
Расчет режимов механической обработки нанесенного покрытия – промышленность, производство – referat-zona.ru
7 Расчет режимов механической обработки нанесенного покрытия
Расчёт шлифовальной операции
Механическая обработка покрытий, наносимых на изношенные поверхности, является завершающей операцией в технологии восстановления деталей. Шлифование применяют, если твердость обрабатываемой поверхности больше HRC 35 – 40 или нужно получить высокую точность обработки и малую шероховатость. В таблице 9 приведены режимы шлифования восстанавливаемых поверхностей.
Таблица 9 – Режимы шлифования восстанавливаемых поверхностей
| Способ восстановления | Вид обработки | Материал и характеристики шлифовального круга | Режим обработки | |||
Ско-рость враще-ния круга VК, м/с | Скорость вращения детали, VД, м/мин | Про-дольная подача камня, м/мин | Глуби-на реза-ния, мм | |||
| Наплавка под слоем флюса | Черно-вая | Нормальный электрокорунд зернистость 40…50, твердость СТ – СТ1, связка керамическая | 25 – 30 | 10 – 15 | 0,7 – 1,2 | 0,01 – 0,05 |
| Чисто-вая | Белый электро-корунд, зернистость 25…40, твердость СМ1 – СМ2, связка керамическая | 30 – 32 | 12 – 15 | 0,4 – 0,7 | 0,008–0,015 | |
Используется кругло – шлифовальный станок 3Б161.
Выбран шлифовальный круг – ЭСТ (60) К.
Диаметр круга Dк – 600 мм;
Ширина круга Вк – 20 мм;
Расчёт шлифовальной операции проведём на примере чернового шлифования шатунных шеек.
Определим расчетную скорость шлифования:
![]() , (20)
, (20)
где Dд – диаметр шлифуемой поверхности, Dд = 62,9 мм;
Т – стойкость шлифовального круга, примем Т = 40 мин.;
t – глубина шлифования;
β – расчетный коэффициент шлифования, β = 0,35.
![]() .
.
Расчётная частота вращения детали:
![]() , (21)
, (21)
![]() .
.
Продольную подачу камня принимаем Sк = 0,7 м/мин.
Скорость вращения шлифовального круга:
![]() , (22)
, (22)
где Dк – диаметр шлифовального круга, мм;
nх – частота вращения шлифовального круга. Принято по паспортным данным станка nх = 1200 об/мин.
![]() .
.
Скорость перемещения стола:
![]() (23)
(23)
где Sпр – перемещение обрабатываемой детали вдоль ее оси за один оборот;
где Вк – ширина шлифовального круга, мм;
![]() ,
,
![]() .
.
Полученное значение Vc = 0,39 мм/мин находится в пределах скоростей перемещения стола, указанных в паспортных данных выбранного станка.
Основная нагрузка при шлифовании приходится на черновое шлифование. Определим потребную мощность на вращение шлифовального круга.
Эффективная мощность на вращение шлифовального круга:
![]() , (24)
, (24)
Рz – тангенциальная сила резания.
![]() , (25)
, (25)
![]() ,
,
![]()
Потребная мощность:
![]() , (26)
, (26)
где η – КПД шлифовального станка. Принято η = 0,75.
![]() кВт
кВт
Мощности выбранного станка достаточно для чернового шлифования на выбранных режимах.
Расчет коренных шеек и шеек под шестерню произведен аналогично. Полученные результаты внесены в таблицу 10
Таблица 10 – Режимы механической обработки коленчатых валов
| Наименова-ние операции | Vд, м/мин | nд, об/мин | VK, м/мин | Vc, м/мин | Sпр, мм/об | NПМ, кВт |
| Черновое шлифование шатунных шеек | 11 | 56 | 2,261 | 0,392 | 7 | 2,9 |
| Чистовое шлифование шатунных шеек | 18,1 | 95 | 2,261 | 0,665 | 7 | |
| Черновое шлифование коренных шеек | 11,5 | 50 | 2,261 | 0,385 | 7 | 2,2 |
| Чистовое шлифование коренных шеек | 19 | 85 | 2,261 | 0,6 | 7 | |
| Черновое шлифование шеек под шестерню | 9,82 | 73 | 2,261 | 0,51 | 7 | 2 |
| Чистовое шлифование шеек под шестерню | 15,4 | 108 | 2,261 | 0,74 | 7 |
§
6 Расчет основных режимов нанесения покрытия.
