

Сверление, развертывание зенкерование и зенкование при слесарных работах
Сверлением называют процесс образования отверстий в сплошном материале режущим инструментом — сверлом. Точность обработки не превышает 11…127го квалитетов и шероховатость поверхности Rz = 25…80 мкм. Сверлением получают отверстия под крепежные болты, шпильки, заклепки, а также отверстия, предназначенные для дальнейшей обработки: рассверливания, зенкерования, развертывания и нарезания резьбы. Различают сверление сквозных отверстий, глухих отверстий и рассверливание. В тех случаях, когда заготовку нельзя установить на станке или отверстия расположены в труднодоступных местах, сверление осуществляют с помощью ручных дрелей, электрических или пневматических ручных машин.
Сверление на станках выполняют, осмотрев и подготовив станок к пуску, проверив плавность хода гильзы шпинделя, перемещение рукоятки подъема, подачу охлаждающей жидкости, исправность местного освещения и наличие инструмента. Сверла, имеющие цилиндрический хвостовик, закрепляют в патроне. Конусный хвостовик патрона устанавливают в отверстие шпинделя сверлильного станка и проверяют его биение. Сверла с коническим хвостовиком размещают непосредственно в шпинделе станка. В тех случаях, когда конус хвостовика сверла меньше конуса в шпинделе, применяют переходные втулки. Установка сверл с коническим хвостовиком обеспечивает их лучшие центрирование и закрепление по сравнению с установкой сверл в патроне. Для съема патрона или сверла в выбивное отверстие шпинделя вставляют клин, легкие удары молотком наносят по концу клина. Деталь закрепляют в тисках.
При сверлении отверстий диаметром более 10 мм тиски крепят к столу болтами, головки которых закладывают в продольные канавки на столе станка.
Сверление выполняют, предварительно совместив ось сверла с центром отверстия. Перемещение сверла на требуемую глубину определяют по линейке, закрепленной на станке, либо по лимбу. Для обеспечения максимальной производительности, сохранения стойкости сверл и качества обработки выбирают режим резания, т.е. сочетание скорости резания и подачи. Зная диаметр сверла, материал, из которого оно сделано и марку материала заготовки, можно выбрать режимы резания. Режимы резания при сверлении приведены в табл. 4. Во время работы сверло сильно нагревается, вызывая притупление режущих кромок, поэтому рекомендуется применять смазочно-охлаждающие технологические средства (СОТС).
Для повышения производительности труда и точности сверления отверстий применяют специальные приспособления — кондукторы. Точность сверления обеспечивается направлением сверла через направляющие закаленные втулки, укрепленные в корпусе кондуктора. При небольшой партии одинаковых деталей вместо кондуктора используют шаблон в виде пластины, форма которой соответствует форме детали. Шаблон накладывают на деталь, фиксируют в определенном положении и закрепляют струбцинами. При сверлении плоских тонких одинаковых деталей их собирают в пачку, накладывают шаблон и плотно стягивают струбцинами.
При глухом сверлении необходимо периодически выводить сверло из отверстия для удаления стружки из канавки сверла. При сверлении сквозных отверстий во избежание поломки сверла уменьшают подачу при его выходе. В процессе сверления пользуются ручной подачей. Сверление по разметке выполняют в два приема: пробное сверление, при котором сверлят небольшое углубление для контроля положения сверла, и окончательное по центру намеченного отверстия. Для получения отверстий диаметром более 20 мм предварительно сверлят отверстия сверлом меньшего диаметра и затем рассверливают его под размер сверлом большего диаметра. Разность диаметров первого и второго сверла составляет 10…15 мм.
Таблица 4. Скорость резания, м/мин (числитель), и частота вращения шпинделя, мин–1 (знаменатель)1
| Подача | Диаметр сверла, м | ||||
| 6 | 8 | 10 | 12 | 14 | |
| 0,18 | 27,6/1465 | 31,2/1235 | 33,8/1075 | 31,7/840 | 38,7/880 |
| 0,20 | 25,6/1355 | 28,7/1145 | 31,4/1000 | 29,5/781 | 36,1/818 |
| 0,25 | 22,9/1215 | 25,6/1020 | 28,0/894 | 26,3/697 | 32,1/731 |
| 0,30 | 20,9/1110 | 23,4/935 | 25,6/815 | 24,0/636 | 29,4/667 |
1 При сверлении углеродистой конструкционной стали с σв = 650 МПа сверлом из стали Р18 и работе с охлаждением.
При сверлении деталь устанавливают так, чтобы верхняя поверхность с размеченным отверстием была горизонтальной, иначе при незначительном перекосе сверло смещается — его «уводит» в сторону. В случае эксцентрического расположения отверстия относительно разметки его необходимо выправить. Для этого крейцмейселем с полукруглой режущей кромкой прорубают канавку в сторону, противоположную смещению сверла, размечают центр отверстия и засверливают. Окончательное сверление проводят после определения правильного расположения отверстия.
Для обеспечения точности рассверливание отверстий осуществляют с одной установки. Для этого из шпинделя вынимают сверло меньшего диаметра и вставляют сверло, диаметр которого соответствует заданному.
Наиболее сложной операцией является сверление отверстий в цилиндрических деталях. Вал или трубу укладывают в призму и с помощью штангенрейсмаса выполняют разметку и накернивают центры отверстий. Призму и деталь закрепляют на столе станка, совмещают сверло с намеченным углублением на детали и выполняют сверление.
Сверление электрическими или пневматическими ручными машинами выполняют в такой последовательности. Размечают и накернивают места сверления, подбирают сверло необходимого диаметра, закрепляют его в патроне и устанавливают патрон в шпинделе сверлильной машины. Подсоединяют токоподводящий провод к электросети или шланг к пневмосети. Проверяют работу машины на холостом ходу и биение сверла в патроне. Устанавливают сверло вершиной в керновое углубление и сверлят отверстие. В процессе сверления следят, чтобы ось сверла была перпендикулярна к плоскости сверления. Не выключая сверлильную машину, выводят сверло из отверстия. Отверстия диаметром до 9; 15 и 23 мм сверлят соответственно машинами легкого, среднего и тяжелого типа.
Сверление ручной дрелью выполняют в тех случаях, когда необходимо просверлить отверстие малого диаметра в труднодоступном месте крупногабаритного оборудования. При сверлении ручной дрелью работающий должен одновременно удерживать дрель в определенном положении, осуществлять соответствующий нажим, направленный по оси просверливаемого отверстия, и вращением рукоятки приводить во вращение сверло. Порядок выполнения операции при сверлении ручной дрелью аналогичен сверлению электрическими машинами.
Высокие производительность и точность сверления отверстий обеспечиваются правильно заточенным сверлом (с одинаковыми по размеру и остроте режущими кромками, определенным углом при вершине сверла, симметрично расположенным относительно его оси). Угол при вершине сверла выбирают в зависимости от материала заготовки: для стали и чугуна он должен составлять 116…118°, для латуни и бронзы 130…140°. Спиральные сверла затачивают на заточном станке с мелкозернистым шлифовальным кругом. Взяв сверло левой рукой за рабочую часть на расстоянии 15…20 мм от режущих кромок, правой охватывают хвостовик, слегка прижимая сверло к поверхности абразивного круга так, чтобы режущая кромка располагалась горизонтально и плотно прилегала задней поверхностью к кругу. Плавным движением правой руки, не отнимая сверла от круга, поворачивают его вокруг своей оси и, соблюдая правильный наклон, затачивают заднюю поверхность.
Заточку проводят с охлаждением, периодически погружая конец сверла в воду. После заточки задних поверхностей режущие кромки должны быть прямолинейными. По мере стачивания сверла образуется поперечная кромка, которую укорачивают подточкой. Подточку поперечной кромки применяют для сверл диаметром более 12 мм. Качество заточки сверл проверяют специальным шаблоном.
Развертывание отверстий применяют для получения точного по размеру и форме отверстия с шероховатостью поверхностей в пределах Rz = 1,25…0,16 мкм. Развертывание отверстий выполняют вручную, электро- и пневмосверлильными ручными машинами или на сверлильных станках развертками. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками, отверстия со шпоночным пазом — развертками со спиральными канавками, а отверстия под конические штифты — коническими развертками соответствующей конусности. Диаметр развертки подбирают по диаметру отверстия, а припуск под черновое и чистовое развертывание определяют в зависимости от его диаметра.
| Диаметр отверстия, мм | 7…6 | 6…18 | 18…30 30…50 |
| Припуск под развертывание, мм | |||
| черновое | 0,15 | 0,3 | 0,4 0,5 |
| чистовое | 0,05 | 0,10 | 0,2 0,25 |
В качестве СОТС при ручном развертывании отверстий в заготовках из стали применяют эмульсии и минеральное масло. В заготовках из бронзы и латуни развертывание осуществляют без масел. Ручное развертывание цилиндрическими развертками выполняют следующим образом. Заготовку с предварительно просверленным отверстием закрепляют в тисках так, чтобы был свободный выход развертки снизу отверстия. Рабочую часть черновой развертки смазывают минеральным маслом. Ее заборную часть вставляют в отверстие без перекоса. На хвостовик надевают вороток и, слегка нажимая одной рукой на развертку, другой вращают вороток по часовой стрелке.
Периодически развертку извлекают из отверстия для очистки от стружки и смазочного материала. Черновое развертывание заканчивают, когда 3/4 рабочей части развертки войдет в отверстие. Черновую развертку выводят из отверстия (обратное вращение не допускается) и в отверстие вставляют чистовую развертку. Операцию повторяют в той же последовательности.
Развертывание конических отверстий выполняют черновой, промежуточной и чистовой развертками в той же последовательности, что и развертывание цилиндрических отверстий.
При развертывании отверстий машинными развертками, в зависимости от диаметра, материала развертки и марки материала заготовки, выбирают скорость резания и частоту вращения шпинделя (табл. 5).
Большие скорости резания следует применять при развертывании заготовок из нормализованных сталей, меньшие — при развертывании заготовок из вязких сталей. При чистовом развертывании на сверлильном станке скорость резания должна составлять 6…8 м/мин.
СОТС, применяемые при развертывании, приведены ниже.
Материал заготовки
Сталь:
конструкционная . . . . . РЗ-СОЖ; ЛЗ-СОЖ; МР-1; МР-4
инструментальная . . . . ЛЗ-СОЖ1; МР-1; МР-4
легированная . . . . . . . . МР-4
Чугун . . . . . . . . . . . . . . . Без охлаждения; керосин; ОСМ-1
Медь. . . . . . . . . . . . . . . . Эмульсия
Латунь . . . . . . . . . . . . . . Без охлаждения
Бронза . . . . . . . . . . . . . . Без охлаждения
Алюминий. . . . . . . . . . . . ЛЗ-СОЖ1; В-31
Отверстия развертывают с одной установки после окончания сверления. Сверло вынимают из шпинделя и вставляют черновую развертку, а затем — чистовую. При этом сокращается время на переустановку детали и повышается точность обработки.
Таблица 5. Скорость резания, м/мин (числитель), и частота вращения шпинделя, мин–1 (знаменатель), при черновом развертывании (углеродистая, конструкционная, хромистая и хромоникелевая стали с σв = 650 МПа; развертки из стали Р18; работа с охлаждением)
| Подача S, мм/мин | d = 5 мм; t = 0,05 мм | d = 10 мм; t = 0,075 мм | d = 15 мм; t = 0,1 мм |
| До 0,5 | 24,0/1528 | 21,6/686 | 17,4/371 |
| 0,6 | 21,3/1357 | 19,2/613 | 15,3/326 |
| 0,7 | 19,3/1223 | 17,4/553 | 14,1/299 |
| 0,8 | 17,6/1123 | 15,9/514 | 12,9/273 |
| 1,0 | — | 13,8/439 | 11,1/236 |
| 1,2 | — | 12,3/391 | 9,9/209 |
Калибрующая часть развертки ближе к шейке имеет обратный конус (0,04…0,6) для уменьшения трения о стенки отверстия. Зубья на рабочей части (винтовые или прямые) могут быть расположены равномерно по окружности или неравномерно. Развертки с неравномерным шагом зубьев используют для обработки отверстий вручную. Они позволяют избежать образования огранки, т.е. получения отверстий неправильной цилиндрической формы.
Хвостовик ручной развертки имеет квадрат для установки воротка. Хвостовик машинных разверток диаметром до 10 мм выполняется цилиндрическим, других разверток — коническим с лапкой, как у сверл. Для черновой и чистовой обработки отверстий применяют комплект (набор) разверток, состоящий из двух-трех штук. Развертки изготовляют из тех же материалов, что и другие режущие инструменты для обработки отверстий.
Зенкерование — процесс обработки предварительно просверленных или полученных штамповкой либо литьем отверстий для получения правильной геометрической формы с точностью до 9–117го квалитетов и шероховатостью поверхности Rz = 1,25…2,5 мкм. Эта обработка может быть окончательной или промежуточной перед развертыванием.
Зенкерование выполняют на сверлильных станках специальными инструментами — зенкерами. Работа зенкера подобна работе сверла при рассверливании отверстия. Припуск на зенкерование зависит от диаметра отверстия.
| Диаметр отверстия, мм | 5…24 | 25…35 | 36…45 |
| Припуск, мм | 1,0 | 1,5 | 2,0 |
| Диаметр отверстия, мм | 46…55 | 56…65 | 66…75 |
| Припуск, мм | 2,5 | 3,0 | 3,5 |
По конструкции и оформлению режущих кромок зенкер отличается от сверла и имеет три-четыре зуба, что обеспечивает правильное и более устойчивое положение зенкера относительно оси отверстия.
Цилиндрические зенкеры различных диаметров применяют для получения цилиндрических отверстий, а конические с углом конуса при вершине 60, 75, 90 и 120° — для конических углублений. Зенкеры имеют направляющую цапфу, которая входит в отверстие, обеспечивая точность совпадения оси отверстия с цилиндрическим отверстием, образованным зенкером.
Зная диаметр, материал, из которого изготовлен зенкер, и марку материала заготовки, можно выбрать режим резания (табл. 6).
Таблица 6. Скорость резания, м/мин (числитель), и частота вращения, мин–1 (знаменатель), зенкера1 (углеродистая конструкционная сталь с σв = 650 МПа; зенкеры из стали Р18; работа с охлаждением)
| Подача S, мм/мин | D = 15 мм, цельный зенкер | D = 20 мм, цельный зенкер | D = 25 мм, цельный зенкер | D = 25 мм, насадной зенкер |
| 0,2 | 41,6/883 | – | – | – |
| 0,3 | 34,0/721 | 38,0/604 | 29,7/378 | 26,5/337 |
| 0,4 | 29,4/624 | 32,1/510 | 25,7/327 | 22,9/292 |
| 0,5 | 29,3/558 | 28,7/456 | 23,0/292 | 20,5/261 |
| 0,6 | 24,0/510 | 26,2/417 | 21,0/267 | 18,7/238 |
| 0,7 | 22,2/472 | 24,2/386 | 19,4/247 | 17,3/221 |
| 0,8 | – | 22,7/361 | 18,2/231 | 16,2/206 |
| 0,9 | – | 21,4/340 | 17,1/218 | 15,3/195 |
| 1,0 | – | 20,3/323 | 16,2/207 | 14,5/185 |
| 1,2 | – | – | 14,8/189 | 13,2/168 |
1 Глубина резания t = 1 мм, в остальных случаях t = 1,5 мм.
Зенкование — процесс обработки цилиндрических и конических углублений и фасок под головки болтов, винтов и заклепок в готовых отверстиях. Зенкование проводят на сверлильных станках с помощью зенковок или сверлом большего диаметра, чем диаметр отверстия. В отличие от зенкеров зенковки имеют режущие зубья на торце и направляющие цапфы, которыми зенковки вводятся в просверленное отверстие, что обеспечивает совпадение оси отверстия и образованного углубления под головку винта.

По форме режущей части зенковки бывают цилиндрические и конические. Цилиндрические зенковки с торцовыми зубьями применяют для расширения отверстий под головки винтов, под плоские шайбы, а также для образования уступов в отверстиях. Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, получения конического углубления под головки винтов и заклепок. Крепление зенковок и зенкеров на сверлильных станках не отличается от крепления сверл.
Сверление, рассверливание, зенкерование, развертывание и растачивание
ОБЩИЕ СВЕДЕНИЯ
1. ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
Сверление применяют для обработки глухих и сквозных отверстий цилиндрических, конических и многогранных внутренних поверхностей.
Применяют две разновидности сверления:
собственно сверление (получение отверстий в сплошном материале);
рассверливание (увеличение диаметра ранее просверленного, отлитого, пробитого при штамповке, прошитого, полученного методами электрофизической или электрохимической обработки отверстия).
Сверление и рассверливание обеспечивают точность обработки отверстий по 10 – 11-му квалитетам и качество поверхности Rz 80… 20 мкм (при обработке отверстий малого диаметра в цветных металлах и сплавах до Ra 2,5 мкм). Для получения более точных отверстий применяют зенкерование и развертывание.
Зенкерование, как и рассверливание, применяют для увеличения диаметра ранее полученного цилиндрического отверстия, а также для получения конических (коническими зенкерами) и плоских (торцами зенкеров при обработке ступенечатых отверстий) поверхностей. При зенкеровании после сверления получают точность по 9 – 10-му квалитетам, качество поверхности до Ra 2,5 мкм.
Развертывание применяют для окончательной (чистовой) обработки в основном цилиндрических отверстий, реже – для чистовой обработки конических и торцовых поверхностей. Точность по 6 – 8-му квалитетам, качество поверхности Ra 2,50…0,32 мкм.
2. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ СВЕРЛ, ЗЕНКЕРОВ И РАЗВЕРТОК
Элементы режущей части наиболее распространенного спирального сверла показаны на рис. 1 а, б.
У спирального сверла два зуба, каждый из которых имеет свою вершину, главную и вспомогательную режущие кромки, свою переднюю поверхность, главную и вспомогательную задние поверхности. У сверла есть также поперечная режущая кромка (перемычка), которая позволяет сверлу обрабатывать отверстия в сплошном материале.
Геометрию спирального сверла определяют следующие углы заточки.
Передний угол gхв рассматриваемой точке х главной режущей кромки измеряют в плоскости I-I, нормальной к главной режущей кромке, между касательной к передней поверхности в рассматриваемой точке х и нормалью к поверхности, образованной вращением главной режущей кромки вокруг оси сверла.
