстерилизационная очистка инструментов»
- нет
- да
- нет
- нет
- нет
- нет
- нет
- да
- нет
- да
Приложение 3
Вниманию студентов предлагаются ситуационные задачи. Необходимо оценить действия сестры, указать на ошибки, если они есть. Предложить свой альтернативный выход из сложившейся проблемной ситуации, тактику медсестры. Также объяснить, каким образом можно было избежать проблемы (где это необходимо).
Ситуационные задачи
- При проверке качества предстерилизационной обработки процедурная медсестра обнаружила положительную фенолфталеиновую пробу. Какие дальнейшие действия медицинской сестры?
- При проверке качества предстерилизационной обработки шприцев амидопириновой пробой появилась сине-зеленая окраска. Можно отправлять шприцы на стерилизацию? Какие последующие действия медицинской сестры?
- Медсестра для приготовления рабочего раствора азопирама использовала 6% перекись водорода. При проведении пробы на готовность и функционирование реактива на кровяном пятне не получила нужного результата. Почему? Оцените действия медсестры.
- Медсестра погрузила зажимы в комплекс многократного применения комнатной температуры, затем подогрела его до 50 оС. Оцените действия медсестры.
- Медсестра, работая в перевязочном кабинете, заметила, что у нее нет раствора хлорамина 3%, поэтому она погрузила инструменты сразу в моющий комплекс, подогрев до 45оС. Оцените тактику медсестры.
- После применения моющего комплекса с «Лотосом» медсестра ополаскивала инструментарий под проточной водой в течение 3 минут. Оцените действия медсестры.
- Медсестра приготовила для предстерилизационной очистки моющий комплекс с «Лотосом», взяв для этого 5 гр. «Лотоса», 15 мл. 27,5% пергидроля и 980 мл воды. Оцените действия медсестры.
Эталон ответа к ситуационным задачам
- Положительная фенолфталеиновая проба свидетельствует о наличии остатков моющих средств на материале.
Тактика. Необходимо отправить его на повторную предстерилизационную обработку на этап промывание под проточной водой.
- Положительная амидопириновая проба свидетельствует о наличии на шприцах остатков скрытой крови.
Тактика. Отправить шприцы на повторную предстрилизационную очистку на этап замачивания шприцев в дезинфицирующем растворе.
- Медсестра допустила ошибку. Для приготовления рабочего раствора азопирама необходимо использовать 3% перекись водорода.
- Медсестра допустила ошибку, зажимы погружают в заранее подогретый раствор.
- Медсестра допустила ошибку, она нарушила этапы обработки мединструментария, не выполнив один из основных этапов обработки – дезинфекцию.
- Медсестра допустила ошибку, после применения моющего комплекса с «Лотосом» ополаскивание под проточной водой 10 минут.
- Медсестра приготовила моющий комплекс неправильно. Для приготовления данного комплекса необходимо: 17 мл 27,5% пергидроля, 5 гр. «Лотоса» и 978 мл воды.
Приложение 4
Вниманию студентов предлагаются задачи по разведению современных дезинфицирующих средств для проведения предстерилизационной очистки, используя расчетные таблицы.
Ситуации-упражнения
- Используя расчетные таблицы, определите процентное содержание и количество препарата «Самаровка» для приготовления 10 литров раствора, предназначенного для дезинфекции, совмещенной с предстерилизационной очисткой изделий медицинского назначения (кроме эндоскопов и инструментов к ним), укажите способ обеззараживания, время обработки, температуру раствора, укажите возможные варианты.
- Используя расчетные таблицы, определите процентное содержание и количество препарата «Самаровка» для приготовления 5 литров раствора, предназначенного для дезинфекции, совмещенной с предстерилизационной очисткой, медицинских инструментов к гибким эндоскопам, укажите способ обеззараживания, время обработки, температуру раствора, укажите возможные варианты.
- Используя расчетные таблицы, определите процентное содержание и количество препарата «Экобриз концентрат» для приготовления 20 литров раствора, предназначенного для предстерилизационной очисткой, не совмещенной с дезинфекцией, изделий медицинского назначения (кроме эндоскопов и инструментов к ним), укажите способ обеззараживания, время обработки, температуру раствора, укажите возможные варианты.
- Используя расчетные таблицы, определите процентное содержание и количество препарата «Экобриз концентрат» для приготовления 10 литров раствора, предназначенного для дезинфекции, совмещенной с предстерилизационной очисткой, изделий медицинского назначения (кроме эндоскопов и инструментов к ним) ручным способом, укажите способ обеззараживания, время обработки, температуру рабочего раствора, укажите возможные варианты.