6.1 Сущность способа восстановления наплавкой под легирующим флюсом по оболочке.
Сущность способа заключается в следующем. Деталь обвертывают металлической оболочкой из листовой стали, плотно прижимают оболочку к поверхности детали с помощью специального приспособления и сваркой в среде углекислого газа прихватывают ее в стыке. После удаления приспособления производят автоматическую наплавку под флюсом непосредственно по металлической оболочке.
Технические требования при наплавке под легирующим флюсом по оболочке:
– твердость шеек после наплавки HRC 56-62;
– масляные каналы и грязеуловители должны быть очищены;
– овальность и конусность шеек не более Ra 0,2-0,4;
– биение средней коренной шейки относительно крайних не более 0,02 мм;
– не параллельность осей шатунных и коренных шеек не более 0,012 мм.
При наплавке выбираем проволоку Св.-08, ГОСТ-2246-70; флюс АН-348-А, ГОСТ-9087-69 по оболочке.
6.2 Разработка режимов восстановления
Основные режимы наплавки.
Сварочный ток выбираем по эмпирической формуле:
![]() , (9)
, (9)
где D – диаметр детали, мм.
Для шатунных и коренных шеек, с диаметром 60 мм и 70 мм соответственно, сварочный ток принимаем:
Iсв = 40 (3,91…4,12) = 156,4…164,8 А
Принимаем Iсв = 160 А.
Напряжение при наплавке принимаем U = 20…21 В.
Диаметр проволоки dпр = 1,6 мм.
Для шейки под шестерню, с диаметром 40 мм, сварочный ток принимаем:
Iсв = 40·3,41 = 136,4 А
Принимаем Iсв = 140 А.
Напряжение при наплавке принимаем U = 18…20 В.
Диаметр проволоки dпр = 1,2 мм.
Скорость наплавки определяется по формуле:
![]() , м/ч, (10)
, м/ч, (10)
где αН – коэффициент наплавки, г/А·ч (при наплавке постоянным током обратной полярности αН = 10 – 12 г/А·ч);
I – сила тока, А;
h – толщина наплавляемого слоя, мм;
S – шаг наплавки, мм;
γ – плотность электродной проволоки, г/см3 (γ = 7,85 г/см3).
Скорость наплавки
для шатунных шеек:
![]() м/ч,
м/ч,
для коренных шеек:
![]() м/ч,
м/ч,
для шеек под шестерню:
![]() м/ч.
м/ч.
Принимаем скорость наплавки VН = 29…32 м/ч.
Частота вращения детали:
![]() , мин-1, (11)
, мин-1, (11)
где d – диаметр детали, мм.
Частота вращения вала:
для шатунных шеек:
![]() мин-1,
мин-1,
для коренных шеек:
![]() мин-1,
мин-1,
для шеек под шестерню:
![]() мин-1.
мин-1.
Выбираем частоту вращения вала n = 2…4 мин-1.
Скорость подачи электродной проволоки:
![]() , м/ч, (12)
, м/ч, (12)
где dПР – диаметр электродной проволоки, мм.
Скорость подачи электродной проволоки:
для шатунных и коренных шеек:
![]() м/ч,
м/ч,
для шеек под шестерню:
![]() м/ч.
м/ч.
Шаг наплавки определяется из соотношения:
S = (2…2,5)dПР, мм (13)
S = 3,5 мм/об – для шатунных и коренных шеек.
S = 2,64 мм/об – для шеек под шестерню.