Задний угол aхизмеряют в плоскости, касательной к соосному со сверлом цилиндру, на поверхности которого лежит рассматриваемая точка х главной режущей кромки, между касательной к задней поверхности в точке х режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. У наружной поверхности угол gхнаибольший, а угол aх— наименьший.
Угол при вершине сверла 2j измеряют между главными режущими кромками. Угол 2j назначают в зависимости от обрабатываемого материала: для обработки стали, твердой бронзы 2j = 116… 118°, для обработки цветных металлов и их сплавов средней твердости 2j = 130… 140°.
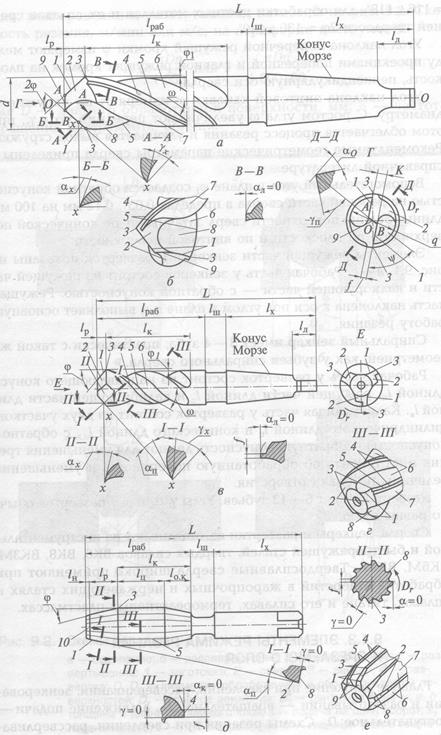
Рис. 9.1. Элементы режущей части сверла (а, б), зенкера (в, г) и развертки (д, е):
1 — главная режущая кромка; 2 — главная задняя поверхность; 3 — вершина зуба; 4 — вспомогательная задняя поверхность [ленточка]; 5 — вспомогательная режущая кромка; 6 — канавка; 7 — спинка зуба; 8 — передняя поверхность; 9 — перемычка (у сверла); 10 — направляющая часть (у развертки); L, lраб, lш, lх, lр, lк, lл, lц. lo.к — длина соответственно инструмента, его рабочей части, шейки, хвостовика, режущей части, калибрующей части, лапки цилиндрического участка и участка с обратной конусностью; Dr — главное движение; d — диаметр сверла; (j, j1 — главный и вспомогательный углы в плане; gх, aх — передний и задний углы в точке х; a0 — задний угол перемычки в точке О; w — угол наклона зуба; y — угол наклона перемычки; АВ — перемычка; aл — задний угол на ленточке; q — диаметр спинок зубьев
Угол наклона поперечной режущей кромки y измеряют между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла.
Угол наклона винтовой канавки w измеряют по наружному диаметру. С ростом угла со увеличивают передний угол gХ1при этом облегчается процесс резания и улучшается выход стружки. Рекомендуемые геометрические параметры сверла приведены в справочной литературе.
Вспомогательный угол в плане jх создается обратной конусностью на рабочей части сверла в пределах 0,03…0,12 мм на 100 мм длины. Задние поверхности сверл затачивают по конической поверхности, по плоскости и по винтовой поверхности.
Элементы режущей части зенкеров и разверток показаны на рис. 1.1, в — е. Рабочая часть у зенкеров состоит из режущей части и калибрующей части — с обратной конусностью. Режущая часть наклонена к оси под углом в плане j и выполняет основную работу резания.
Спиральный зенкер имеет 3 – 4 зуба, практически с такой же геометрией, как у зубьев спирального сверла.
Рабочая часть у разверток состоит из направляющего конуса длиной lН, режущей части длиной ip и калибрующей части длиной lК. Калибрующая часть у разверток состоит из двух участков: цилиндрического длиной lЦи конического длиной 70к с обратной конусностью. Обратную конусность делают для уменьшения трения инструмента об обработанную поверхность и уменьшения величины разбивки отверстия.
Развертка имеет 6 – 12 зубьев. Углы g, aк и w у разверток обычно равны нулю.
Сверла, зенкеры и развертки изготавливают из инструментальной и быстрорежущей сталей, твердых сплавов ВК6, ВК8, ВК3М, ВК6М, ВК8В. Твердосплавные сверла широко применяют при обработке отверстий в жаропрочных и нержавеющих сталях и сплавах, титане и его сплавах, термореактивных пластмассах.
3. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ И СРЕЗАЕМОГО СЛОЯ
Главное движение при сверлении, рассверливании, зенкеровании и развертывании — вращательное Dr, а движение подачи — поступательное Ds. Схемы резания при сверлении, рассверливании, зенкеровании и развертывании показаны на рис. 2. Скорость резания, м/мин или м/с, на периферии инструмента
 или
или 
где D — диаметр обработанной поверхности, мм; n — частота вращения инструмента, об/мин.
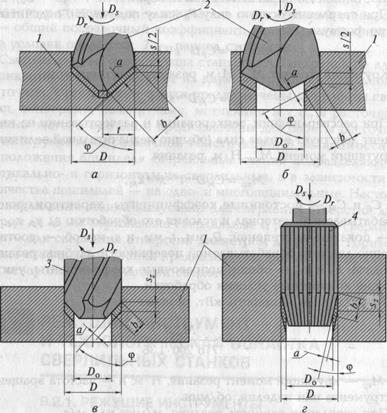
Рис. 1.2. Схемы резания:
а — сверление; б — рассверливание; в — зенкерование; г — развертывание; 1 — заготовка; 2 — сверло; 3 — зенкер; 4 — развертка; D, D0 — диаметры обработанной и обрабатываемой поверхностей; Dr — главное движение; Ds — движение подачи; а, и b -толщина и длина срезаемого слоя; s — подача на один оборот; sz –подача на зуб; t — глубина резания; j — главный угол в плане
Подача s — величина перемещения инструмента вдоль оси за один оборот. Подача sz, приходящаяся на один зуб инструмента, sz = s/z (z — число зубьев инструмента).
Толщину а срезаемого слоя измеряют в направлении, перпендикулярном к главной режущей кромке инструмента, а ширину b срезаемого слоя — вдоль этой режущей кромки.
При сверлении под глубиной резания t подразумевают расстояние от обработанной поверхности до оси сверла (t = D/2), а при рассверливании, зенкеровании и развертывании — расстояние от обработанной до обрабатываемой поверхности: t = (D – D0)/2.
При сверлении осевую силу Р0(силу подачи, Н), подсчитывают по формуле
Po = CpDzpsypkp.
Крутящий момент Мкр, Н•м, резания при сверлении
Mкp = CMDzMSyMkM.
При рассверливании, зенкеровании и развертывании на инструмент действует осевая сила (обычно незначительной величины) и крутящий момент Мкр, Н•м, резания
MKp=CMDzMtxMSyMkM
где СРи См— постоянные коэффициенты, характеризующие обрабатываемый материал и условия его обработки; zP, уР, zM, хм, ум— показатели степеней; D мм, t, мм, и s, мм/об, — соответственно диаметр обрабатываемой поверхности, глубина резания, и подача; кРи км— общие поправочные коэффициенты, учитывающие конкретные условия обработки. Эффективная мощность, кВт, резания
где Мкр — крутящий момент резания, Н•м; n — частота вращения инструмента или изделия, об/мин.
При сверлении скорость резания, м/мин или м/с,

При рассверливании, зенкеровании и развертывании

где Cv— постоянный коэффициент, характеризующий обрабатываемый материал и конкретные условия обработки; zv, xv, yv— показатели степеней; т — показатель относительной стойкости; kv— общий поправочный коэффициент, учитывающий конкретные условия обработки; Т — период стойкости.
Сверлильно-расточная группа станков, вторая группа по классификации ЭНИМС, состоит из двух подгрупп: сверлильной и расточной. Сверлильные станки предназначены для работы сверлами, зенкерами, развертками, метчиками и т.п., а расточные, помимо этого, в основном предназначены для работы расточными инструментами различной конструкции. В зависимости от расположения шпинделя сверлильные станки подразделяют на вертикально- и горизонтально-сверлильные, а в зависимости от количества шпинделей — на одно- и многошпиндельные. Настоль-но-сверлильные станки выпускают для сверления отверстий диаметром до 16 мм; вертикально-сверлильные и радиально-сверлиль-ные — для сверления отверстий диаметром до 100 мм. Горизонтально-сверлильные станки предназначены для получения глубоких отверстий специальными сверлами.
РЕЖУЩИЙ ИНСТРУМЕНТ И ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА СВЕРЛИЛЬНЫХ СТАНКОВ
РЕЖУЩИЕ ИНСТРУМЕНТЫ
Отверстия на сверлильных станках обрабатывают сверлами, зенкерами, развертками и метчиками. Все эти инструменты — осевые. Обработка этими инструментами осуществляется при главном вращательном движении Drинструмента или заготовки и при одном движении подачи Ds(чаще инструмента) вдоль оси инструмента или обрабатываемой поверхности.
При обработке осевыми инструментами возможны три кинематические схемы:
главное движение и движение подачи передают инструменту. Такую схему реализуют на сверлильных, координатно-расточных, агрегатно-сверлильных и агрегатно-расточных станках. При этой схеме имеет место увод оси инструмента, если эта ось не совпадает с направлением подачи заготовки или инструмента;
главное движение передают заготовке, а движение подачи — заготовке или инструменту. Используют на токарных, токарно-револьверных станках и токарных автоматах. Увод оси инструмента может иметь место в этом случае только из-за неодинаковости заточки зубьев инструмента;
вращательное движение сообщается и заготовке (v3, м/мин или м/с), и инструменту (vим/мин или м/с). Главным движением Drв этом случае будет то, скорость которого больше (обычно это скорость вращения инструмента vи).
Скорость резания (суммарная), м/мин или м/с, определяют по формуле v = v3 vи.
Движение подачи сообщают либо инструменту, либо заготовке.
Такую схему применяют только для сверления на некоторых автоматах и специальных станках. Диаметральный размер получается более точным, чем при предыдущей схеме.
Сверла по конструкции и назначению подразделяют на спиральные, центровочные и специальные. Наиболее распространенный для сверления и рассверливания инструмент — спиральное сверло (см. рис. 1.1, а, б), состоящее из рабочей части lраб, шейки lш, хвостовика lх и лапки lл.
В рабочей части lраб различают режущую lр и калибрующую-направляющую lк части с винтовыми канавками. Шейка lшсоединяет рабочую часть сверла с хвостовиком. Хвостовик lхнеобходим для установки сверла в шпинделе станка. Лапка lлслужит упором при выбивании сверла из отверстия шпинделя.
Элементы рабочей части и геометрические параметры спирального сверла показаны на рис. 1.1, б. Сверло имеет две главные режущие кромки 1, образованные пересечением передних 8 и главных задних 2 поверхностей лезвия и выполняющие основную работу резания; поперечную режущую кромку 9 (перемычку) и две вспомогательные режущие кромки 5. На калибрующей (направляющей, с обратной конусностью) части сверла вдоль винтовой канавки расположены две узкие ленточки 4 (вспомогательные задние поверхности), обеспечивающие направление сверла при резании и требуемую точность и качество обрабатываемой поверхности.
Зенкеры по виду обрабатываемых отверстий подразделяют на спиральные цилиндрические (см. рис. 1.1, в, г), конические (рис. 1.3, а) и торцовые (рис. 9.3, б). Зенкеры бывают цельные с коническим хвостовиком (см. рис. 1.1, в, г) и насадные (см. рис. 1.3, б).
Спиральный цилиндрический зенкер отличается от спирального сверла главным образом большим количеством зубьев (три-четыре) и отсутствием перемычки.
Зенкерование, как было указано ранее, применяется при обработке ранее полученных отверстий и торцовых поверхностей.
Развертками, как было указано в подразд. 1.1, окончательно обрабатывают отверстия. По форме обрабатываемого отверстия различают цилиндрические (рис. 1.1, д и 1.3, в) и конические (рис. 1.3, г) развертки. Развертки имеют 6 – 12 главных режущих кромок lК, расположенных на режущей части lр с направляющим конусом lН, вспомогательные режущие кромки расположены на калибрующей части 7К.
По конструкции закрепления развертки подразделяют на хвостовые (см. рис. 1.1, д и 1.3, в, г) и насадные (рис. 1.3, д, на котором показана машинная насадная развертка с механическим креплением режущих пластинок в ее корпусе).
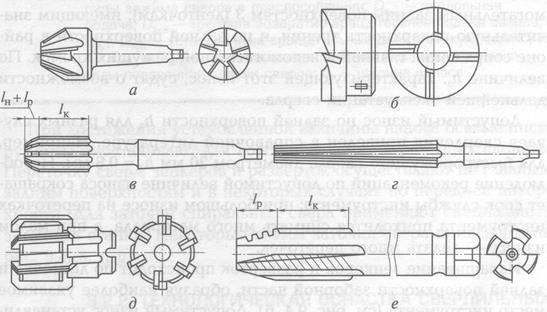
Рис.1.3. Инструменты для обработки отверстий на сверлильных станках: а,б – зенкеры, в,г, д – развертки, е – метчик; lн, lр, lк –
Метчики применяют для нарезания внутренних резьб. Метчик (рис. 9.3, е) представляет собой винт с прорезанными прямыми или винтовыми канавками, образующими режущие кромки. Рабочая часть метчика имеет режущую lр и калибрующую lК части. Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы. Метчик закрепляют в специальном патроне.
У зенкеров, разверток, метчиков, как и у сверл, режущие части выполняют основную работу резания. Калибрующие части служат для направления инструмента в отверстии и обеспечивают необходимую точность и качество обрабатываемой поверхности.
В процессе работы режущие элементы осевых инструментов подвергаются истиранию по передней, главной задней и вспомогательной поверхностям с одновременным тепловым воздействием. Это приводит к износу поверхностей инструментов (рис. 9.4, а, б), контактирующих с заготовкой и срезаемым слоем. Интенсивность изнашивания площадок сверл, зенкеров и разверток зависит от режима резания, материала режущей части и заготовки, от других условий обработки.
Изнашивание быстрорежущего сверла (см. рис. 9.4, а) протекает по передней 1, главной 2 и вспомогательной 3 задним поверхностям. Наиболее интенсивное изнашивание происходит по вспомогательным задним поверхностям 3 (ленточкам), имеющим значительную поверхность трения, и по задней поверхности в районе сопряжения главной и вспомогательной режущих кромок. По величине ii3, характеризующей этот износ, судят о возможности дальнейшей эксплуатации сверла.
Допустимый износ по задней поверхности h3для разных случаев сверления приведен в справочной литературе. Например, для быстрорежущего сверла диаметром 20 мм h3 = 0,8 мм. Несоблюдение рекомендаций по допустимой величине износа сокращает срок службы инструмента: при большом износе на переточках инструмента приходится снимать мното материала, а при малом износе — делать много переточек.
Изнашивание зенкеров и разверток происходит по ленточке и задней поверхности заборной части, образуя наиболее уязвимое место инструмента (см. рис. 1.4, б). Допустимый износ устанавливается по величине h3. Для быстрорежущих зенкеров диаметром D= 10…50 мм эта величина лежит в пределах 1 …2 мм, для твердосплавных 0,4…0,6 мм. Износ быстрорежущих разверток не должен превышать 0,6…0,8 мм.
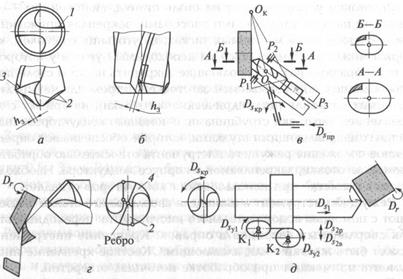
Рис. 1.4. Места износа сверла (а) и зенкера (б) и схемы заточки сверл по конической поверхности (в), по плоскости (г), по винтовой поверхности (д):
1 — передняя поверхность; 2, 3, 4 — главная, вспомогательная, дополнительная задние поверхности; K1, К2 — кулачки; P1t,Р2, Р3 — силы зажима сверла в приспособлении; DSnp — продольная подача; DSкp — круговая возвратно-вращательная подача сверла; DSy1, DSy2 — установочные вращательные движения кулачков К1и К2; Ds2pи Ds2b — соответственно рабочий и вспомогательный ходы поперечной подачи сверла; h3 — ширина износа
При достижении установленной величины износа осевые инструменты перетачивают для восстановления их режущих свойств. Переточку сверл, зенкеров и разверток осуществляют по главным задним поверхностям и в некоторых случаях по передней поверхности. Для заточки спиральных сверл применяют специальные заточные станки. Некоторые схемы заточки сверл приведены на рис. 9.4, в, г, д.
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА СВЕРЛИЛЬНЫХ СТАНКОВ
При обработке на сверлильных станках применяют различные приспособления для установки и укрепления заготовок на столах и инструментов на шпинделях станков.
Заготовки устанавливают на столе станка, снабженном Т-образными пазами, следующими способами: закрепляя прижимными планками или в машинных тисках; на угольник со столом, который может поворачиваться на необходимый угол и у которого есть Т-образные пазы, позволяющие закрепить на этом столе приспособление с обрабатываемой заготовкой; в трех- или четырехкулачковых патронах (цилиндрические заготовки); на призму с закреплением заготовки струбцинами; с помощью кондукторов, снабженных направляющими втулками, которые обеспечивают определенное положение режущего инструмента относительно обрабатываемой заготовки, закрепляемой в корпусе кондуктора. Необходимость в разметке при использовании кондукторов отпадает.
Режущий инструмент в шпинделе сверлильного станка закрепляют с помощью вспомогательного инструмента: переходных втулок сверлильных патронов и оправок. Крепление инструмента может быть жестким или плавающим. Жесткое крепление инструмента применяют при обработке неточных отверстий.
При развертывании отверстий с точностью по 7-му квалитету с направлением инструмента по кондукторным втулкам или по ранее обработанному отверстию необходимо применять самоустанавливающиеся патроны (качающиеся и плавающие), которые позволяют устранить деформации инструмента и шпинделя и свободно ориентировать инструмент относительно кондукторных втулок или обрабатываемого отверстия.