- Используя расчетные таблицы, определите процентное содержание и количество препарата «Терецид» для приготовления 20 литров раствора, предназначенного для предстерилизационной очистки изделий медицинского назначения, в том числе хирургических и стоматологических инструментов и материалов, ручным способом, укажите способ обеззараживания, время обработки, температуру рабочего раствора, укажите возможные варианты.
- Используя расчетные таблицы, определите процентное содержание и количество препарата «Терецид» для приготовления 30 литров раствора, предназначенного для дезинфекции, совмещенной с предстерилизационной очисткой, изделий медицинского назначения (включая инструменты к эндоскопам, хирургические и стоматологические инструменты и материалы), ручным способом. При инфекциях бактериальной (включая туберкулез), вирусной и грибковой (кандидозы, дерматофитии) этиологии, укажите способ обеззараживания, время обработки, температуру рабочего раствора, укажите возможные варианты.
Приложение 5
Задание в тестовой форме
по теме: «Предстерилизационная очистка инструментов»
Вариант № 1
Допишите правильный ответ:
- Удаление белковых, жировых, механических __________ и остаточных количеств лекарственных препаратов называется ________ _________.
Выберите правильный ответ:
2. Основные этапы обработки медицинского инструментария отражены в нормативных документах:
а) Сан ПиН 3.1.5.2826-10
б) приказе 16/9
в) ОСТе 42-21-2-85
3. Пригодность рабочего раствора азопирама проверяют нанесением 2-3 капель раствора на:
а) стерильный ватный шарик
б) стерильную салфетку
в) тампон с кровяным пятном
4. Медицинские инструменты после моющего комплекса с «Лотосом» ополаскивают:
а) 15 минут
б) 7 минут
в) 10 минут
5. Контроль предстерилизационной очистки старшая медсестра проводит:
а) 1 раз в день
б) 1 раз в неделю
в) 1 раз в месяц
6. Укажите срок хранения рабочего раствора азопирама при комнатной температуре:
а) 2 месяца
б) 2-4 часа
в) 2 часа
7. Для проведения азопирамовой пробы берут:
а) 1% инструментов одного наименования
б) 3% инструментов одного наименования, но не менее трех инструментов
в) 1% инструментов одного наименования, но не менее трех инструментов
Заполните немые графы:
8. Перечислите виды проб, проводимых для контроля ПСО:
а) судановая
б) _____________________
б) _____________________
в) _____________________
9.
Установите соответствие:
Время выполнения теста – 10 минут.
Критерии оценки:
1-2 ошибки – «4»
3 ошибки – «3»
4 ошибки – «2
Задание в тестовой форме
по теме: «Предстерилизационная очистка инструментов»
Вариант № 2
Допишите правильный ответ:
- Предстерилизационная очистка – удаление __________, жировых, механических загрязнений и остаточных количеств ___________ _________.
Выберите правильный ответ:
- Основные этапы обработки медицинского инструментария отражены в нормативных документах:
а) ОСТ 42-21-2-85
б) приказ 720
в) приказ 16/9
- Ложноположительный результат при проведении азопирамовой пробы бывает:
а) при постановке пробы на горячем инструменте
б) при постановке пробы на старом инструменте
в) при постановке пробы на новом инструменте
- Медицинские инструменты после моющего комплекса с «Лотосом» ополаскивают:
а) в дистиллированной воде
б) под проточной водой
в) в кипяченой воде
5. Контроль предстерилизационной очистки медсестра проводит:
а) 1 раз в неделю
б) ежедневно
в) 1 раз в месяц
6. Укажите срок хранения исходного раствора азопирама при температуре 4С:
а) 1 месяц
б) 2 недели
в) 2 месяца
7. Какое количество инструментов берут для постановки азопирамовой пробы (всего 200 инструментов):
а) 2 инструмента
б) 3 инструмента
в) 10 инструментов
Заполните немые графы:
8. Перечислите компоненты, необходимые для приготовления исходного раствора азопирама.
а) 96 % спирт до 1 литра
б) _____________________
в) _____________________
9.
Установите соответствие
Время выполнения теста – 10 минут.
Критерии оценки:
1-2 ошибки – «4»
3 ошибки – «3»
4 ошибки – «2»
Эталон ответов
на задания в тестовой форме
по теме: «Методы простейшей физиотерапии. Оксигенотерапия».
I вариант | II вариант |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 9. одна часть исходного раствора азопирама и одна часть 3% перекись водорода. |
Б – 3,4 В – 5 Г –1 | 10.А – 5 Б – 1,4 В – 2 Г – 3 |
Время выполнения теста – 10 минут.
Критерии оценки:
1-2 ошибки – «4»
3 ошибки – «3»
4 ошибки – «2»