Смещение электрода определяется из соотношения:
l = (0,05…0,07)d, мм (14)
где d – диаметр детали, мм.
l = 3 мм – для шатунных шеек.
l = 3,5 мм – для коренных шеек.
l = 2 мм – для шеек под шестерню.
Вылет электрода определяется из соотношения:
δ = (10…12)dПР, мм. (15)
δ = 17,6 мм – для шатунных и коренных шеек.
δ = 13,2 мм – для шеек под шестерню.
Толщина покрытия h определяется из соотношения:
h =![]() z1 z2, мм (16)
z1 z2, мм (16)
где И – износ детали, мм (берём средний из 50 износов);
z1 – припуск на обработку перед покрытием на сторону (z1 = 0,1…0,3 мм);
z2 – припуск на механическую обработку после нанесения покрытия на сторону, мм. Определяется согласно табл. 9 [1].
hШШ = 1,97 мм;
hКШ = 1,84 мм;
hШПШ = 1,458 мм,
hШШ, hКШ, hШПШ – соответственно толщина покрытия для шатунных шеек, коренных шеек и шеек под шестерню.
Норма времени на выполнение наплавочных работ определяется по формуле:
ТН = Т0 ТВС ТДОП ![]() , (17)
, (17)
где Т0 – основное время, определяется по формуле:
![]() , мин, (18)
, мин, (18)
где l – длина наплавляемого участка детали, мм; n – количество наплавляемых деталей, шт. (в учебных целях n = 7…12 штук).
Для шатунных шеек:
![]()
Для коренных шеек:
![]()
Для шеек под шестерню:
![]()
ТВС – вспомогательное время наплавки, мин. (в учебных целях принимается 2 – 4 мин.);
ТДОП – дополнительное время, определяется по следующей формуле:
![]() , мин, (19)
, мин, (19)
где К = 10…14 % – коэффициент, учитывающий долю дополнительного времени от основного и вспомогательного.
Для шатунных шеек:
![]()
Для коренных шеек:
![]()
Для шеек под шестерню:
![]()
ТПЗ – подготовительно-заключительное время, мин (в учебных целях принимается 16…20 мин).
Норма времени на выполнение наплавочных работ для шатунных шеек:
![]()
Для наплавочной операции коренных шеек:
![]()
Для наплавочной операции шеек под шестерню:
![]()
§
5. Выбор рационального способа восстановления детали
Как правило, изношенные поверхности деталей могут быть восстановлены несколькими способами. В каждом конкретном случае необходимо выбрать самый рациональный из них для обеспечения наилучших экономических показателей. Это зависит от конструктивно-технологических характеристик детали (формы, размера, материала, термообработки, поверхностной твердости и шероховатости), условий ее работы (характера нагрузки, рода и вида трения) и величины износа, а также стоимости восстановления.
Для учета названных факторов рекомендуется последовательно использовать три критерия:
1) технологический критерий, или критерий применимости;
2) технический критерий (критерий долговечности);
3) технико-экономический критерий (отношение себестоимости восстановления к коэффициенту долговечности).
Первый учитывает, с одной стороны, особенности поверхностей, а с другой – технологические возможности способов восстановления. После выявления возможных способов, исходя из технологических соображений, применяют технический критерий, то есть отбирают те методы, которые обеспечивают наибольший последующий межремонтный ресурс этих поверхностей. Эта оценка производится по коэффициенту долговечности КД, который в общем случае представляет собой функцию трех других коэффициентов:
КД=f (КИ КВ КСЦ), (6)
где КИ – коэффициент износостойкости,
КВ – коэффициент выносливости,
КСЦ – коэффициент сцепляемости,
f – поправочный коэффициент, учитывающий фактическую работоспособность восстановления деталей в условиях эксплуатации (f = 0,8…0,9). Для количественной оценки критерия долговечности необходимо иметь информацию по техническим ресурсам детали. Получение этих данных в процессе эксплуатации машин занимает много времени. К тому же не представляется возможным выявить основные физико-химические свойства восстановленных и новых деталей, которые определяют их долговечность. При получении указанных параметров на практике применяют методы ускоренных лабораторно-стендовых испытаний на надежность. Чтобы получить достоверную информацию, необходимо проводить испытания соответствующих деталей и соединений при одинаковых режимах нагрузки, скоростях относительного скольжения, температурах рабочих поверхностей и смазочных материалах. Оптимальным признается способ, имеющий минимальный технико-экономический показатель, равный отношению себестоимости восстановления к коэффициенту долговечности:
![]() (7)
(7)
где СВ – себестоимость восстановления поверхности, руб.;
КД – коэффициент долговечности восстанавливаемой поверхности.