Режущие инструменты с коническим хвостовиком закрепляют непосредственно в коническом отверстии шпинделя сверлильного станка. Если размер конуса хвостовика инструмента меньше размера конического отверстия шпинделя, то применяют переходные конические втулки. Инструменты с цилиндрическим хвостовиком закрепляют в двух-, трехкулачковых или цанговых патронах.
СХЕМЫ ОБРАБОТКИ ЗАГОТОВОК НА СВЕРЛИЛЬНЫХ СТАНКАХ
На сверлильных станках выполняют сверление, рассверливание, зенкерование, развертывание, цекование, зенкование, нарезание резьбы и обработку сложных отверстий.
Схемы обработки заготовок, режущий инструмент и возможности сверления, рассверливания, зенкерования, развертывания приведены в подразд. 1.1 и 1.2.
Добавим, что сверление и рассверливание — это грубая обработка.
В зависимости от требуемой точности и величины партии обрабатываемых заготовок отверстия сверлят в кондукторе или по разметке.
Диаметр отверстия под рассверливание выбирают так, чтобы поперечная режущая кромка в работе не участвовала. В этом случае осевая сила уменьшается.
Зенкерование относится к получистовому виду обработки поверхностей отверстий, при этом методе снимают небольшие припуски 0,5…3 мм. Зенкер — более жесткий инструмент, чем сверло, и поэтому он исправляет искривление оси обрабатываемого отверстия после увода сверла, повышает точность обработки и качество поверхности цилиндрического отверстия.
Развертывание — чистовой метод обработки отверстий. Под развертывание оставляют небольшой припуск на сторону 0,05… 0,5 мм, и поэтому развертка не может исправить искривление оси отверстия, но увеличивает точность диаметрального размера и качество обработанной поверхности.
Применяют однократное, двухкратное и трехкратное развертывания. Однократное развертывание осуществляют черновой разверткой, оно обеспечивает точность по 8 – 9-му квалитетам; двухкратное развертывание осуществляют черновой и получистовой развертками, точность — по 7-му квалитету; трехкратное развертывание осуществляют черновой, получистовой и чистовой развертками, точность — до 6-го квалитета.
Цекование — обработка торцовой поверхности отверстия торцовым зенкером для достижения перпендикулярности плоской торцовой поверхности к оси (рис. 1.5, а).
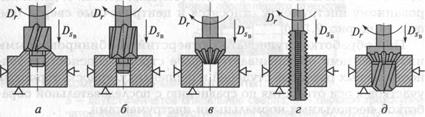
Рис. 1.5. Схемы обработки заготовок на вертикально-сверлильном станке:
а — цекование; б, в — зенкование; г — нарезание резьбы; д — комбинированная обработка; – неподвижная опора; <|- — зажим
Зенкованием получают в имеющихся отверстиях цилиндрические или конические углубления под головки винтов, болтов, заклепок и других деталей. На рис. 9.5, б, в показано зенкование цилиндрического углубления цилиндрической зенковкой и конического углубления коническим зенкером.
Нарезание резьбы — получение на внутренней цилиндрической поверхности с помощью метчика винтовой канавки (рис. 9.5, г).
Сверление глубоких отверстий (длина отверстия больше пяти его диаметров) выполняют на специальных горизонтально-сверлильных станках. При обработке глубоких отверстий спиральными сверлами происходит увод сверла и «разбивание» отверстия, затрудняются подвод смазочно-охлаждающей жидкости и отвод стружки. В связи с чем глубокие отверстия сверлят сверлами специальной конструкции. Смазочно-охлаждающая жидкость, подаваемая в зону резания, вымывает стружку через внутренний канал сверла.
Комбинированную обработку отверстий применяют в серийном и массовом производстве в целях повышения производительности и улучшения качества обработки заготовок.
Она осуществляется комбинированным инструментом. Комбинированные инструменты позволяют совместить в один проход последовательно черновую и чистовую обработку одной поверхности, осуществить обработку фасонной поверхности одного или нескольких отверстий за один проход, совместить различные операции: сверление и зенкерование, сверление или зенкерование и развертывание, сверление и резьбонарезание, сверление и фрезерование, зенкование и зенкерование (рис. 1.5, д).
Замена нескольких операций или переходов, осуществляемых последовательно нормальными инструментами, одной операцией, выполняемой комбинированным инструментом, не только увеличивает производительность труда и снижает себестоимость обработки, но и повышает точность изготовления детали. К комбинированному инструменту относятся и центровочные сверла (см. поз. 14 на рис. 1.1, а).
При обработке ступенчатых отверстий комбинированными инструментами обеспечивается более строгая соосность и точность осевых размеров ступеней и перпендикулярность торцовых участков к оси отверстия по сравнению с последовательной обработкой несколькими нормальными инструментами.
Некоторые типы комбинированных инструментов для обработки ступенчатых отверстий показаны на рис. 9.6. Недостатки комбинированного инструмента — это трудоемкость его изготовления, некоторая сложность его переточки.
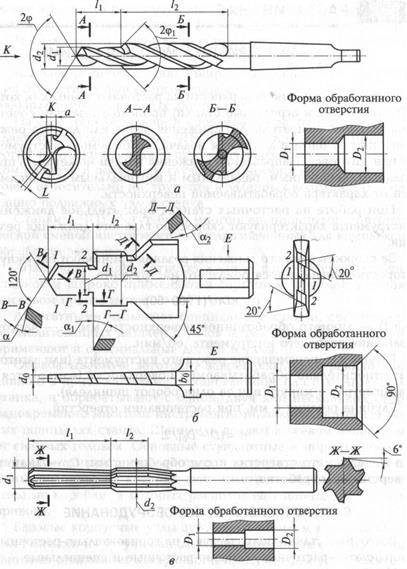
Рис. 9.6. Комбинированные инструменты:
а — двухступенчатое спиральное сверло; б — перовое трехступенчатое сверло; в — двухступенчатая развертка; d1, d2, l1, l2 – диаметры и длины ступеней инструментов; D1, D2 — диаметры обработанных отверстий; а — толщина зуба на 1-й ступени; L — длина ленточки; d0, b0 — наименьшая и наибольшая толщина перового сверла
§
Технологический метод формообразования поверхности заготовок строганием характеризуется наличием двух движений: возвратно-поступательного резца или заготовки (главное движение, скорость движения резания) и прерывистого прямолинейного движения подачи, направленного перпендикулярно к вектору главного движения.
Разновидностью строгания является долбление, где главное движение резания — возвратно-поступательное — совершает резец в вертикальной плоскости.
Процесс резания при строгании прерывистый, и удаление материала происходит только при прямом рабочем ходе. Во время обратного (вспомогательного) хода резец работу не производит. Прерывистый процесс резания способствует охлаждению инструмента во время обработки заготовок, что исключает в большинстве случаев применение СОЖ. Прерывистый процесс резания приводит к значительным динамическим нагрузкам режущего инструмента, поэтому строгание осуществляют на умеренных скоростях резания.
При строгании режим резания составляет совокупность величин: скорости главного движения резания v, подачи s и глубины резания t.
Глубина резания t, мм, — наибольшее расстояние, на которое проникает режущая кромка в заготовку; ее измеряют в плоскости, перпендикулярной к направлению движения подачи. При строгании и долблении движение подачи — прерывистое и осуществляется в конце вспомогательного хода заготовки или резца.
Величины t и s выбирают из справочников. Задавшись глубиной резания и подачей, по эмпирической формуле определяют скорость главного движения резания, м/с или м/мин.
Оборудованием при строгании являются строгальные станки, которые предназначены для обработки резцами плоских поверхностей, канавок, фасонных линейчатых поверхностей в условиях единичного и мелкосерийного производства. Строгальные станки широко применяют в станкостроении и тяжелом машиностроении, когда необходимо обрабатывать крупные, большой массы заготовки станин, корпусов, рам, оснований, колонн и других деталей.
В зависимости от конструктивных и технологических признаков строгальные станки подразделяют на поперечно-строгальные, продольно-строгальные, долбежные и специальные.
Наибольшее использование находят продольно-строгальные станки, предназначенные для обработки сравнительно крупных заготовок.
Поперечно-строгальные станки предназначены для обработки заготовок мелких и средних размеров. Наибольшая длина строгания не превышает 200…2400 мм. Главное движение резания Dr— возвратно-поступательное движение в горизонтальной плоскости — сообщают ползуну с суппортом, в котором в откидном резцедержателе установлен резец. Суппорт с резцом имеет движение вертикальной DSRи наклонной подач DSn. Заготовке, установленной на столе, сообщают движение поперечной подачи DSn.
На долбежных станках главное движение резания Dr— возвратно-поступательное в вертикальной плоскости — сообщают ползуну, на котором установлен резцедержатель с резцом. Длина хода ползуна обычно не превышает 200 мм. Заготовку закрепляют на столе станка, который имеет прерывистое движение продольной Dsи поперечной подач DSn. Кроме того, стол имеет движение круговой подачи относительно своей вертикальной ется в сторону опорной поверхности стержня. Если вершина резца расположена слева от оси стержня, то она вследствие деформирования опишет дугу, глубина резания изменится. Во избежание этого необходимо, чтобы при деформировании вершина резца описывала дугу радиусом R, касательную к обработанной поверхности (рис. 8.1, а). Для этого вершина резца должна быть расположена между опорной поверхностью стержня и плоскостью, проходящей через ось стержня резца. Чтобы выдержать это условие, строгальные резцы выполняют изогнутыми назад.
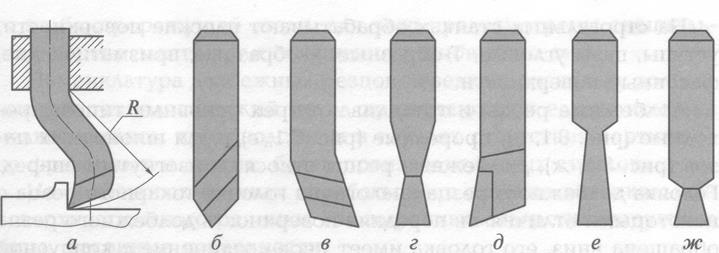
Рис.1 Стогальные (а-г) и долбежные (д-ж) резцы
R – радиус дуги, которую описывает вершина резца
Резцы обычных строгальных станков делают с пластинами: для строгания конструкционных сталей — из стали Р12, Р6М3, для труднообрабатываемых материалов — из стали Р9М4К8Ф, Р9К10 и твердых сплавов ВК6, ВК8, Т5К10, Т15К6 и др.
В зависимости от назначения различают следующие типы строгальных резцов: проходные (рис. 8.1, б), подрезные (рис. 8.1, в), отрезные (рис. 8.1, г) и фасонные. Указанные резцы выполняют правыми и левыми, черновыми и чистовыми; их конструкции аналогичны конструкциям резцов для токарной обработки.
Геометрические параметры строгальных резцов те же, что и токарных, но при их определении имеется в виду, что основная плоскость располагается вертикально, а плоскость резания (в статике) — перпендикулярно к ней.
Строгальные резцы специальных фасонно-строгальных станков, имеющих малые размеры, можно делать монолитными, из стали или сплавов указанных ранее марок. В некоторых случаях применяют сборные конструкции из державки и сменного резца. Выпускаются также ножи-вставки к резцам тяжелых строгальных станков, оснащенные сплавом Т5К10.
На строгальных станках обрабатывают плоские поверхности, уступы, пазы угловые, Т-образные, V-образные, призматические, фасонные поверхности.
Долбежные резцы изготавливают трех основных типов: проходные (рис. 8.1, д), прорезные (рис. 8.1, е) и для шпоночных пазов (рис. 8.1, ж). Долбежные резцы относят к изогнутым вперед. Головка долбежного резца аналогична головке токарного резца с некоторыми отличиями: передняя поверхность долбежного резца обращена вниз, его головка имеет иное соединение с корпусной частью и т.п. Режущую часть долбежного резца делают чаще всего из быстрорежущей стали, для чего предусмотрены специальные формы пластин для оснащения резцов этого типа.
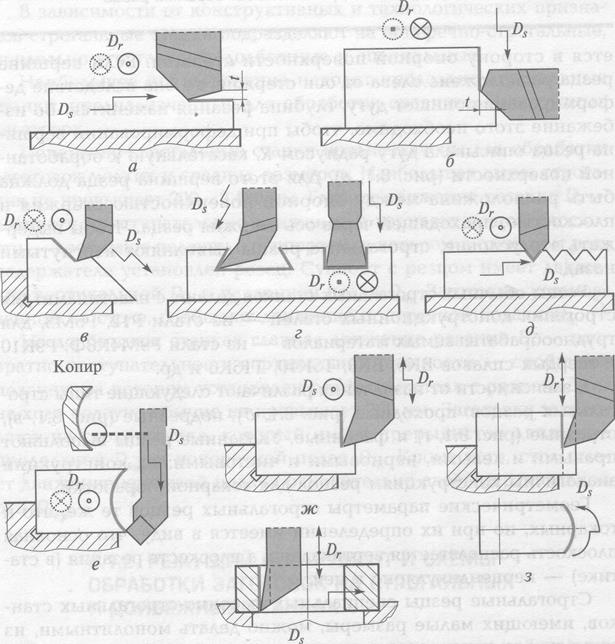
Рис. 8.2. Схемы обработки заготовок на строгальных (а-е)и долбежных (ж-и) станках
Номенклатура долбежных резцов невелика, поскольку долбление как технологический метод применяют при единичном или мелкосерийном производстве и в случаях отсутствия вертикально-фрезерных и других, более производительных станков.
На долбежных станках обрабатывают плоские вертикальные поверхности, многогранники, многогранные отверстия, наружные пазы, фасонные поверхности.
Плоскости горизонтальные (рис. 8.2, а), вертикальные (рис. 8.2, б) и наклонные (рис. 8.2, в) на поперечно-строгальных станках обрабатывают соответственно с движением поперечной, вертикальной и наклонной подач. При строгании наклонной плоскости вертикальный суппорт поворачивают на угол, равный углу наклона обрабатываемой плоскости.
Пазы угловые и прямоугольные одновременно можно обрабатывать на продольно-строгальных станках (рис. 8.2, г), а рифленые поверхности — на поперечно-строгальных (рис. 8.2, д).
Фасонные поверхности по копиру обрабатывают на продольно-строгальных станках (рис. 8.2, е). На рис. 8.2, ж показано строгание вертикальной плоскости на долбежном станке, на котором можно обрабатывать и фасонные поверхности (рис. 8.2, з). Строгание шпоночного паза (рис. 8.2, и) проводят на долбежных станках.
Строгание горизонтальных плоскостей выполняют проходными резцами, вертикальных и наклонных плоскостей — подрезными резцами, пазов — прорезными резцами и т.д.
ХАРАКТЕРИСТИКА ПРОТЯГИВАНИЯ И ПРОШИВАНИЯ
Протягивание — высокопроизводительный метод обработки внутренних и наружных поверхностей, обеспечивающий высокую точность формы и размеров обрабатываемой поверхности. Протягивают поверхность многолезвийным режущим инструментом-протяжкой при его поступательном движении Drотносительно неподвижной заготовки (главное движение резания).
Прошивание осуществляют проталкиванием инструмента-прошивки через обрабатываемые заготовки. И протягивание, и прошивание применяют для окончательной обработки отверстий.
Оборудование при протягивании — это протяжные станки, которые отличаются простотой конструкции и эксплуатации. Это обусловлено тем, что формообразование поверхности на протяжном станке осуществляют копированием формы режущих кромок зубьев инструмента.
Основными параметрами протяжного станка являются наибольшая сила протягивания (может достигать 290…390 кН у средних станков и 1 170 кН у крупных станков); максимальная длина хода протяжки (для средних станков она колеблется в пределах 350… 2 300 мм).
Протяжные станки предназначены для обработки внутренних и наружных поверхностей различной формы, чаще всего в условиях серийного и массового производства. Протяжные станки имеют гидравлический привод и часто работают по полуавтоматическому циклу.
В зависимости от вида обрабатываемых поверхностей их подразделяют на станки для внутреннего и наружного протягивания; по направлению главного движения — на горизонтальные и вертикальные.
Процесс протягивания осуществляют многозубым инструментом — протяжкой на горизонтально – и вертикально – протяжных станках и на станках непрерывной обработки.
При оснащении протяжных станков загрузочно-разгрузочны-ми устройствами цикл обработки полностью автоматизируют.
Прошивание осуществляют на прессах или вертикально-протяжных станках.
РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖИМЫ РЕЗАНИЯ
По характеру обрабатываемых поверхностей протяжки подразделяют на две основные группы: внутренние и наружные. Внутренними протяжками обрабатывают различные замкнутые поверхности, а наружными — полузамкнутые и открытые поверхности различного профиля.
По форме различают круглые, шлицевые, шпоночные, многогранные и плоские протяжки. По конструкции зубьев протяжки бывают режущими, выглаживающими и деформирующими. В первом случае зубья имеют режущие кромки, в двух последних — скругленные, работающие по методу пластического деформирования. Различают также сборные протяжки со вставными ножами, оснащенными пластинками из твердого сплава.
Конструкция круглых внутренних протяжек и прошивок. Составные части внутренних круглых протяжек и их обозначения показаны на рис. 8.3. Скорость главного движения при протягивании и прошивании — это скорость продольного перемещения инструмента относительно обрабатываемой заготовки. Движение подачи Dstна глубину резания осуществляется самой конструкцией инструмента. Каждый последующий зуб режущей части протяжки или прошивки выше предыдущего на величину подачи s7(подъем на зуб), равной толщине срезаемого слоя а каждым зубом.
Режущая часть 4 протяжки состоит из черновой и чистовой частей. На черновой части толщина а срезаемого каждым зубом слоя достигает 0,2 мм, а на чистовой а = 0,005…0,020 мм.
Передний у и задний а углы протяжки измеряют в плоскости, перпендикулярной главной режущей кромке. Угол у выбирают в зависимости от свойств обрабатываемого материала, угол а — в зависимости от требуемой точности обработки.
Калибрующая часть 5 протяжки удаляет и сглаживает отдельные неровности на протянутой поверхности, полученные режущими зубьями, а также служит резервом для пополнения режущих зубьев при изменении их размеров при переточках и обеспечивает правильное направление и центрирование протяжки при выходе из резания последних режущих зубьев. Калибрующие зубья не имеют подъема на зуб. Конструктивное оформление и размеры калибрующих зубьев либо такие же, как у режущих зубьев (tK= tp, hK= hp), либо с уменьшенным шагом (tK < tp) и высотой (hK < hp). В обычных конструкциях протяжек количество зубьев на калибрующей части принимают в пределах zK = 4…8.