Себестоимость восстановления СВ определяется из выражения:
СВ = СУ S (8)
где СУ – удельная себестоимость восстановления, руб./дм2;
S – площадь восстанавливаемой поверхности, дм2.
У коленчатого вала поверхности шатунных и коренных шеек могут быть восстановлены следующими способами: вибродуговая наплавка в жидкости, двухслойная наплавка под легирующим слоем флюса, плазменная металлизация, наплавка под легирующим флюсом по оболочке.
Предварительно отобранные методы восстановления для изношенных поверхностей сравниваются по значению технико-экономического показателя и сводятся в таблицу 8.
Таблица 8-Технико-экономическая характеристика способов восстановления шатунных шеек, шеек под шестерню и коренных.
№ де-фекта | Наименова-ние дефекта | Характеристика способов восстановления | Коэф. долго-вечнос-ти | Уд. себе-стоимость, Су, руб./дм | Площадь восстанов-ления, дм2 | Технико-экономч. показа-тель, Св/Кд, руб. |
1 | Износ поверхности шатунных шеек | Вибродуговая наплавка в жидкости | 0,53 | 17 | 3,918 | 125,66 |
| Двухслойная наплавка под слоем флюса | 0,80 | 24 | 3,918 | 117,5 | ||
| Наплавка под легирующим флюсом по оболочке | 0,80 | 24 | 3,918 | 117,5 | ||
2 | Износ поверхности шейки под шестерню | Вибродуговая наплавка в жидкости | 0,53 | 17 | 0,6049 | 19,4 |
| Двухслойная наплавка под слоем флюса | 0,80 | 24 | 0,6049 | 12,85 | ||
| Наплавка под легирующим флюсом по оболочке | 0,80 | 24 | 0,6049 | 12,85 | ||
3 | Износ поверхности коренных шеек | Вибродуговая наплавка в жидкости | 0,53 | 17 | 3,297 | 105,75 |
| Двухслойная наплавка под слоем флюса | 0,80 | 24 | 3,297 | 98,91 | ||
| Наплавка под легирующим флюсом по оболочке | 0,80 | 24 | 3,297 | 98,91 |
Несмотря на одинаковые технико-экономические показатели последних двух способов, наиболее приемлемым является способ под легирующим слоем флюса по оболочке.
Достоинство этого способа является отсутствие пор и трещин, высокие прочностные характеристики и простое, доступное по цене оборудование.
При испытании на усталостную и статическую прочность на машине УП-50 конструкции ЦНИИМАШ, лучшими характеристиками обладали образцы, восстановленные именно этим способом.
§
4 Построение гистограммы распределения износов
Для построения гистограммы распределения износов необходимо первоначально составить статистический ряд информации. Он представляет собой таблицу, куда входят следующие характеристики: интервалы, середины интервалов, частота и опытная вероятность (частость). Вся информация по износам разбивается на интервалы, количество которых определяется по формуле:
![]() , (3)
, (3)
где N – общее число измеренных деталей.
В нашем примере
![]() .
.
Протяженность одного интервала определяем по соотношению:
![]() , (4)
, (4)
где Иmax и Иmin – соответственно наибольшее и наименьшее значение износов (берется из таблицы 2). Подставим значения для шатунных шеек, получим:
![]() мм.
мм.
Протяженность интервала всегда округляют в большую сторону, тогда А=0,07 мм. Интервалы должны быть одинаковыми по величине и прилегать друг к другу без разрывов. Число интервалов и их протяженность используется для построения первой строки статистического ряда (таблица 5). Вторая строка статистического ряда представляет собой середину каждого интервала. Например, для первого интервала она составит:
![]() мм.
мм.
где И1, И2 –износы границ интервала, мм.
Для второго интервала середина определится как:
![]() мм.
мм.
Аналогично определяются остальные середины интервалов. Результаты сводятся в таблицу 4. Третья строка статистического ряда показывает частоту, то есть сколько деталей попадает в каждый интервал износов (исходные данные берутся из таблицы 2). При этом если на границе двух интервалов окажется несколько деталей с равным износом, то их поровну распределяют между этими интервалами. Четвертая строка статистического ряда показывает значения опытных вероятностей (частостей), которые определяются по формуле:
![]() , (5)
, (5)
где mj – опытная частота в i-ом интервале,
N – общее число замеренных деталей.
Например, ![]() ,
, ![]() и т.д.
и т.д.
Таблица 5-Статистический ряд
| Показатель | Интервал, мм | ||||||
| 1,527-1,597 | 1,597 – 1,667 | 1,667 – 1,737 | 1,737 – 1,807 | 1,807 – 1,877 | 1,877 – 1,947 | 1,947 – 2,017 | |
Середина интервала Исрj, мм Частота Опытная вероятность Рj | 1,562 8 0,16 | 1,632 11 0,22 | 1,702 8 0,16 | 1,772 1 0,02 | 1,842 18 0,36 | 1,912 5 0,1 | 1,982 3 0,06 |
Данные таблицы 5 используют для построения графиков, наглядно характеризующих опытное распределение случайной величины (в данном случае износов шатунных шеек): гистограммы и полигона.
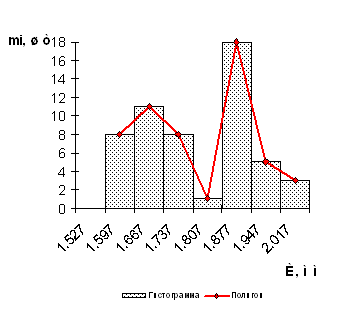
Рисунок 1 Гистограмма и полигон распределения износов шатунных шеек.
Аналогично рассчитываются статистические показатели для других дефектов детали и строятся гистограммы и полигоны распределения износов.
Рассчитаем статистические показатели для шеек под шестерню.
Протяжённость одного интервала для шеек под шестерню:
![]() мм.
мм.
Округляем в большую сторону, получим А=0,09 мм. Построим статистический ряд (таблица 6).
Таблица 6-Статистический ряд
| Показатель | Интервал, мм | ||||||
| 0,379-0,469 | 0,469 – 0,559 | 0,559 – 0,649 | 0,649 – 0,739 | 0,739 – 0,829 | 0,829 – 0,919 | 0,919 – 1,009 | |
Середина интервала Исрj, мм Частота Опытная вероятность Рj | 0,424 1 0,02 | 0,514 0 0 | 0,604 15 0,3 | 0,694 27 0,54 | 0,784 3 0,06 | 0,874 7 0,14 | 0,964 3 0,06 |
По данным таблицы 6 строим гистограмму и полигон распределения износов шеек под шестерню.
.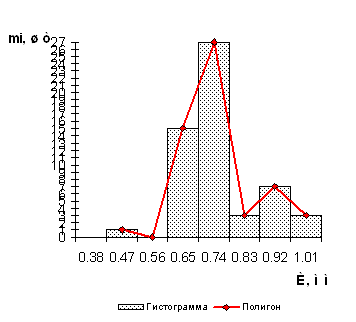
Рисунок 2 Гистограмма и полигон распределения износов шеек под шестерню.
Рассчитаем статистические показатели для коренных шеек.