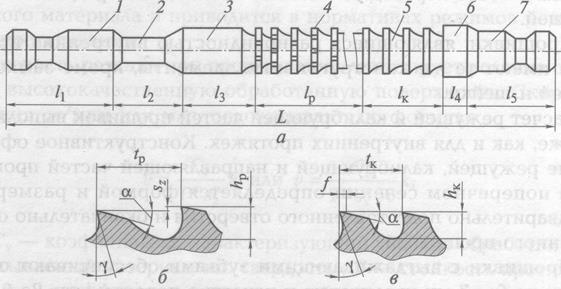
Рис. 8.3. Составные части внутренних круглых протяжек (а) и фрагменты продольного сечения режущей (б) и калибрующей [в] частей:
7 — передняя замковая часть [1Л 2 — шейка (/2); 3 — передняя направляющая часть (/3); 4 — режущая часть (/р); 5 — калибрующая часть (/J; 6 — задняя направляющая часть (/4); 7 — задняя замковая часть (/5); у, а — передний и задний угол; sz — подъем на зуб; £р, fcK — шаги; hp, hK — высота зубьев соответственно на режущей и калибрующей частях; f — ширина ленточки
На задних поверхностях калибрующих зубьев в ряде случаев шлифуют фаску (ленточку) шириной /= 0,2… 1,2 мм, у которой задний угол ак = 0. Иногда за калибрующими зубьями располагают выглаживающие, которые закруглены и при движении протяжки как бы развальцовывают обрабатываемое отверстие. Величина подъема на зуб у выглаживающих зубьев назначается в пределах 0,005…0,020 мм на диаметр.
Шаг режущих зубьев tpпротяжки определяют в зависимости от длины 1пп протягиваемой поверхности таким образом, чтобы в резании участвовало не менее трех зубьев.
Размеры передней замковой части 1 и передней направляющей части 3 принимают в зависимости от формы и размеров предварительно подготовленного отверстия под протягивание. Шейка 2 — это переходная часть от замковой к передней направляющей.
Прошивки, являющиеся разновидностью внутренних протяжек, имеют те же конструктивные элементы, кроме замковых частей и шейки.
Расчет режущей и калибрующей частей прошивок выполняют так же, как и для внутренних протяжек. Конструктивное оформление режущей, калибрующей и направляющей частей прошивки в поперечном сечении определяется формой и размерами предварительно подготовленного отверстия и окончательно обработанного прошивкой.
Прошивки с выглаживающими зубьями обеспечивают обработку по 6 — 7-му квалитетам и качество поверхности Ra 0,32… 0,16 мкм. Выглаживающие зубья прошивки и протяжки в продольном сечении либо имеют радиусную форму, либо состоят из прямолинейных участков с углом конуса 4… 10°.
Величина подъема на зуб у выглаживающих зубьев равна 0,005…0,03 мм.
Режимы резания. Скорость главного движения резания лимитируют, во-первых, условие получить обработанную поверх-I ность высокого качества и, во-вторых, технологические возможности протяжных станков. Движение подачи при протягивании как самостоятельное движение инструмента или заготовки отсутствует. За величину подачи sz1определяющую толщину срезаемого слоя отдельным зубом протяжки, принимают подъем на зуб, т.е. разность размеров по высоте двух соседних зубьев протяжки; szявляется одновременно и глубиной резания. Подача в основном зависит от обрабатываемого материала, конструкции протяжки и жесткости заготовки и составляет 0,01 …0,20 мм/зуб. Оптимальные параметры режима резания либо выбирают из справочников, либо подсчитывают по нижеприведенным формулам.
Сила резания Р7должна быть не более силы, допустимой прочностью протяжки. Силу резания Р7, Н, рассчитывают по формуле
где Р0— сила резания, отнесенная к 1 мм длины режущего лезвия, Н/мм; — суммарная длина режущих кромок всех одновременно работающих режущих зубьев, мм.
Значение Р0 зависит от величины подъема на зуб s7обрабатываемого материала и приводится в нормативах режимов резания при протягивании.
Скорость резания при протягивании лимитирует условие получить высококачественную обработанную поверхность. Скорость резания, м/мин или м/с, подсчитывают по формуле
С С
-к или v
Tmsl Tmsl 60
где Cv — коэффициент, характеризующий условия обработки (обрабатываемый материал, его твердость); Т — стойкость протяжки, мин; к — коэффициент, учитывающий влияние марки инструментальной стали; m и у — показатели степени при стойкости и подаче, зависящие от обрабатываемого материала, материала протяжки и других условий.
Скорость резания при протягивании ограничена технологическими возможностями протяжных станков. Обычно скорость резания v принимают в пределах 1 …20 м/мин или 0,016…0,330 м/с. При скоростном протягивании (90 м/мин или 1,5 м/с) применяют твердосплавные протяжки.
В зависимости от положения обрабатываемых поверхностей относительно базовых различают свободное и координатное протягивание и прошивание. Метод свободного протягивания (рис. 8.4, а) наиболее широко используют при обработке разнообразных по форме цилиндрических (размером от 5 до 250 мм), шлицевых и многогранных отверстий, пазов, шлицов и т.п.
Точность расположения геометрического центра протянутого профиля отверстия относительно базовых поверхностей заготовок при свободном протягивании определяется точностью расположения геометрического центра отверстия, обработанного под протягивание.
При обработке цилиндрических отверстий, если торец отверстия в заготовке не обработан, то для установки заготовки применяют приспособления, детали 1 и 2 которых имеют опорные поверхности. Заготовка 3 в этом случае может самоустанавливаться (центрироваться) по оси протяжки. В тех случаях, когда после предыдущей обработки получен торец заготовки, перпендикулярный к оси протягиваемого отверстия, заготовка опирается на поверхность жесткой неподвижной детали приспособления. Также в поверхность жесткой детали приспособления упирается заготовка при протягивании прямых шлицов в отверстии (в котором одновременно формируется весь его профиль). Винтовые шлицы обрабатывают протяжкой 4 (рис. 8.4, б), режущие зубья которой расположены по винтовой линии и либо протяжке 4, либо заготовке 3 сообщают вращательное движение. Этот способ можно отнести и к координатному протягиванию.
Метод координатного протягивания наряду с получением заданной формы поверхности обеспечивает расположение ее относительно базовой поверхности с точностью до 0,02…0,03 мм. Координатное протягивание осуществляют, принудительно направляя протяжки по подвижным и неподвижным направляющим базам, а также закрепляя протяжки в протяжном блоке на инструментальной каретке, которая перемещается по направляющим вертикально-протяжного станка.
На рис. 8.4 (в —ж) представлены различные способы координатного протягивания: внутренних и наружных поверхностей с направлением протяжки непосредственно по неподвижным базам 5 приспособления на горизонтально – протяжных (см. рис. 8.4, в, г) и вертикально-протяжных (см. рис. 8.4, д) станках; внутренних поверхностей с применением подвижных направляющих баз 6 (передних и задних) (см. рис. 8.4, е); внутренних поверхностей с направлением протяжки по предварительно обработанной поверхности (базе) 7 заготовки на горизонтально- и вертикально-протяжных станках (см. рис. 8.4, ж).
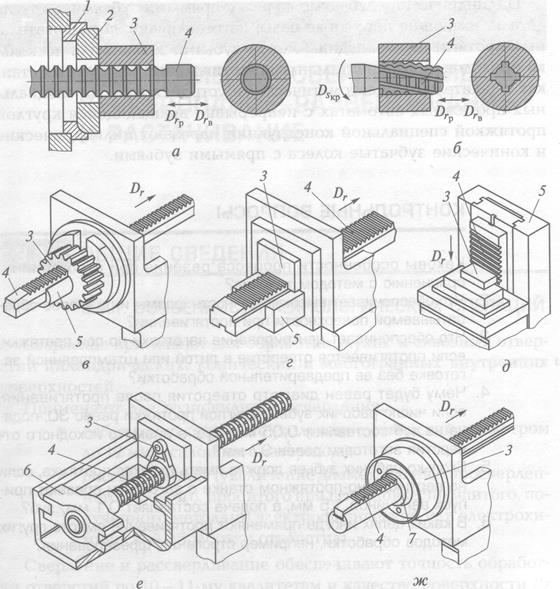
Рис. 8.4. Схемы свободного (а, б) и координатного (в-ж)
протягивания внутренних и наружных поверхностей;
1,2 — детали; 3 — заготовка; 4 — протяжка; 5, 6 — неподвижная и подвижная базы; 7 — предварительно обработанная база
Обрабатываемую заготовку при координатном протягивании точно и жестко фиксируют в специальном приспособлении, устанавливаемом на столе станка.
Цилиндрические зубчатые колеса с прямыми зубьями и другие детали, имеющие наружные пазы, изготавливают последовательным протягиванием впадины между зубьями за один или несколько проходов на горизонтальных и вертикальных протяжных станках с делительными автоматическими устройствами. На специальных протяжных автоматах с непрерывно вращающейся круглой протяжкой специальной конструкции нарезают цилиндрические и конические зубчатые колеса с прямыми зубьями.
§
Фрезерование — метод обработки поверхностей заготовок многолезвийным режущим инструментом — фрезой.
Фрезерованием обрабатывают плоские и фасонные поверхности, прорезают пазы и шпоночные канавки, разрезают заготовки.
Процесс фрезерования осуществляют в результате сложения двух движений: главного движения Dr — вращательного (фрезы) и движения подачи Ds— обычно прямолинейного (обрабатываемой заготовки или фрезы). Движением подачи может быть и вращательное движение заготовки вокруг оси вращающегося стола или барабана (карусельно-фрезерные и барабанно-фрезерные станки).
Фрезерование разделяют на черновое, получистовое, чистовое и тонкое.
Черновое фрезерование применяют для предварительной обработки заготовок. Черновое фрезерование плоскостей обеспечивает шероховатость поверхности Rz 160…80 мкм и отклонение от прямолинейности 0,15…0,3 мм на 1 м длины.
Получистовое фрезерование используют для уменьшения погрешностей геометрических форм и пространственных отклонений. Оно обеспечивает шероховатость поверхности Rz 80…40 мкм и отклонение от плоскостности 0,1…0,2 мм на 1 м длины.
Чистовое фрезерование применяют для окончательной обработки или перед отделочной обработкой. Оно обеспечивает шероховатость поверхности от Rz 40 до Ra 2,5 мкм и отклонение от плоскостности 0,04…0,08 мм на 1 м длины.
Тонкое фрезерование применяют для отделочной обработки. Тонкое фрезерование обеспечивает Ra 2,5…0,63 мкм и отклонение от плоскостности 0,02…0,04 мм на 1 м длины. Применение скоростных режимов при фрезеровании позволяет получить при черновом Rz 80…20 мкм, при получистовом от Rz 40 до Ra 2,5 мкм, при чистовом – Ra 2,5…0,63 мкм.
Работы на фрезерных станках выполняют против движения подачи (рис. 4.1, а) и по движению подачи (рис. 4.1, б) фрезами, различаемыми по технологическим и конструктивным признакам: цилиндрическими (рис. 4.1, в), торцовыми (рис. 4.1, г), дисковыми, прорезными, отрезными, концевыми, угловыми и фасонными. Тонкое фрезерование обычно проводят летучими фрезами, которые состоят из корпуса с закрепленными в нем двумя-тремя резцами. Летучие фрезы работают по методу деления глубины фрезерования. Резцы летучей фрезы установлены на различных расстояниях от оси вращения фрезы и от обрабатываемой поверхности. Ближайший к оси вращения фрезы резец – чистовой, а все последующие – черновые. Для тонкого декоративного фрезерования плоских поверхностей деталей из цветных металлов и сплавов до Ra 0,08…0,04 мкм шероховатости поверхности применяют летучие фрезы, оснащенные алмазными резцами.
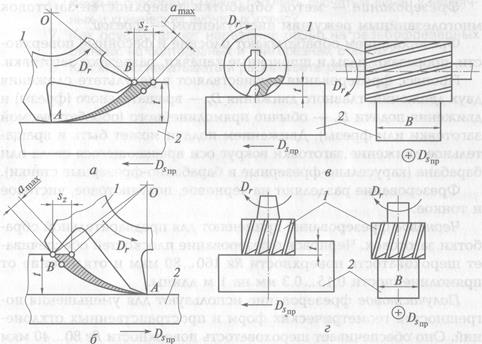
Рис. 4.1. Схемы фрезерования против движения подачи (а) и по движению подачи (б) цилиндрической (в) и торцовой (г) фрезами:
1 — фреза; 2 — заготовка; Dr — главное движение; DSnp — движение продольной подачи; В — ширина фрезерования; О — ось фрезы; sz — подача на зуб; атах — максимальная толщина срезаемого слоя; t — глубина фрезерования
§
Геометрические параметры режущей части цилиндрической, торцовой и дисковой фрез показаны на рис. 4.2.
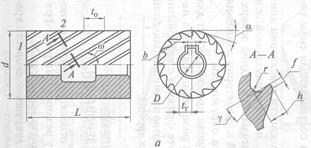
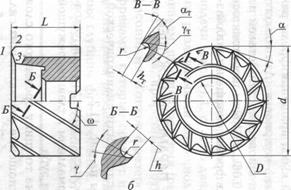
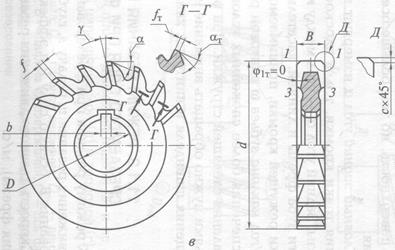
Рис. 4.2. Геометрические параметры режущей части цилиндрической (а), торцовой (б) и дисковой (в) фрез:
1-1, 1-2 — главная режущая кромка; 1-3 — вспомогательная режущая кромка; t0, tT — осевой и торцовый шаги зубьев фрезы; a, g — соответственно главный задний и передний угол на цилиндрической части фрезы; h, f — высота зубьев и ширина ленточки на цилиндрической части; aт, gТ, j1т — главный задний, передний и вспомогательный угол в плане на торце фрезы; hT, fT — высота зубьев и ширина ленточки на торце; d— диаметр фрезы; D — диаметр посадочного отверстия; L — длина торцовой фрезы; b— ширина шпоночного паза; В — ширина дисковой фрезы; r— радиус скругления
Передний угол g изменяется в плоскости схода стружки, условно принимаемой в направлении, нормальном к главной режущей кромке 1—2 ипередней поверхности зуба.
Главный угол в плане j влияет на толщину срезаемого слоя при одной и той же подаче, на соотношение составляющих сил, действующих на фрезу, на стойкость фрезы и качество обработанной поверхности. Чем меньше угол j, тем меньше толщина срезаемого слоя, тем выше стойкость фрезы и чище обработанная поверхность, но тем больше осевая составляющая силы резания.
Главный задний угол a измеряют в плоскости траектории движения точки кромки, т.е. в плоскости, перпендикулярной оси фрезы. Задний угол a — угол между касательной к задней поверхности зуба фрезы и линией, касательной к траектории движения точки режущей кромки, принимаемой за окружность.
Угол наклона зубьев w винтовой режущей кромки служит для обеспечения более спокойных условий резания и создания направления сходящей стружки. При работе фрезами с винтовыми зубьями нужно обращать внимание на соответствие направлений вращения шпинделя и винтовых канавок фрезы.
§
К режиму резания при фрезеровании относят скорость главного движения резания v, подачу s, глубину резания t, ширину фрезерования В, осевую силу Р и эффективную мощность Ne.
Скорость главного движения резания (окружная скорость вращения фрезы), м/с:
v = pdn/(1000×60),
где d — диаметр фрезы, мм; n — частота вращения фрезы, об/мин.
Скорость резания, допускаемую геометрией и режущими свойствами фрезы, свойствами материала заготовки и условиями обработки, подсчитывают по эмпирической формуле, м/с:
где Cv— коэффициент, характеризующий материал и условия обработки; d — диаметр фрезы, мм; со — угол наклона винтовой канавки фрезы, (для торцовых фрез угол со не учитывают); Т — стойкость фрезы, мин; sz— подача на один зуб, мм/зуб; t — глубина резания, мм; В — ширина фрезерования, мм; z — число зубьев фрезы; q, р, m, х, у, r, п — показатели степеней (приводятся в справочниках с индексами v, а именно: qv, pv, nv для простоты написания в формуле индексы v опущены); Kv— общий поправочный коэффициент, учитывающий изменение условий обработки.
Подача — величина перемещения обрабатываемой заготовки в минуту sм, мм/мин, за время углового поворота фрезы на один зуб sz, мм/зуб, или за время одного оборота фрезы soмм/об.
На практике пользуются всеми тремя значениями подачи. Между ними существуют следующие зависимости:
sz = so/z = sм/nz; s0 = szz, sм = son = sz n,
где z — число зубьев фрезы.
Ширина фрезерования В — это ширина обрабатываемой поверхности, мм.
Глубина фрезерования t — толщина слоя металла, снимаемого с поверхности заготовки за один проход, мм.
Толщина срезаемого слоя а переменна на протяжении всей дуги контакта зуба фрезы с заготовкой. Она измеряется в радиальном направлении от центра, фрезы.
У цилиндрических, дисковых, фасонных и концевых фрез с прямым зубом толщина срезаемого слоя постоянна вдоль всей длины режущей кромки. Ширина В и глубина t фрезерования при обработке основными видами фрез показаны на рис. 11.1, в, г.
Величину окружной силы резания Р, Н, при фрезеровании подсчитывают по формуле
Р = CptxszyBzznd–q,
где Ср — коэффициент, характеризующий обрабатываемый материал и условия обработки.
Коэффициент Ср и показатели степеней х, у, q приведены в справочниках с индексами р, как и Ср.
Эффективная мощность, кВт,
Ne = Pv/(1000×60).