Протяжённость одного интервала для шеек под шестерню:
![]() мм.
мм.
Округляем в большую сторону, получим А=0,14 мм.
Построим статистический ряд (таблица 7).
Таблица 7-Статистический ряд
| Показатель | Интервал, мм | ||||||
| 1,017-1,157 | 1,157 – 1,297 | 1,297 – 1,437 | 1,437 – 1,577 | 1,577 – 1,717 | 1,717 – 1,857 | 1,857 – 1,997 | |
Середина интервала Исрj, мм Частота Опытная вероятность Рj | 1,087 7 0,14 | 1,227 4 0,08 | 1,367 9 0,18 | 1,507 18 0,36 | 1,647 5 0,1 | 1,787 5 0,1 | 1,927 5 0,1 |
По данным таблицы 7 строим гистограмму и полигон распределения износов шеек под шестерню.
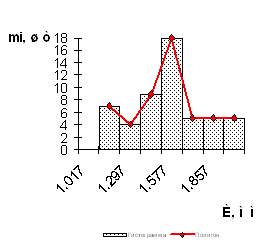
Рисунок 3 Гистограмма и полигон распределения износов коренных шеек.
§
2 Выбор средств измерения
При выборе средств измерения учитываются их метрологические и экономические показатели. Обобщающим показателем при выборе инструмента является погрешность при измерении. В общем случае должно выполнятся следующее условие:
![]() , (1)
, (1)
где ΔLim – суммарная погрешность средства измерения (по таблицам соответствующего ГОСТа, см. прил. 8, 9), мкм;
δ – допускаемая погрешность измерения, мкм.
Допускаемая погрешность измерения показывает, на сколько можно ошибиться при измерении размера заданной точности в меньшую или большую стороны, т.е. имеет знаки ![]() δ.
δ.
При расчете в курсовом проекте в учебных целях значения δ примем 20 % (для 10…17 квалитета) от значения допуска на изготовление.
Выбираем микрометр 0кл. МК-25-75 ГОСТ 6507-90 и штангенциркуль ШЦ-1-125 ГОСТ 166-74, прибор индикаторный ИЧ-02 кл.0 ГОСТ-577-68.
После расчета и подбора измерительных инструментов в курсовом проекте описывается каждый измерительный инструмент и его применение для выбранного объекта ремонта
3 Определение дефектов деталей и коэффициентов их повторяемости
Исходными данными для определения дефектов детали и коэффициентов их повторяемости являются размеры исследуемых поверхностей новой детали по чертежу, допустимые размеры детали в соединении с бывшими в эксплуатации деталями и с новыми.
Перед проведением расчетов необходимо произвести замеры исследуемых поверхностей у 50 – 60 изношенных деталей. Измеряемая поверхность должна быть тщательно очищена от загрязнений. Для измерений выбирают инструмент согласно методике, изложенной в [1].
В нашем случае имеется три дефекта:
– износ шатунных шеек;
– износ шейки под шестерню;
– износ коренных шеек.
Размер шатунных шеек:
– по чертежу dн = 60-0,013 мм.
– допустимый размер без ремонта
в соединении с новыми деталями – 59,987 мм.
Замерен диаметр у 50 шатунных шеек, получены следующие результаты:
58,12; 58,33; 58,30; 58,31; 58,13;
58,16; 58,16; 58,10; 58,12; 58,36;
58,15; 58,08; 58,15; 58,30; 58,42;
58,36; 58,46; 58,36; 58,10; 58,31;
58,38; 58,24; 58,12; 58,30; 58,17;
58,32; 58,38; 58,39; 58,11; 58,04;
58,12; 58,14; 58,38; 58,27; 58,12;
58,45; 58,16; 58,38; 58,17; 58,26;
58,13; 58,03; 58,43; 58,43; 58,03;
58,43; 58,13; 58,12; 58,43; 58,33.
Значения износов определяем по формулам:
– для валов И = dmin – dизм;
– для отверстия И = Dизм – Dmax,
где dизм и Dизм – измеренный диаметр соответственно вала и отверстия, мм;
dmin и Dmax – соответственно наименьший и наибольший предельные размеры вала и отверстия.
Для шатунных шеек dmin = 60 – 0,013 = 59,987 мм.
Тогда величины износов составят:
И1 = 59,987 – 58,12 = 1,867 мм; И2 = 59,987 – 58,33 = 1,657 мм;
И3 = 59,987 – 58,30 = 1,687 мм; И4 = 59,987 – 58,31 = 1,677 мм.
Остальные вычисления износов для сокращения не приводим, а результаты представим в сводной таблице 2 (вариационном ряде) информации, в которой полученные расчетом износы расположены в порядке их возрастания.
Таблица 2 Сводная ведомость по износам шатунных шеек
№ детали | Износ, мм | № детали | Износ, мм | № детали | Износ, мм |
1 | 2 | 3 | 4 | 5 | 6 |
1 | 1,527 | 21 | 1,687 | 41 | 1,867 |
2 | 1,537 | 22 | 1,687 | 42 | 1,867 |
3 | 1,557 | 23 | 1,687 | 43 | 1,867 |
4 | 1,557 | 24 | 1,717 | 44 | 1,877 |
5 | 1,557 | 25 | 1,727 | 45 | 1,887 |
6 | 1,557 | 26 | 1,747 | 46 | 1,887 |
7 | 1,567 | 27 | 1,817 | 47 | 1,907 |
8 | 1,597 | 28 | 1,817 | 48 | 1,947 |
9 | 1,607 | 29 | 1,827 | 49 | 1,957 |
10 | 1,607 | 30 | 1,827 | 50 | 1,957 |
11 | 1,607 | 31 | 1,827 | ||
12 | 1,607 | 32 | 1,837 | ||
1 | 2 | 3 | 4 | 5 | 6 |
13 | 1,627 | 33 | 1,837 | ||
14 | 1,627 | 34 | 1,847 | ||
15 | 1,627 | 35 | 1,857 | ||
16 | 1,657 | 36 | 1,857 | ||
17 | 1,657 | 37 | 1,857 | ||
18 | 1,667 | 38 | 1,867 | ||
19 | 1,677 | 39 | 1,867 | ||
20 | 1,677 | 40 | 1,867 |
Размер шеек под шестерню:
– по чертежу dн = ![]() мм.
мм.
– допустимый размер без ремонта
в соединении с новыми деталями – 40,009 мм.
Замерен диаметр у 50 шеек под шестерню, получены следующие результаты:
39,32; 39,33; 39,30; 39,31; 39,33;
39,26; 39,06; 39,30; 39,12; 39,36;
39,25; 39,38; 39,15; 39,30; 39,12;
39,36; 39,16; 39,36; 39,10; 39,31;
39,32; 39,32; 39,36; 39,30; 39,38;
39,34; 39,36; 39,38; 39,36; 39,37;13;
39,33; 39,39; 39,25; 39,27; 39,36;
39,33; 39,33; 39,23; 39,43; 39,33;
39,23; 39,08; 39,34; 39,38; 39,63.
Для шеек под шестерню dmin = 40 0,009 = 40,009 мм.
Результаты вычисления износов шеек под шестерню представим в сводной таблице 3.