§
Процесс образования стружки при фрезеровании сопровождается теми же явлениями, что и процесс стружкообразования при точении. Вместе с тем процесс фрезерования имеет свои специфические особенности: толщина слоя, срезаемого каждым зубом фрезы, переменна и изменяется от некоторого минимума до максимума или наоборот (см. рис. 4.1, а, б); Одновременно в работе находится несколько режущих лезвий; режущие лезвия работают с перерывами. Если главное движение, т.е. вращение фрезы (см. рис. 4.1, а), и движение подачи направлены навстречу друг другу, то имеет место встречное фрезерование, называемое обычно фрезерованием против движения подачи. Если главное движение и движение подачи происходят в одном направлении (см. рис. 4.1, б) имеет место попутное фрезерование, называемое обычно фрезерованием по движению подачи.
Встречное фрезерование характеризуется тем, что процесс резания начинается в точке А с нулевой толщины срезаемого слоя и заканчивается в точке В с максимальной толщиной атах срезаемого слоя.
Фреза отрывает заготовку от стола, приводя к увеличению зазора между столом и направляющими станины, вызывая вибрации и увеличение шероховатости обработанной поверхности. Работа зубьев фрезы связана с затруднительными условиями врезания зуба в металл.
При встречном фрезеровании нагрузка на зуб фрезы возрастает от нуля до максимума.
Достоинство фрезерования против движения подачи — это работа зубьев фрезы «из-под корки», т.е. фреза подходит к твердому поверхностному слою снизу и отрывает стружку при подходе к точке В. Недостаток — наличие начального скольжения зуба по наклепанной поверхности, образованной предыдущим зубом, что вызывает повышенный износ фрезы.
Попутное фрезерование приводит к срезанию слоя наибольшей толщины в момент входа зуба фрезы в металл в точке В и нулевой толщины в момент выхода зуба в точке А.
Фреза прижимает заготовку к столу, а стол — к направляющим станины. Работа по второй схеме протекает более спокойно и обеспечивает более высокое качество обработанной поверхности, чем при работе по первой схеме.
При фрезеровании по движению подачи зуб фрезы сразу начинает срезать слой максимальной толщины и подвергается максимальной нагрузке. Это исключает начальное проскальзывание зуба, уменьшает износ фрезы и шероховатость обработанной поверхности.
§
Процесс фрезерования считают равномерным, когда суммарная длина режущих кромок, находящихся в работе, остается постоянной, что приводит к плавному изменению суммарной площади поперечного сечения срезаемого слоя, а следовательно, к незначительному колебанию силы резания. Это достигается только для фрез с винтовым зубом при условии кратности ширины фрезерования В осевому шагу tQфрезы (рис. 4.3), т.е.
B/to = k,
где k — целое число зубьев, работающих одновременно.
Зависимость между осевым t0и торцовым tTшагами цининдрической фрезы диаметром d определяется из треугольника аbс. Так как торцовый шаг
tт = pd/z, то to = pdctgw/z
Угол наклона зубьев фрезы при равномерном фрезеровании определяют по формуле
w = arctg(Bz/kpd)
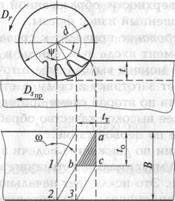
Рис.4 .3. Схема расположения зубьев при равномерном фрезеровании:
1, 2, 3 – развертка на плоскость винтовых зубьев фрезы; t – глубина резания; y – угол, охватывающий обрабатываемую поверхность; w – угол наклона зуба; abc — треугольник, катетами которого являются шаги зубьев; остальные обозначения см. на рис. 4.2
Рекомендуется брать k = 2…3. В этом случае наибольшее колебание силы резания не превышает 20 %, что обеспечивает получение высокого качества обработанной поверхности.
§

Конструкции фрезерных станков многообразны: вертикальные и горизонтальные консольные, непрерывные, копировальные, бесконсольные вертикальные, широкоуниверсальные, продольные и др. Выпускают станки универсальные, специализированные и специальные.
К универсальному виду оборудования относят консольные горизонтально- и вертикально-фрезерные станки, они имеют много общих узлов. Прежде всего консоль — выступающая корпусная деталь, в которой расположена коробка подач и которая перемещается по вертикальным направляющим станины станка (вертикальная подача Dsв). По направляющим на консоли перемещаются салазки (поперечная подача DSn), а по направляющим салазок перемещается стол (продольная подача DSnp). Таким образом, заготовка, устанавливаемая на столе в тисках или другом приспособлении, получает перемещения вдоль трех взаимно-перпендикулярных координатных осей. Главное движение резания Dr— это вращение шпинделя вокруг вертикальной оси (у вертикально-фрезерных станков моделей 6Н11, 6А12Р, 6С12Ц и др. с размерами прямоугольных столов от 200 х 800 до 630 х 1600 мм или с круглым накладным столом диаметром 320 мм и более) или вокруг горизонтальной оси (у горизонтально-фрезерных станков моделей 6Н804Г, 6Н81Г, М83Г и др. с размерами прямоугольных столов от 160×630 мм у модели 6Н80Г до 400 х 1 600 мм у модели 6М83Г).
Коробка скоростей всех вышеупомянутых станков размещена в их станине.
На вертикально-фрезерном станке шпиндельная головка, несущая шпиндель, может поворачиваться в вертикальной плоскости. На ряде этих станков возможно как встречное, так и попутное фрезерование.
К универсальным относят горизонтально-фрезерные станки, имеющие поворотную плиту, которая позволяет поворачивать рабочий стол в горизонтальной плоскости и устанавливать его в требуемом положении.
У всех фрезерных станков величины поступательных перемещений элементов станка регулируются коробками подач, а главные вращательные перемещения (шпинделей) — коробками скоростей.
Обработку на этих станках осуществляют специальными или обычными стандартными фрезами.
На вертикально-фрезерном бесконсольном станке с ЧПУ программированные перемещения заготовки относительно инструмента одновременно по нескольким координатам позволяют получать сложную фасонную поверхность. Обработку заготовок на фрезерных станках с ЧПУ проводят попутным и встречным фрезерованием с одинаковой точностью, так как в коробках подач предусмотрено устройство для выбора зазоров.
Станки непрерывного фрезерования (модели 621М, 6М23, 6А23 и др.) бывают карусельно-фрезерные, у которых стол с заготовками (карусель) поворачивается относительно вертикальной оси, и барабанно-фрезерные, с горизонтальной осью поворота барабана (стола) также при круговой подаче. Станки применяют в условиях серийного и массового производства, причем часто загрузку-выгрузку заготовок на карусель или барабан осуществляют на ходу, без их остановки.
Копировально-фрезерные станки предназначены для обработки фасонных поверхностей сложного профиля.
Различают контурное и объемное фрезерование.
Контурное фрезерование применяют для получения плоских фасонных поверхностей замкнутого криволинейного контура с прямолинейной образующей (например, плоских кулачков, шаблонов и т.п.). Объемное фрезерование применяют для получения объемных фасонных поверхностей (например, лопаток турбин, коноидов, деталей пресс-форм и т.п.).
Копировально-фрезерные станки (модели 6Л463, 6А426, 6М42К и др.) выполняют универсальными и специализированными, для обработки конкретной детали (шинных пресс-форм, профилей плоских шаблонов, лонжеронов, лопаток турбин и т.д.). Универсальные копировальные станки позволяют делать гравировку или изготовлять детали штампов, матриц, пресс-форм и другие детали с рельефными поверхностями и контурами. Собственно копирование осуществляют по разметке с ручным управлением, по плоскому шаблону, по объемной модели (из гипса, дерева, металла), по программе, записанной на магнитной пленке, или по копиру.
Продольно-фрезерные станки (модели 6605, 6606, 6Г608 и др.) предназначены для обработки заготовок большой массы и размеров (типа станин, корпусов, коробок передач, рамных конструкций и т.п.). Продольно-фрезерные станки строят одно- и двухстоечными с длиной стола 1 250… 12000 мм и шириной 400…5000 мм, с одним или несколькими шпинделями. Они позволяют фрезеровать вертикальные, горизонтальные и наклонные плоскости, пазы и т. п. на самых длинных и крупных заготовках (массой до 30 т) или группы заготовок одновременно в условиях серийного производства с применением быстрорежущих и твердосплавных фрез.
Некоторые станки позволяют вести встречное и попутное фрезерование.
Продольно-фрезерные станки с ЧПУ оснащены ползунковыми бабками, расположенными на стойках и траверсе, и имеют перемещение по двум взаимно-перпендикулярным координатам. Бабки оснащены комплектом быстросменных или автоматически сменяемых навесных головок, что позволяет без перезакрепления проводить комплексную фрезерно-сверлильно-расточную обработку.
Объемное фрезерование наиболее успешно осуществляется на фрезерных станках с ЧПУ.
На базе фрезерных станков с ЧПУ выпускают многоцелевые станки, предназначенные для комплексной обработки корпусных заготовок с четырех сторон без переустановки.
Широкоуниверсальные фрезерные станки могут работать с горизонтальным, наклонным или вертикальным расположением одного или двух шпинделей при обработке средних по величине деталей различной формы. Эти станки оснащают большим набором принадлежностей: угловыми и круглыми столами, тисками, делительными головками и столами, быстропроходными головками и т.п.
Стол станка имеет размеры от 200 х 500 мм (мод. 675) до 400 х 1600 мм (мод. 6М83Ш). Станки находят применение в условиях единичного и серийного производства.
Разные станки фрезерной группы включают в себя металлорежущее оборудование, предназначенное для обработки конкретных заготовок или видов поверхностей: резьбофрезерные, шпоночно-фрезерные, шлицефрезерные, а также станки для обработки шлицов корончатых гаек, канавок спиральных и центровочных сверл, канавок шпоночных и дисковых фрез, плоскостей слитков и т.д.
§
В зависимости от назначения и вида обрабатываемых поверхностей различают следующие типы фрез: цилиндрические (см. рис. 11.1, в и 11.2, а), торцовые (см. рис. 11.1, г и 11.2, б), дисковые (см. рис. 11.2, в), концевые (рис. 11.4, а), угловые (рис. 11.4, б), шпоночные (рис. 11.4, в), фасонные (рис. 11.4, г).
Фрезы изготавливают цельными (см. рис. 11.4, а—г) или сборными (рис. 11.4, д). Режущие кромки могут быть прямыми (см. рис. 11.2, в) или винтовыми (см. рис. 11.1, в, г, 11.2, а, б и 11.4, а, в). Фрезы имеют остроконечную (рис. 11.4, е) или затылованную (рис. 11.4, ж) форму зуба. У фрез с остроконечными зубьями передняя и задняя поверхности лезвия плоские. У фрез с затылованными зубьями передняя поверхность плоская, а задняя выполнена по спирали Архимеда (в сечении, перпендикулярном оси фрезы), при переточке по передней поверхности профиль зуба фрезы сохраняется.
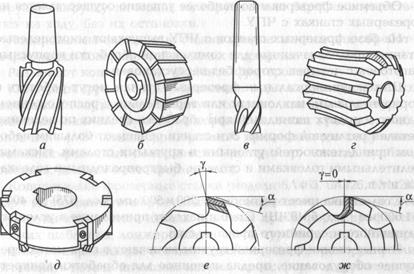
Рис. 4.4. Типы фрез:
а — концевая; б — угловая; в — шпоночная; г — фасонная; д — сборная; е — с остроконечным зубом; ж — с затылованным зубом
Цельные фрезы изготавливают из инструментальных сталей. У сборных фрез (см. рис. 4.4, д) зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинами из твердых сплавов и закрепляют в корпусе фрезы пайкой или механически. Изготавливают торцовые фрезы с механически закрепленными ножами из композитов.
Эффективное использование режущих инструментов невозможно без периодической заточки затупившихся, изношенных элементов. Частое затачивание инструментов, как и чрезмерно редкое, не способствует их лучшей работе. В результате многочисленных опытов получены значения* допустимых износов фрез в зависимости от их назначения, обрабатываемого материала, материала режущей части инструмента и стадии обработки заготовки.
Изнашивание фрез протекает по передней и задней поверхностям, но определяющим является износ h3задней поверхности. Фрезы разного назначения имеют свои места наибольшего износа: угловые фрезы — по большему диаметру, фасонные фрезы — места с худшей геометрией, цилиндрические фрезы — среднюю, наиболее используемую часть цилиндра, торцовые сборные головки— вершины ножей и т.д. На рис. 4.5, а показано измерение износа h3остроконечных затылованных фрез, а на рис. 11.5, б стрелками указаны наиболее изнашиваемые участки фрез разных типов.
Восстановление режущих качеств фрез осуществляют переточкой режущих элементов на заточных станках. Для заточки торцовых фрез в сборе при их диаметрах от 80 до 1 ООО мм применяют станки-полуавтоматы мод. ЗБ667, ЗА667, 3669 и др., работающие абразивными и алмазными кругами. Станок 3Э667 позволяет вести электрохимическую заточку фрез. Для заточки сегментных пил применяют полуавтоматы мод. 3693, 3692 и др. Фрезы обычных размеров затачивают на универсально-заточных станках мод. 3А64 и др. Сборные фрезы перед заточкой можно шлифовать по цилиндрам и торцам на круглошлифовальных станках.
В ряде случаев ножи сборных фрез можно предварительно затачивать вне корпуса фрезы.
Затылованные фрезы (при желании сохранить их профиль) затачивают только по передней поверхности, а остроконечные — главным образом по задней. Затачивать затылованные фрезы, у которых передняя поверхность плоская, можно тарельчатым кругом (рис. 11.6, а). Заточку передней поверхности фрез с винтовым зубом (рис. 11.6, б) осуществляют конической поверхностью круга, чтобы не было «зареза» шлифуемой поверхности.
По задней поверхности фрезы можно затачивать периферией круга (рис. 11.6, в) или торцом чашечного круга (рис. 11.6, г). Необходимое смещение Н и Нхплоскости, в которой происходит заточка, относительно диаметральной плоскости фрезы определяется расчетом. Для шлифования по диаметру и торцу и для заточки быстрорежущих фрез служат круги из электрокорунда белого на керамической связке, а для доводки — круги из карбида кремния зеленого на бакелитовой связке.
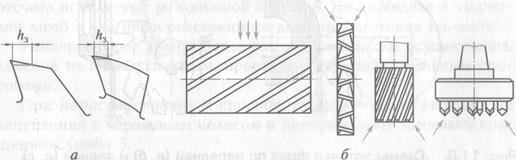
Рис. 4.5. Схемы износа остроконечного и затылованного зуба фрез (а) и зоны интенсивного изнашивания фрез разных типов (б): h3— износ задней поверхности
Твердосплавные фрезы затачивают кругами из карбида кремния зеленого на керамической или бакелитовой связке, а доводят алмазными кругами. Разработаны стандартизированные конструкции кругов из синтетических алмазов для заточки и доводки фрез с вставными твердосплавными ножами по передним и задним плоским поверхностям, для заточки и доводки фрез с винтовым зубом и т. д.
Качество заточки определяется соблюдением заданных геометрических параметров, радиальным биением режущих кромок, шероховатостью передней и задней заточенных поверхностей, отсутствием микротрещин на твердосплавных режущих элементах.
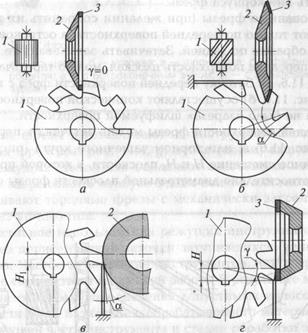
Рис. 11.6. Схемы заточки фрез по передней (а, б) и задней (в, г) поверхностям:
а — затылованной прямозубой; б — остроконечной с винтовым зубом; в — периферией круга; г — торцом чашечного круга; 1 — затачиваемая фреза; 2 — заточный инструмент; 3 — абразивный слой; Н, Н1— смещения инструмента
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ФРЕЗЕРНЫХ СТАНКОВ
Для закрепления заготовок на фрезерных станках применяют универсальные и специальные приспособления. К универсальным приспособлениям относят прихваты, угольники, призмы, машинные тиски.
При обработке большого числа одинаковых заготовок изготавливают специальные приспособления, пригодные только для установки и закрепления этих заготовок на данном станке. Важная принадлежность фрезерных станков — это делительные головки, которые служат для периодического поворота заготовок на требуемый угол и для непрерывного их вращения при фрезеровании винтовых канавок.
Наиболее распространены универсальные лимбовые делительные головки (рис. 11.7).
Делительная головка (рис. 11.7, а, б) состоит из корпуса 1, делительного диска 4, поворотного барабана 3 и шпинделя 6 с центром. В корпусе на шпинделе жестко закреплено червячное зубчатое колесо (обычно с числом зубьев 40), находящееся в зацеплении с однозаходным червяком. Вращение шпинделю сообщают рукояткой 2. Поворот рукоятки 2 и соответственно заготовки на требуемый угол осуществляют с помощью диска 4. Для удобства отсчета используют раздвижной сектор 8. На шпинделе 6 закреплен лимб 5 для непосредственного деления заготовки на части.
Универсальные делительные головки позволяют осуществлять деление непосредственным, простым и дифференциальным способами.
При непосредственном способе деления червяк выводят из зацепления с червячным колесом и поворачивают заготовку вращением лимба 5.
При простом способе деление проводят при закрепленном диске 4. Шпиндель 6 с заготовкой 10 поворачивают вращением рукоятки через включенную червячную передачу.
Частота вращения рукоятки n, необходимая для поворота заготовки на 1/z часть оборота:
Рис. 11.7. Универсальная делительная головка, настроенная на дифференциальное деление:
а — компоновка головки; б — дифференциальное деление; в — настройка головки для фрезерования винтовых поверхностей; г — поворот стола с заготовкой на угол (3; 7 — корпус; 2 — рукоятка; 3 — поворотный барабан; 4 — делительный диск; 5 — лимб; 6 — шпиндель с центром; 7 — поводок; 8 — раздвижной сектор; 9 — фреза; 10— заготовка; 11 — ходовой винт станка; а, b, с, d, а’,b¢, c¢, d’ — сменные зубчатые колеса; Тн — шаг нарезаемой винтовой канавки; tB — шаг ходового винта
п = N/z = 40/z,
где N — характеристика делительной головки — число, обратное передаточному отношению червячной пары; z — число частей, на которое необходимо разделить заготовку. Если z < 40, то 40/z > 1; тогда
40/z = A a/b = А та/(mb),
где А — число целых оборотов рукоятки; а и b — числитель и знаменатель правильной простой дроби; т — общий множитель при а и b, который выбирают исходя из того, чтобы произведение mb представляло собой число отверстий, имеющихся на одной из окружностей диска 4; тогда та — число отверстий на окружности диска, соответствующее дополнительной части поворота рукоятки.