Таблица 3- Сводная ведомость по износам шеек под шестерню
№ детали | Износ, мм | № детали | Износ, мм | № детали | Износ, мм |
1 | 0,379 | 21 | 0,679 | 41 | 0,829 |
2 | 0,579 | 22 | 0,679 | 42 | 0,849 |
3 | 0,619 | 23 | 0,679 | 43 | 0,859 |
4 | 0,629 | 24 | 0,679 | 44 | 0,879 |
5 | 0,629 | 25 | 0,689 | 45 | 0,889 |
6 | 0,629 | 26 | 0,689 | 46 | 0,889 |
7 | 0,629 | 27 | 0,689 | 47 | 0,909 |
8 | 0,639 | 28 | 0,689 | 48 | 0,929 |
9 | 0,649 | 29 | 0,699 | 49 | 0,929 |
10 | 0,649 | 30 | 0,699 | 50 | 0,949 |
11 | 0,649 | 31 | 0,709 | ||
12 | 0,649 | 32 | 0,709 | ||
13 | 0,649 | 33 | 0,709 | ||
14 | 0,649 | 34 | 0,709 | ||
15 | 0,649 | 35 | 0,739 | ||
16 | 0,649 | 36 | 0,749 | ||
17 | 0,669 | 37 | 0,759 | ||
18 | 0,669 | 38 | 0,759 | ||
19 | 0,679 | 39 | 0,779 | ||
20 | 0,679 | 40 | 0,779 |
Размер шеек под шестерню
– по чертежу dн = ![]() мм.
мм.
– допустимый размер без ремонта
в соединении с новыми деталями – 69,987 мм.
Замерен диаметр у 50 коренных шеек, получены следующие результаты:
68,57; 68,97; 68,80; 68,95; 68,83;
68,56; 68,36; 68,51; 68,52; 68,96;
68,51; 68,58; 68,25; 68,45; 68,35;
68,56; 68,96; 68,51; 68,44; 68,01;
68,31; 68,54; 68,22; 68,85; 68,57;
68,51; 68,48; 68,49; 68,24; 68,75;
68,51; 68,52; 68,58; 68,17; 68,62;
68,55; 68,86; 68,81; 68,35; 68,56;
68,23; 68,53; 68,11; 68,02; 68,47;
68,41; 68,07; 68,42; 68,54; 68,07.
Для коренных шеек dmin = 70 – 0,013 = 69,987 мм.
Результаты вычисления износов коренных шеек представим в сводной таблице 4.
Таблица 4-Сводная ведомость по износам коренных шеек
№ детали | Износ, мм | № детали | Износ, мм | № детали | Износ, мм |
1 | 2 | 3 | 4 | 5 | 6 |
1 | 1,017 | 21 | 1,447 | 41 | 1,737 |
2 | 1,027 | 22 | 1,457 | 42 | 1,747 |
3 | 1,027 | 23 | 1,467 | 43 | 1,757 |
4 | 1,037 | 24 | 1,467 | 44 | 1,767 |
5 | 1,127 | 25 | 1,477 | 45 | 1,817 |
6 | 1,137 | 26 | 1,477 | 46 | 1,877 |
1 | 2 | 3 | 4 | 5 | 6 |
7 | 1,157 | 27 | 1,477 | 47 | 1,917 |
8 | 1,177 | 28 | 1,477 | 48 | 1,917 |
9 | 1,187 | 29 | 1,477 | 49 | 1,967 |
10 | 1,237 | 30 | 1,497 | 50 | 1,977 |
11 | 1,367 | 31 | 1,507 | ||
12 | 1,407 | 32 | 1,517 | ||
13 | 1,407 | 33 | 1,537 | ||
14 | 1,417 | 34 | 1,547 | ||
15 | 1,417 | 35 | 1,567 | ||
16 | 1,427 | 36 | 1,577 | ||
17 | 1,427 | 37 | 1,627 | ||
18 | 1,427 | 38 | 1,637 | ||
19 | 1,437 | 39 | 1,637 | ||
20 | 1,447 | 40 | 1,677 |
Определяем коэффициент повторяемости дефекта по формуле:
 , (2)
, (2)
где Кi – коэффициент повторяемости i-го дефекта детали;
ni – число деталей, размеры поверхностей которых выходят за поле допуска на изготовление или на ремонтный размер изделия;
N – общее число замеренных деталей.
В нашем примере из табл. 3 ni = 50 деталей, так как у нас все детали изношенные, тогда по (3) получим:

Аналогично рассчитываются коэффициенты повторяемости для остальных дефектов.