Дифференциальное деление применяют в тех случаях, когда нельзя подобрать на диске окружность с требуемым числом отверстий для простого деления. При этом способе деления заготовку поворачивают на требуемый угол вращением рукоятки 2 относительно вращающегося делительного диска 4, который освобождается от стопора (на рис. 11.7 не показан) и получает вращение от шпинделя 6 через сменные зубчатые колеса а, b, с, d и коническую передачу i = 1 (см. рис. 11.7, б).
При этом справедливо равенство
n = 40/z = n1 n2,
где n1— частота вращения рукоятки относительно делительного диска; п2 = i•1/z — частота вращения диска, соответствующая повороту заготовки на 1/z оборота (z — заданное число делений; i— передаточное отношение сменных зубчатых колес). Частота вращения рукоятки
n = N/zпр
где znp — приближенное число делений, близкое к заданному и позволяющее использовать способ простого деления.
Подставляя значения n, n1и n2 в формулу, приведенную выше, получим
40/z = 40/znp i•1/z
или
i = 40 (znp – z)/znp.
Если znp > z, то передаточное отношение i будет положительным; если znp < z, то отрицательным. При положительном z направления вращения рукоятки и делительного диска совпадают, при отрицательном z они вращаются в противоположных направлениях.
Винтовые канавки фрезеруют при непрерывном вращении шпинделя 6 делительной головки, которое он получает от винта 11 а’, b‘, с¢, d’ (рис. 11.7, в) продольной подачи стола универсально-фрезерного станка через гитару сменных зубчатых колес. Заготовку 10 устанавливают в центрах делительной головки и задней бабки. Заготовка получает два движения — вращательное Dsи поступательное вдоль оси DSnp. Оба движения согласованы так, что при перемещении на шаг нарезаемой винтовой канавки заготовка делает один оборот.
Для получения винтовой канавки требуемого профиля стол станка с заготовкой поворачивают на угол наклона винтовой канавки
b = arctg(pd3/TH),
где d3— диаметр заготовки; Tн — шаг нарезаемой винтовой канавки.
Стол станка с заготовкой поворачивают на угол наклона винтовой канавки b для получения винтовой канавки требуемого профиля.
В качестве вспомогательного инструмента применяют фрезерные оправки для закрепления фрез и передачи крутящего момента от шпинделя станка на фрезу. Базой для закрепления фрезы на оправке может быть ее центровое отверстие или хвостовик (конический или цилиндрический). По способу закрепления в первом случае фрезы называют насадными, во втором — хвостовыми.
Короткие конические оправки используют для закрепления торцовых и дисковых фрез. Фрезы с коническим хвостовиком закрепляют в коническом отверстии шпинделя непосредственно или через переходные втулки. Фрезы с цилиндрическим хвостовиком закрепляют в цанговом патроне. Конический хвостовик патрона вставляют в шпиндель станка и закрепляют болтом.
§
На рис. 11.8 показаны схемы обработки заготовок на станках фрезерной группы.
Рис. 11.8. Схемы обработки различных поверхностей заготовок на горизонтально- и вертикально-фрезерных станках [а-п], продольно- и карусельно-фрезерных станках (р, с) и копировально-фрезерных автоматах (т):
а, б — горизонтальных плоскостей; в, г — вертикальных плоскостей; д, е — наклонных плоскостей и скосов; ж — комбинированных поверхностей; з, и — уступов и прямоугольных пазов; к, л — фасонных пазов; м, н — клиновых пазов; о — шпоночных пазов; п — фасонных поверхностей; р, с — одновременная обработка нескольких поверхностей: Н1 и Н2 — размеры заготовки после первой и чистовой обработки соответственно; т — сложных поверхностей;  — неподвижная опора;
— неподвижная опора;  — зажим
— зажим
Горизонтальные плоскости фрезеруют на горизонтально-фрезерных станках цилиндрическими фрезами (рис. 11.8, а) и на вертикально-фрезерных станках торцовыми фрезами (рис. 11.8, б). Цилиндрическими фрезами целесообразно обрабатывать горизонтальные плоскости шириной до 120 мм. В большинстве случаев плоскости удобнее обрабатывать торцовыми фрезами вследствие | большей жесткости их закрепления в шпинделе и более плавной работы, так как число одновременно работающих зубьев торцовой фрезы больше числа зубьев цилиндрической фрезы.
Вертикальные плоскости фрезеруют на горизонтально-фрезерных станках торцовыми фрезами (рис. 11.8, в) и торцовыми фрезерными головками, а на вертикально-фрезерных станках концевыми фрезами (рис. 11.8, г).
Наклонные плоскости и скосы фрезеруют торцовыми (рис. 11.8, д) и концевыми фрезами на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости. Скосы фрезеруют на горизонтально-фрезерном станке одноугловой фрезой (рис. 11.8, е).
Комбинированные поверхности фрезеруют набором фрез (рис. 11.8, ж) на горизонтально-фрезерных станках. Точность взаиморасположения обработанных поверхностей зависит от жесткости крепления фрез по длине оправки. В этих целях применяют дополнительные опоры (подвески), избегают использования несоразмерных по диаметру фрез (рекомендуемое отношение диаметров фрез не более 1,5).
Уступы и прямоугольные пазы фрезеруют концевыми (рис. 11.8, з) и дисковыми (рис. 11.8, и) фрезами на вертикально- и горизонтально-фрезерных станках.
Уступы и пазы целесообразнее фрезеровать дисковыми фрезами, так как они имеют большее число зубьев и допускают работу с большими скоростями резания.
Фасонные пазы фрезеруют фасонной дисковой фрезой (рис. 11.8, к), угловые пазы — одноугловой и двухугловой (рис. 11.8, л) фрезами на горизонтально-фрезерных станках.
Клиновой паз фрезеруют на вертикально-фрезерном станке за два прохода: прямоугольный паз — концевой фрезой, затем скосы паза — одноугловой фрезой (рис. 11.8, м); Т-образные пазы (рис. 11.8, н), которые широко применяют в машиностроении как станочные пазы, например, на столах фрезерных станков, фрезеруют обычно за два прохода: вначале паз прямоугольного профиля — концевой фрезой, затем нижнюю часть паза — фрезой для Т-образных пазов.
Шпоночные пазы фрезеруют концевыми или шпоночными (рис. 11.8, о) фрезами на вертикально-фрезерных станках. Точность получения шпоночного паза – важное условие при фрезеровании, так как от нее зависит характер посадки на шпонку сопрягаемых с валом деталей. Фрезерование шпоночной фрезой обеспечивает получение более точного паза; при переточке по торцовым зубьям диаметр шпоночной фрезы практически не изменяется.
Фасонные поверхности незамкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профиля (рис. 11.8, л).
Применение фасонных фрез эффективно при обработке узких и длинных фасонных поверхностей. Широкие профили обрабатывают набором фасонных фрез.
Горизонтальные, вертикальные, наклонные плоскости и пазы одновременно обрабатывают на продольно-фрезерных двухстоечных станках торцовыми и концевыми фрезами с движением продольной подачи стола, на котором в приспособлении закреплена корпусная заготовка (рис. 11.8, р).
Горизонтальные плоскости по методу непрерывного фрезерования обрабатывают на карусельно-фрезерных станках торцовыми фрезами (рис. 11.8, с). Заготовки устанавливают в приспособлениях, равномерно расположенных по окружности стола, и сообщают им движение круговой подачи DSкp. Заготовка сначала проходит черновую обработку (размер Н]), а затем фрезой, установленной во втором шпинделе, заготовку обрабатывают окончательно (размер Н2).
Пространственно-сложные поверхности обрабатывают на копировально-фрезерных полуавтоматах (рис. 11.8, т) специальной концевой фрезой. Фрезерование ведут по трем координатам: х, у, z (объемное фрезерование).
§
Зубчатые колеса широко применяют в передачах машин. На зубообрабатывающих станках выполняют фасонные поверхности различного профиля (наиболее распространены эвольвент-ные).
При изготовлении цилиндрических (внешнего и внутреннего зацепления), некруглых, конических, червячных зубчатых колес, зубчатых реек и червяков важнейшая операция – получение зубчатого венца, т. е. обработка зубьев этих колес, реек и витков червяков на их заготовках.
Для оценки точности изготовления различных типов зубчатых колес стандарты устанавливают 12 степеней точности, обозначаемых в порядке убывания точности цифрами 1, 2, 12, а для зубчатых реек установлены 10 степеней точности, обозначаемых цифрами 1, 2, 10 также в порядке убывания точности.
Зубообрабатывающие станки подразделяют на следующие типы. По назначению различают станки для нарезания цилиндрических колес, червячных колес, конических колес, шевронных колес и зубчатых реек.
По характеру рабочего движения и виду режущего инструмента станки подразделяют на зубофрезерные, работающие фрезами; зубодолбежные, работающие долбяками; зубострогальные, работающие рейками-гребенками или специальными резцами; зубопротяжные (работающие фасонной протяжкой); зубопритирочные (работающие притиром); зубошевинговальные (работающие шевером – рейкой, дисковым шевером), зубошлифовальные (работающие шлифовальными кругами).
По виду обработки различают станки для черновой обработки зубьев; для чистовой обработки зубьев; для приработки зубчатых колес; для доводки зубьев; для закругления торцов зубьев.
Зубообрабатывающие станки, применяемые в промышленности, обычно работают по полуавтоматическому циклу, т.е. рабочий проводит только установку и съем заготовки, а также включение и выключение станка, а все остальные движения автоматизированы и управляются программными устройствами.
10.1.2. СПОСОБЫ ПОЛУЧЕНИЯ ЗУБЧАТОГО ВЕНЦА У ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Технологические процессы изготовления цилиндрических зубчатых колес различных типов можно разделить на две группы. К первой группе относят процессы, основанные на применении обработки без снятия стружки, при которых получение зубчатого венца неотделимо от процесса получения зубчатых колес в целом (например, литье под давлением). Ко второй группе относят процессы, при которых получение зубчатого венца выделяют в самостоятельную операцию. В отдельных случаях можно применять комбинированные технологические процессы: зубчатое колесо изготавливают с помощью какого-либо из вариантов, отнесенных к первой группе, но в целях повышения точности зубчатый венец подвергают дополнительной обработке.
Нарезание зубьев проводят чаще всего методом обката. Метод копирования применяют при обработке зубчатых колес неэвольвентного профиля (например, в часовой промышленности), а также в практике работы ремонтных и инструментальных цехов.
Сущность метода обката заключается в том, что в процессе нарезания зубьев заготовке (нарезаемому колесу) и инструменту принудительно сообщают движения, воспроизводящие собой движения готового зубчатого колеса и находящихся с ним в зацеплении зубчатого колеса, рейки или червяка (в зависимости от того, что является инструментом: долбяк, гребенка или червячная фреза).
Предварительную (часто она же бывает окончательной) обработку зубчатого венца по методу обката проводят червячными фрезами (рис. 10.1, а), зуборезными долбяками (рис. 10.1, б, в).
Сущность метода копирования заключается в том, что профиль инструмента (рис. 10.1, г) соответствует профилю впадины (канавки) зубчатого колеса, причем каждая канавка нарезается индивидуально, после чего при помощи делительных механизмов заготовку поворачивают на угловой шаг.
Рис. 10.1. Схемы нарезания зубчатых колес:
а-в – методом обката; г, д – методом копирования; DГр — рабочий, DГв — вспомогательный ходы долбяка; z — число зубьев колеса
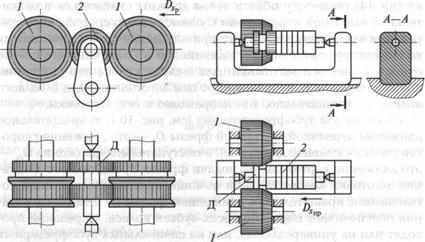
Рис. 10.2. Схемы накатывания цилиндрических колес с поперечной подачей валков (а) и продольной подачей заготовки (б): 7 — накатники; 2 — заготовка; Д — делительное колесо
Предварительную обработку зубчатого венца по методу копирования проводят модульными дисковыми и пальцевыми (рис. 10.1, д) фрезами, многорезцовыми головками, фасонными протяжками и т.д.
Накатывание зубчатых колес проводят накатниками (рис. 10.2) по методу обката. В этом случае процесс зубообразования осуществляется без снятия стружки путем пластической деформации поверхностного слоя заготовки.
Зубофрезерование червячными фрезами в качестве способа обработки зубчатого венца распространено наиболее широко.
Одна и та же червячная фреза с данным модулем т и углом зацепления а может нарезать зубчатые колеса эвольвентного профиля с различным числом зубьев. Однако для нарезания зубьев циклоидального профиля для каждого числа зубьев необходима своя фреза.
Рассматриваемый способ не применим для нормальных колес с малым числом зубьев вследствие подрезания ножки зуба. Для возможности фрезерования зубчатых колес с малым числом зубьев (z < 14) по методу обката зубья должны снабжаться положительной высотной коррекцией. Сущность этого способа корригирования заключается в том, что при нарезании двух сопряженных колес инструмент получает одинаковое по величине смещение относительно оси заготовки. Для малого колеса это смещение положительно, т. е. направлено от оси заготовки, а для большого колеса – отрицательно, т.е. направлено к оси заготовки.
На схеме для зубофрезерования (см. рис. 10.1, а) вращательное движение червячной модульной фрезы Dr— это движение скорости резания (главное движение), а поступательное движение DSв — это движение вертикальной подачи фрезы. Вращательное движение заготовки колеса DSкp при помощи кинематической цепи согласовано с вращательным движением фрезы Dr. Эта схема резания обеспечивает нарезание всех зубьев колеса. Нарезание проводят или на универсальных, или на специальных зубофрезерных станках. Червячные фрезы применяют преимущественно однозаходные.
При установке фрезы относительно заготовки необходимо учитывать, какое цилиндрическое зубчатое колесо обрабатывают: прямозубое или косозубое.
Схема взаимного расположения фрезы и обрабатываемой заготовки при нарезании прямозубых и косозубых цилиндрических колес червячной фрезой по методу обката показана на рис. 10.3, на котором: Dr – вращение червячной фрезы с частотой nф, об/мин; DSкp – вращение заготовки с частотой л3, об/мин; DSb – поступательное вертикальное движение фрезы с подачей sB, мм/об.
При фрезеровании прямозубых колес (рис. 10.3, а) фрезу поворачивают относительно торцовой плоскости колеса на величину угла подъема винтовой линии фрезы w = a.
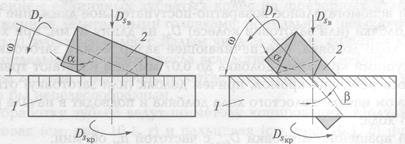
Рис. 10.3. Схемы нарезания червячной фрезой цилиндрических колес с прямым (а) и косым (б) зубьями:
1 – заготовка; 2 – червячная фреза; w – угол наклона оси фрезы; a – угол подъема витков фрезы; b – угол наклона зубьев детали
Тогда витки фрезы, обращенные к заготовке, принимают положение, параллельное оси заготовки, что обеспечивает нарезание прямых зубьев. Частоту вращения nф, об/мин, фрезы (движение резания) определяют по формуле
пф= 1000 60v/(pdф),
где v – скорость резания, м/с; dф – диаметр фрезы, мм.
Вращение фрезы и вращение заготовки связывают отношением
n3/nф = a/z,
где a – число заходов червячной фрезы; z – число зубьев, нарезаемых на заготовке.
Отсюда следует, что при каждом обороте червячной фрезы заготовка должна получать a/z оборотов.
Вертикальное перемещение фрезы (движение подачи) должно быть таким, чтобы при каждом обороте заготовки фреза опускалась на принятую величину подачи sB, мм/об.
При фрезеровании косозубых колес (рис. 10.3, б) ось фрезы поворачивается относительно торцовой плоскости колеса на угол
w = b ± a,
где b — угол наклона зубьев детали; a – угол подъема витков фрезы.
Знак « » берут в случае, если направления наклона витков фрезы и зубьев колеса разноименные (одна левая, вторая правая или наоборот), знак «-» — если оба направления одноименны (оба правые или оба левые).
Вращения фрезы и заготовки при нарезании косозубых колес связаны зависимостью
nз/nф = a/z ± D
где D – величина дополнительного числа оборотов заготовки.
Таким образом, каждому обороту фрезы должно соответствовать a/z ± D оборотов заготовки. Знак « » или «-» означает нарезание правых или левых косых зубьев.
Вертикальное перемещение фрезы при нарезании косых зубьев связано с вращением заготовки той же зависимостью, что и при нарезании прямых зубьев.
Обычно при применении однозаходных шлифованных фрез и тщательной выверке фрезы и заготовки, а также при надлежащем состоянии оборудования можно обеспечить 6-ю степень (а иногда и 5-ю степень) точности.
При применении однозаходных нешлифованных фрез точность обработки зуба обычно не выше 7-й степени. Шероховатость поверхности фрезерованного зуба должна находиться в пределах от Rz 20 до Ra 1,25 мкм.
Зубодолбление долбяком применяют для обработки как прямозубых, так и косозубых колес внутреннего и внешнего зацепления. Зубодолбление дает возможность получать достаточно высокое качество поверхности, поэтому часто применяется в качестве окончательной операции. Подобно фрезерованию червячными фрезами одним долбяком можно обработать зубчатые колеса с данным модулем т и углом зацепления a с различными числами зубьев, по методу обката.
Зубчатые колеса с малым числом зубьев требуют положительной коррекции профиля во избежание подрезания зуба. Однако минимальное число зубьев нормальных колес, которое можно долбить без подрезания ножки, меньше, чем аналогичное число зубьев при зубофрезеровании.
При нарезании зубьев долбяк и заготовка совершают пять движений (см. рис. 10.1, б и в):
1) возвратно-поступательное главное движение долбяка параллельно оси заготовки (движение резания) — рабочее Drpсо скоростью vp, м/с, и вспомогательное (холостое) движение DrBсо скоростью vB, м/с;
2) вращение долбяка DSкp с круговой подачей sкp, мм/дв. ход;
3) вспомогательное возвратно-поступательное движение отвода долбяка (или заготовки колеса) DDsна длину D, мм, при холостом ходе долбяка, обеспечивающее зазор между заготовкой и режущими кромками долбяка до 0,07 мм, чем избегают трения и износа режущих кромок, причем долбяк (или заготовку) отводят в самом начале холостого хода долбяка и подводят в начале рабочего хода;
4) вращение заготовки DSкp с частотой n3, об/мин;
5) поступательное перемещение DSp долбяка в радиальном направлении с подачей sp, мм/дв. ход.
Зуборезный долбяк обеспечивает непрерывное нарезание зубьев на колесе.
Вращение долбяка с частотой nд и вращение заготовки с частотой n3 связаны уравнением
n3/nд = zA/z,
где zA – число зубьев долбяка; z – число зубьев, нарезаемых на заготовке.
Отсюда следует, что при повороте долбяка на один зуб заготовка также должна повернуться на один зуб.
Скорость v, м/с, вертикального возвратно-поступательного движения долбяка (скорость резания) определяют по формуле
v = 2LnД/ 1000×60
где L – длина хода долбяка с учетом длин врезания и перебега, сумма которых равна 12 мм; nд – число двойных ходов долбяка в минуту.
Круговую подачу sкp измеряют длиной дуги поворота долбяка по делительной окружности за один его двойной ход (мм/дв. ход).
Зубчатые колеса малых модулей (т < 0,5 мм) чаще всего обрабатывают за один рабочий ход. Для больших модулей применяют два, а иногда и три рабочих хода.
Качество поверхности зубчатого венца, обработанного долбяком, как правило, выше, чем обработанного червячной фрезой и обычно находится в пределах Ra 1,25…0,63 мкм.
Фрезерование дисковыми и пальцевыми модульными фрезами уступает фрезерованию червячными фрезами как по точности, так и по производительности. Поэтому фрезерование дисковыми и пальцевыми модульными фрезами ограничивается изготовлением единичных зубчатых колес на фрезерных станках, снабженных делительными головками; нормальных (некорригиро-ванных) зубчатых колес с малым числом зубьев; зубчатых колес циклоидального профиля, когда вследствие недостаточного количества деталей изготовление соответствующей червячной фрезы было бы нецелесообразным.
Обработку зубьев ведут по методу копирования. Модульные дисковая (см. рис. 10.1, г) и пальцевая (см. рис. 10.1, д) фрезы только вращаются, заготовке сообщают продольную подачу DSпр. После прохода фрезой каждой канавки стол станка возвращают обратно, заготовку поворачивают на 1/z и начинают повторный цикл работы для фрезерования следующей канавки и т.д.
Для каждого модуля т и угла зацепления a, а также для каждого числа зубьев колеса z теоретически необходимо иметь специальную фрезу. Учитывая, однако, что при небольшом изменении числа зубьев колеса профиль эвольвенты меняется незначительно, допускается применение комплекта фрез для каждого модуля и угла зацепления. Каждая фреза в комплекте предназначена для нарезания определенного диапазона чисел зубьев. Существуют комплекты, состоящие из 8, 15 и 26 фрез. Каждой фрезе в наборе присваивают свой номер и указывают интервал чисел зубьев, которые можно нарезать данной фрезой. Наибольшее распространение получили комплекты, состоящие из 8 и 15 фрез.
Дисковые зуборезные фрезы для косозубых колес выбирают по нормальному модулю. Номер фрезы из комплекта определяют по фиктивному числу зубьев
z¢ = z/cos3yA
где z – число зубьев колеса; yA – угол наклона зуба на делительном цилиндре.
Дисковые и пальцевые модульные фрезы профилируют по наименьшему числу зубьев обслуживаемого ими диапазона.
Точность фрезерования дисковыми модульными фрезами обычно находится в пределах 8 – 9-й степеней. Даже при применении точно спрофилированных фрез по данному числу зубьев точность не превосходит 8-ю степень. Шероховатость поверхности находится в пределах от Rz 20 до Ra 1,25 мкм.
Накатывание зубчатых колес можно осуществлять как в горячем, так и в холодном состоянии валками или рейками. Применяют накатывание валками, так как при накатывании рейками оборудование оказывается более сложным и, кроме того, для колес значительных диаметров необходимо иметь рейки очень большой длины.
Способ пригоден как для прямозубых, так и косозубых колес, причем одними и теми же валками могут быть накатаны зубчатые колеса с различным числом зубьев. Наиболее распространен способ накатывания двумя валками.
Процесс деформации осуществляют либо при помощи поперечной подачи валков (рис. 10.2, а), либо при помощи продольной подачи заготовки вдоль валков, заранее установленных на требуемое межцентровое расстояние (рис. 10.2, б). В последнем случае валки снабжают заборным конусом. Накатывание с продольной подачей следует считать более целесообразным как в отношении точности, так и производительности.
Для поперечного накатывания используют единичные заготовки, для продольного – либо прутки, которые впоследствии разрезают на отдельные зубчатые колеса, либо единичные заготовки, набираемые на общую оправку.
Валки представляют собой корригированные зубчатые колеса с отношением высоты ножки к высоте головки, обратным этому отношению у накатываемого зубчатого колеса. Желательно иметь валки возможно большего диаметра. При этом увеличивается степень перекрытия и процесс накатывания протекает более плавно; условия деформации металла улучшаются. Материал валков – закаленная легированная сталь (обычно 5ХНМ).
Деление окружности заготовки, диаметр которой определяют по эмпирическим формулам, может быть либо принудительным, либо свободным.
При принудительном делении валки и заготовку связывают кинематически при помощи цепи обката. Для этой цели на оправку вместе с заготовкой устанавливают специальное делительное колесо (колесо Д на рис. 10.2), которое входит в зацепление с зубчатыми колесами, сидящими на одной оси с валками. При продольном накатывании делительное колесо сцепляют непосредственно с валками. После выхода делительного колеса из зацепления с валками его роль выполняет сама накатанная заготовка.
При свободном делении используют силы трения между валками и заготовкой. Чтобы процесс свободного деления обеспечивал требуемое число зубьев, необходимо выбрать диаметр заготовки таким, чтобы на длине ее окружности точно укладывалось желаемое число шагов, равных шагу валка на его наружном диаметре. Однако по мере углубления валков в заготовку скорость валков на их наружном диаметре оказывается больше скорости заготовки на впадинах. Вследствие этого зуб валка стремится сместить зуб заготовки в направлении ее вращения, что часто приводит к разрушению зубьев заготовки у их основания, поэтому принудительное деление обеспечивает лучшее качество зубьев.
Для обеспечения правильности профиля по обеим сторонам зуба рекомендуют реверсирование валков (не менее 3 – 4 раз за цикл обработки).
В холодном состоянии накатывают преимущественно зубчатые колеса малых модулей из цветных металлов.
Стальные заготовки следует предварительно нагревать. Точность накатанных с принудительным делением зубчатых колес в значительной степени зависит от точности валков и колеблется в пределах 7 – 8-й степеней.
Шероховатость поверхности, как правило, Ra 1,25…0,63 мкм.
10.1.3. СПОСОБЫ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТОГО ВЕНЦА У ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Зубошлифование применяют в основном для стальных термически обработанных зубчатых колес, однако не исключена возможность шлифования и сырых колес.
Рассмотрим различные способы зубошлифования.
Шлифование профильным кругом (рис. 10.4, а). В качестве режущего инструмента применяют фасонный дисковый круг, профиль которого соответствует профилю впадины зубчатого колеса. Шлифование каждой впадины совершают за несколько проходов, затем следует поворот заготовки на один зуб.
При качественной правке кругов и при точных делительных механизмах, осуществляющих поворот заготовки на один зуб, метод обеспечивает 5-ю степень точности; шероховатость поверхностей соответствует Ra 0,63…0,16 мкм.
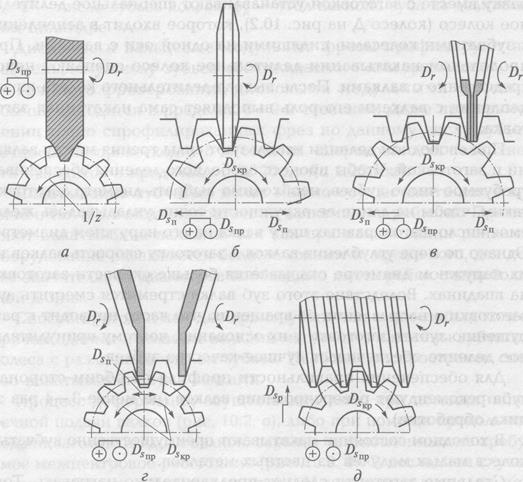
Рис. 10.4. Схемы зубошлифования:
а – фасонным дисковым кругом методом копирования; б, в, г – фасонными дисковыми кругами методом обката; д – абразивным червяком методом обката
Шлифование дисковыми кругами (по методу обката). Во всех применяемых способах, схемы которых приведены на рис. 10.4, б—г, шлифующие поверхности кругов образуют воображаемую рейку, по которой происходит обкат заготовки. Заготовка, помимо движения обката, имеет возвратно-поступательное движение подачи для того, чтобы шлифование могло осуществляться на всей ширине зубчатого венца. После шлифования двух профилей (правого и левого) следует поворот заготовки на один зуб. Описанный способ применяется в основном для модулей т > 1 мм и обладает низкой производительностью.
Достоинство этих способов состоит в легкости правки кругов. Правку проводят либо по торцам круга, либо по конической поверхности. Правка легко может быть автоматизирована.
Точность, получаемая при применении описанных способов, – 5-я степень, качество поверхности Ra 1,25…0,32 мкм.
Шлифование абразивным червяком (по методу обката). По характеру способ (рис. 10.4, д) сходен с зубофрезерованием червячными фрезами. В качестве инструмента применяют шлифовальный круг, на цилиндрической поверхности которого путем накатывания наносят однозаходную винтовую нитку. Вследствие незначительности угла подъема нитки абразивный червяк не поворачивают на угол подъема нитки, а устанавливают перпендикулярно оси шлифуемого прямозубого цилиндрического колеса. Между абразивным червяком и колесом, установленным в центрах на оправке, есть необходимая для червячной передачи кинематическая связь. Заготовка в процессе резания имеет вертикальную подачу вдоль своей оси. После каждого двойного хода заготовки последнюю можно автоматически подавать в радиальном направлении (на шлифовальный круг), после чего процесс шлифования повторяется. При шлифовании косозубых колес заготовку поворачивают на угол наклона зубак а подача остается вертикальной.
Этим способом можно шлифовать зубчатый венец как по целому металлу заготовки (для т < 0,5 мм), так и заготовки с предварительно выполненным зубчатым венцом. Шероховатость поверхности после шлифования Ra 1,25…0,16 мкм, точность — 5-й степени.
Притирку зубчатых колес в качестве способа окончательной обработки зубчатого венца применяют преимущественно для термически обработанных стальных зубчатых колес. Однако он пригоден и для нетермообработанных колес из различных металлов. В промышленности притирка распространена значительно шире, чем зубошлифование из-за относительной простоты процесса и в связи с более высокой производительностью.
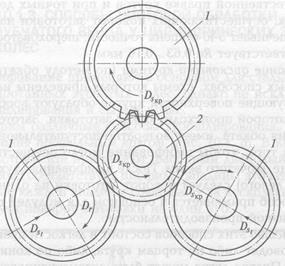
Рис. 10.5. Схема притирки зубчатого колеса тремя притирами-колесами с параллельными осями: 1 — притиры; 2 — заготовка
Процесс притирки производителен и экономичен лишь при небольших припусках под притирку (как правило, регламентированные припуски не оставляют).
В качестве притиров применяют зубчатые колеса того же модуля, но с уменьшенной толщиной зубьев. Притиры изготавливают из более мягкого материала, чем обрабатываемое колесо, и шаржируют абразивами (для стальных колес чаще всего применяют серый перлитный чугун).
Процесс притирки осуществляют путем взаимного обкатывания заготовки 2 и притиров 1 (одного или нескольких) без принудительной цепи обката (рис. 10.5). Притиры постепенно сближают (Dst); притираемая заготовка 2 нагружается тормозным моментом и получает вращение от притиров. В процессе обработки проводят периодическое реверсирование притиров.
Точность притирки находится в пределах 5-й степеней. Качество поверхности после притирки, как правило, очень высокое (Ra 0,63…0,04 мкм) и в значительной мере зависит от типа и зернистости применяемого абразива. Для притирки применяют пасты ГОИ, электрокорундовые пасты и другие зернистостью 80…50 мкм. При применении более мелких паст (28… 14 мкм и выше) процесс притирки превращается в процесс зубополирования, который часто применяют для окончательной отделки колес (после притирки).
Помимо притиров-колес используют червячные притиры (притиры в виде однозаходных червяков), изготовленные из мягких металлов или из твердых сортов дерева (пальма, дуб, бук).
Шевингование обеспечивает достаточно высокую и притом стабильную степень точности зубчатого венца и хорошее качество поверхности. Этот процесс высокопроизводителен и экономичен (во много раз дешевле шлифования) и весьма прост в обслуживании.
Сущность процесса шевингования состоит в снятии с поверхности зубьев колеса весьма тонких волосообразных стружек режущим инструментом – шевером, находящимся в плотном зацеплении с обрабатываемым колесом.
Различают шевингование шевером-рейкой, дисковым шевером (рис. 10.6, а), представляющим собой косозубое колесо того же модуля с зубьями, перерезанными кольцевыми или винтовыми канавками, образующими режущие кромки (рис. 10.6, б). Применяют также шевингование червячным шевером.
Для косозубых колес применяют косозубые шеверы с углом наклона зуба, отличным от угла наклона зуба шевингуемого колеса. В отдельных случаях для косозубых колес можно применять прямозубые шеверы.
Снятие стружки происходит благодаря наличию осевого скольжения в зацеплении, которое достигается скрещиванием осей шевера 1 (см. рис. 10.6, а) и заготовки 2 (обрабатываемое зубчатое колесо) и осевым возвратно-поступательным перемещением заготовки 2 относительно шевера DSnp. Шеверу сообщают возвратно-вращательное движение DrПри изменении направления перемещения заготовки вращение шевера реверсируют (для равномерности обработки правых и левых профилей). Заготовки свободно устанавливают в центрах станка, на оправках, и приводят во вращение DSnp шевером.
После каждого двойного хода заготовки инструментальную головку с шевером подают в радиальном направлении DsvСкоростью резания в этом случае является составляющая v, а главным движением — вращательное движение шевера vm, так как vm > v. Полный цикл обработки включает в себя несколько рабочих ходов заготовки (которым предшествует радиальная подача шевера) и несколько зачистных ходов (без подачи шевера на глубину).
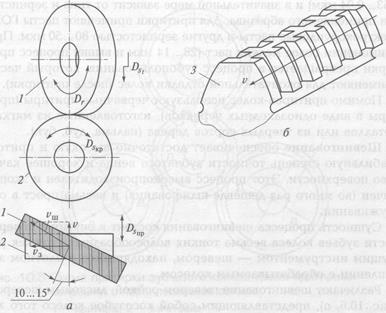
Рис. 10.6. Шевингование зубчатых колес дисковым шевером:
а — схема шевингования; б — зуб шевера; 7 — шевер; 2 — заготовка; 3 — зуб шевера; v, v3 — осевая и окружная скорости заготовки; уш — окружная скорость шевера
Точность шевингования — обычно 5-я степень (если у заготовок 8 — 9-я степень). Шероховатость поверхности после шевингования Ra 0,25…0,32 мкм.
В настоящее время шевингованию подвергают зубчатые колеса с модулем не менее 0,3 мм. Меньшие модули не шевингуют из-за сложности изготовления шеверов.
Обкатывание зубчатых колес заключается в воспроизведении плотного зацепления обрабатываемого колеса с закаленными эталонными колесами. В процессе обкатывания вследствие смятия поверхностных гребешков обеспечивается достаточно высокое качество поверхности и высокая поверхностная твердость зубьев. Производительность процесса очень высока (обкатывание одного колеса занимает несколько секунд). Процесс весьма прост и легко может быть автоматизирован.
Обкатыванию можно подвергать колеса из различных металлов, но твердостью до 30…32 HRC.
В качестве эталонных колес применяют колеса того же модуля из инструментальных легированных сталей 9ХС, ХВГ и др. с высокой твердостью после термообработки. Соотношение высоты ножки и головки зуба у эталонного колеса несколько отличается от этого соотношения у обрабатываемого колеса. Толщина зуба эталона больше толщины зуба колеса на величину регламентированного бокового зазора в зацеплении. Схема обкатывания тремя эталонами аналогична изображенной на рис. 10.5.
Применяют обкатывание одним эталонным колесом.
Приработка зубчатых колес заключается во взаимном обкатывании двух колес, которые впоследствии будут работать в паре. Приработка может проводиться либо непосредственно в сборочной единице в процессе монтажа, либо на специальных установках.
Для ускорения процесса приработки между зубьями вводят притирочное вещество — абразив, однако приработку часто проводят и без абразива. После приработки с абразивом колеса должны быть тщательно промыты.
10.1.4. СПОСОБЫ ПОЛУЧЕНИЯ ЗУБЧАТОГО ВЕНЦА У ЧЕРВЯЧНЫХ И КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Зубонарезание у червячных колес. Зубчатый венец червячных колес чаще всего нарезают на зубофрезерных станках червячными фрезами, причем размеры фрез должны соответствовать размерам червяка, с которым будет зацепляться данное червячное колесо. Разница заключается лишь в том, что наружный диаметр червячной фрезы на 0,5т (т — модуль колеса) больше наружного диаметра червяка. Это обеспечивает фрезерование впадины на полную глубину.
Ось фрезы устанавливают перпендикулярно оси колеса. Фрезерование можно осуществлять либо с поперечной подачей заготовки 2 на фрезу 1 (рис. 10.7, а), либо с продольной подачей фрезы вдоль оси фрезы. В последнем случае фрезу снабжают заборным конусом и между заготовкой 2 и фрезой 3 сразу устанавливают требуемое расстояние между осями (рис. 10.7, б).
Фрезерование с поперечной подачей заготовки обеспечивает большую производительность (вследствие малой величины перемещения заготовки). Однако фрезерование с продольной подачей фрезы обеспечивает большую точность, так как в этом случае чистовые зубья фрезы, не участвуя в черновом резании, дольше сохраняют качество своих режущих кромок.
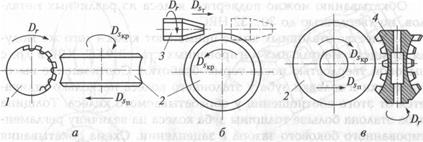
Рис. 10.7. Нарезание червячных колес:
а — с поперечной подачей заготовки; б — с продольной подачей фрезы; в — глобоидной червячной фрезой; 1,3,4 — фрезы; 2 — заготовка
Только с продольной подачей можно правильно обработать червячные колеса с большими углами наклона зуба.
Зубонарезание у червячных колес для глобоидных передач осуществляется глобоидной червячной фрезой 4 (рис. 10.7, в). Глобоидальная передача (глобоидная передача) – разновидность червячной передачи, в которой начальная поверхность червяка образована вращением дуги начальной окружности колеса относительно оси червяка.
На всех трех схемах стрелками показаны движения, встречающиеся при нарезании зубьев: Dr— вращательное движение фрезы (движение резания); DSnи DSt— движения подачи (поперечное заготовки и тангенциальное фрезы) и DSicp — вращательное движение заготовки, кинематически согласованное с вращательным движением фрезы DT.
Чистовую обработку червячных колес осуществляют чаще всего притиркой или прикаткой с эталонным червяком или шевингованием червячным шевером. Применяют также приработку червячного колеса и червяка непосредственно в механизме.
Зубонарезание у конических прямозубых колес. Метод копирования широко применяют при черновом (предварительном) нарезании, а также при изготовлении неответственных колес с неширокими венцами. В этих случаях можно использовать обычные универсально-фрезерные станки и дисковые модульные фрезы (рис. 10.8). Заготовку устанавливают на шпинделе делительной головки, причем шпиндель поворачивают на угол а, равный половине угла конуса по впадинам (рис. 10.8, а). После прорезки одной впадины (с продольной подачей стола) заготовку поворачивают на один зуб. Фрезы подбирают по наибольшему модулю.
Если венец колеса достаточно широкий, то описанный способ не может быть применен вследствие больших погрешностей формы зуба. В этом случае при отсутствии специального оборудования может быть применен способ фрезерования каждой впадины за два рабочих хода (рис. 10.8, б). Делительную головку (на рис. не показана) устанавливают на поворотный стол и первоначально поворачивают на некоторый угол р против часовой стрелки. После прорезки всех впадин делительную головку поворачивают на такой же угол в противоположную сторону и вторично фрезеруют все впадины. Фрезы подбирают по наименьшему модулю. При этом форма зуба оказывается более или менее правильной, однако значительные погрешности профиля делают этот способ пригодным лишь для неответственных колес.
Метод обката более широко распространен в машиностроении.
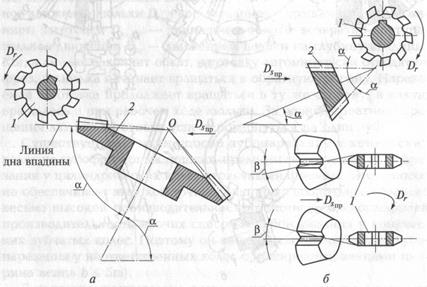
Рис. 10.8. Схемы нарезания зуба конического колеса дисковой модульной фрезой методом копирования:
а — за один рабочий ход; б — за два рабочих хода; 7 — дисковая фреза; 2 — заготовка; а — половина угла конуса впадин; р — половина угла поворота стола между двумя рабочими ходами
Нарезание зубьев проводят чаще всего на зубострогальных станках двумя резцами, профиль которых соответствует исходному контуру плоского колеса. В процессе резания воспроизводится зацепление нарезаемого колеса (заготовки) 1 с воображаемым производящим зубчатым (рис. 10.9, о) колесом 2 (кольцевой рейкой) . После каждого цикла обката происходит поворот заготовки на один зуб.
На рис. 10.9, а приведена принципиальная схема нарезания конического прямозубого колеса двумя зубострогальными резцами 4. На схеме стрелками отмечены движения, участвующие в процессе нарезания. Возвратно-поступательное движение резцов (рабочее Drи вспомогательное DrJ в процессе нарезания является движением скорости резания; возвратно-вращательное движение механизма обкатки (люльки 3) DSкp, согласованное с возвратно-вращательным движением заготовки колеса Dкр1 — движением обкатки; возвратно-вращательное движение заготовки 1 служит для установки на глубину впадины и отвода бабки и, наконец, прерывистое вращательное движение заготовки на 1/z (z — число нарезанных зубьев) — делительным движением, и осуществляется тогда, когда заготовка и резцы отведены друг от друга.
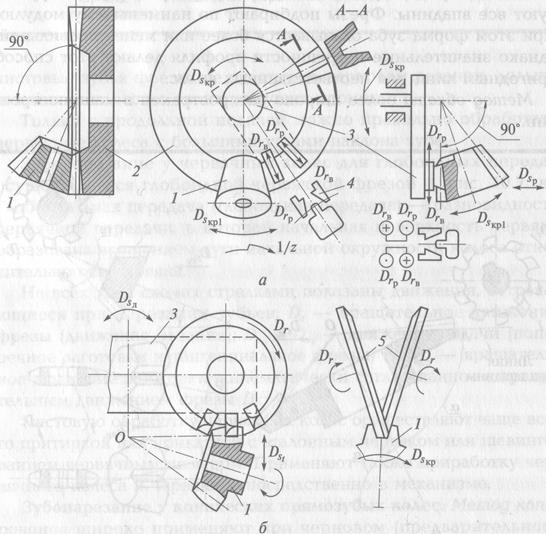
Рис. 10.9. Нарезание конических прямозубых колес методом обката:
а — двумя зубострогальными резцами; б — двумя дисковыми сборными фрезами; 1 — нарезаемое колесо (заготовка]; 2 — производящее зубчатое колесо; 3 — люлька; 4 — зубострогальный резец; 5 — фреза
На рис. 10.9, б дана схема нарезания конического прямозубого колеса по методу обката двумя дисковыми сборными фрезами 5. Этот способ повышает производительность в 3 — 5 раз по сравнению с зубостроганием за счет применения вращающегося многорезцового инструмента вместо двух зубострогальных резцов, совершающих возвратно-поступательное движение, и позволяет нарезать колеса без предварительного прорезания впадин.
Вращательное движение дисковых фрез Д., указанное на схеме, является движением скорости резания; возвратно-вращательное движение люльки Ds , согласованное с вращательным движением заготовки Цукр1, — движением обката; возвратно-поступательное движение Dst— движением подачи на глубину впадины. Когда люлька закончит обкат, заготовку автоматически отводят от фрез, и люлька начинает вращаться в обратную сторону. Нарезаемая заготовка продолжает вращаться в ту же сторону, в какую вращалась и при рабочем ходе люльки. За период обратного вращения люльки заготовка успеет повернуться на один зуб.
Существует еще один способ зубонарезания у конических колес на зубофрезерных станках, предназначенных для зубонарезания у цилиндрических колес червячными фрезами. Этот способ не обеспечивает высокой точности по профилю, однако обладает весьма высокой производительностью, намного превосходящей производительность прочих способов зубонарезания у конических зубчатых колес. Поэтому он весьма целесообразен для зубонарезания у неответственных колес с неширокими венцами (ширина венца b < 5т).
В качестве инструмента применяют специальную дисковую фрезу, зубья которой расположены по винтовым виткам многоза-ходного червяка (рис. 10.10, а). Число зубьев равно числу заходов червяка и обычно принимается равным четырем.
Заготовку устанавливают в специальном приспособлении, укрепленном на столе станка, и связывают с движением стола. Между заготовкой и инструментом устанавливается кинематическая связь, соответствующая зацеплению колеса с z-заходным червяком (z — число зубьев фрезы). Каждый следующий зуб начинает обработку следующей впадины; таким образом, деление происходит непрерывно. Фреза имеет продольную подачу DSnp вдоль образующей конуса впадин (схема обработки изображена на рис. 10.10, б).
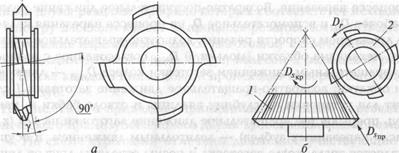
Рис. 10.10. Нарезание конических зубчатых колес специальной дисковой фрезой с винтовыми зубьями:
а — специальная дисковая фреза с винтовыми зубьями; б — схема нарезания конических зубчатых колес фрезой с винтовыми зубьями; 7 — заготовка; 2 — фреза; у — передний угол
10.1.5. ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
Червячная модульная фреза (рис. 10.11, а) представляет собой винт с прорезанными перпендикулярно к виткам канавками. В результате этого на червяке образуются режущие зубья, расположенные по винтовой линии. Профиль зуба фрезы в нормальном сечении имеет трапецеидальную форму и представляет собой зуб рейки с передним у и задним а углами заточки. Червячные фрезы изготавливают однозаходными и многозаходными. Чем больше число заходов, тем выше производительность фрезы, но ниже точность. Червячными модульными фрезами нарезают цилиндрические колеса с прямыми и косыми зубьями и червячные колеса.
Зуборезный долбяк (рис. 10.11, б) представляет собой зубчатое колесо, зубья которого имеют эвольвентный профиль с передним g и задним a углами заточки. Различают два типа долбяков для нарезания цилиндрических колес: прямозубые (с прямыми зубьями) и косозубые (с косыми зубьями).
Зубострогальный резец (рис. 10.11, в) имеет призматическую форму с соответствующими углами заточки и прямолинейной режущей кромкой. Передний у и задний а углы образуются при установке резца в резцедержателе станка. Такие резцы применяют попарно для нарезания конических зубчатых колес с прямыми зубьями.
Дисковые модульные фрезы (рис. 10.11, г) представляют собой фасонные дисковые фрезы, профиль которых соответствует профилю впадины между зубьями цилиндрического зубчатого колеса. Форма и размеры дисковых модульных фрез стандартизированы. Такие фрезы имеют затылованные зубья, т.е. линия пересечения плоскости, перпендикулярной к оси фрезы, с задней поверхностью зуба является спиралью Архимеда, что позволяет при переточке зуба по его передней поверхности сохранять профиль зуба.
Дисковые модульные фрезы бывают черновые и чистовые. Черновые фрезы применяют для предварительного прорезания впадин между зубьями колес, а чистовые — для окончательного нарезания зубьев.
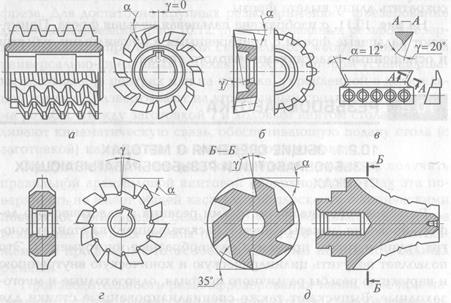
Рис.10.11. Инструменты для нарезания зубчатых колес методами обката (а, б, в) и копирования (г, д):
а – червячная мудульная фреза; б – зуборезный долбяк; в – зубострогальный резец; г, д – дисковая и пальцевая модульные фрезы
Дисковые модульные фрезы имеют ограниченное применение в машиностроении. Их используют главным образом при ремонтных работах, а также при мелкосерийном изготовлении зубчатых колес в тяжелом машиностроении. Этими фрезами нарезают сравнительно неточные цилиндрические зубчатые колеса (9—10-й степени точности) с прямыми и косыми зубьями, а также конические колеса с прямыми зубьями.
Для скоростной черновой обработки зубьев средних и крупных модулей используют твердосплавные дисковые фрезы сборной конструкции.
Пальцевые модульные фрезы применяют в тяжелом машиностроении для фрезерования прямозубых и косозубых шевронных и многошевронных зубчатых колес крупных модулей (т = 10 мм и более). Пальцевые модульные фрезы бывают черновые и чистовые. Фрезы эти не стандартизированы. Они состоят из двух частей — режущей и хвостовой (крепежной). Обычно хвостовая часть для закрепления имеет резьбовое отверстие, что позволяет сократить длину вылета фрезы.
На рис. 10.11, д изображена пальцевая цельная фреза. Применяют пальцевые фрезы с приваренными клиновидными зубьями и оснащенные пластинками твердого сплава.
§
10.2.1. ОБЩИЕ СВЕДЕНИЯ О МЕТОДАХ РЕЗЬБООБРАБОТКИ И РЕЗЬБООБРАБАТЫВАЮЩИХ СТАНКАХ
Резьбу изготавливают методами резания и пластического деформирования (накатыванием и раскатыванием) на станках многих групп и типов, применяя разнообразные инструменты. Это позволяет получить цилиндрическую и коническую внутреннюю и наружную резьбы различного профиля, однозаходные и много-заходные. Выпускают также специализированные станки для образования резьбы нарезанием или накатыванием (раскатыванием).
Наружные резьбы нарезают резцами, гребенками, круглыми плашками, резьбонарезными головками, групповыми фрезами, резцовыми головками («вихревым методом»), шлифовальными кругами. Внутренние резьбы нарезают резцами, гребенками, метчиками, резьбонарезными головками, фрезами.
Нарезание резьб осуществляют на токарных, револьверных, сверлильных (внутренних – метчиками, наружных – круглыми плашками, резьбонарезными головками с круглыми гребенками), болторезных (наружных) или гайконарезных (внутренних резьб), фрезерных, резьбофрезерных, резьбошлифовальных станках и токарных автоматах.
Рассмотрим обработку резьб на резьбообрабатывающих станках. Резьбообрабатывающие станки, как и зубообрабатывающие, относят к 5-й классификационной группе станков (резьбофрезер-ные – к 5-му, резьбошлифовальные – к 8-му типам этой группы). Резьбообрабатывающие станки (с вертикальной и горизонтальной компоновкой шпинделя) имеют один-два или более шпинделя, работают как полуавтоматы и автоматы.
10.2.2. РЕЗЬБОНАРЕЗАНИЕ НА РЕЗЬБОФРЕЗЕРНЫХ СТАНКАХ
Движение резания Dr(вращательное) в этом случае совершает фреза. Для достаточно крупных резьб применяют фрезерование дисковыми фрезами (рис. 10.12, а) на специальных резьбофрезерных станках, а при отсутствии специального оборудования – на универсально-фрезерных станках. Стол, на котором устанавливают заготовку (в центрах или на оправке, укрепленной в делительной головке), развертывают на угол, равный среднему углу подъема резьбы. Между заготовкой 1 и ходовым винтом стола устанавливают кинематическую связь, обеспечивающую подачу стола (с заготовкой) на один шаг за один оборот заготовки.
Следует отметить, что резьбофрезерованием нельзя получить правильной архимедовой винтовой поверхности, так как эта поверхность не имеет общей касательной плоскости с коническими поверхностями фрезы. Вследствие этого возникает некоторое искажение профиля резьбы (на рис. 10.12, б пунктир – неискаженный профиль). Это особенно ощутимо на прямоугольных резьбах.
Производительность резьбофрезерования выше, чем при нарезании резцом, однако она уступает другим способам нарезания резьбы. Чистота поверхности резьбы вследствие прерывистости процесса резания ниже, чем при токарной обработке резьбы. С уменьшением подачи и увеличением числа зубьев фрезы качество поверхности улучшается.
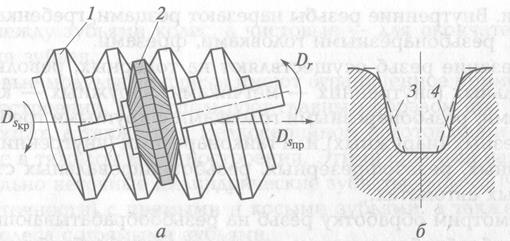
Рис. 10.12. Резьбофрезерование дисковой фрезой:
а – схема фрезерования; б – профиль резьбы; 1 – заготовка; 2 – фреза; 3,4 – теоретический и получаемый профили
Для нарезания мелких крепежных резьб большого диаметра широко применяют фрезерование групповыми (гребенчатыми) фрезами 2 (рис. 10.13, а) на специальных резьбофрезерных станках. Ось фрезы 2 устанавливают параллельно оси заготовки 1, и фрезерование всех ниток осуществляют одновременно.
Рис. 10.13. Резьбофрезерование групповой (гребенчатой) фрезой:
а – движения фрезы и заготовки; б – взаимное расположение ниток фрезы и заготовки; 1 – заготовка; 2 фреза
За один оборот заготовки фреза подается вдоль оси на один шаг. Для полного резьбообразования с учетом врезания необходимо несколько больше одного оборота заготовки (порядка 1,25), в связи с чем длину гребенчатой фрезы берут обычно на 2 — 3 нитки больше по сравнению с длиной нарезаемой резьбы.
Этот способ значительно производительнее фрезерования дисковой фрезой. Его можно применять как для наружной, так и для внутренней резьбы. Однако в отношении точности он уступает способу фрезерования дисковой фрезой. Так как направление кольцевых ниток фрезы не совпадает с направлением винтовой нитки резьбы детали (рис. 10.13, б), возникает значительная погрешность профиля. Погрешность тем меньше, чем меньше угол подъема резьбы, поэтому этот способ целесообразно применять только для резьб малого шага и большого диаметра.
Групповыми (гребенчатыми) фрезами с кольцевыми канавками нарезают и внутренние резьбы. Движение подачи (как вдоль оси, так и на врезание) в этом случае совершает заготовка.
10.2.3. РЕЗЬБОНАРЕЗАНИЕ НА БОЛТОРЕЗНЫХ И ГАЙКОРЕЗНЫХ СТАНКАХ
Болторезные станки предназначены для нарезания наружных резьб в болтах и других деталях. При нарезании резьбы, например, на одношпиндельном болторезном станке заготовку закрепляют в тисках, установленных на суппорте. Движение подачи суппорт получает от ходового винта, вращающегося от шпинделя через гитару деления, таким образом, что за один оборот шпинделя суппорт перемещается на шаг резьбы. При этом суппорт перемещает заготовку к закрепленной на шпинделе резьбонарезной самораскрывающейся головке с тангенциальными гребенками (см. рис. 7.14, в), расположенными по касательной к нарезаемой поверхности. После нарезания резьбы резьбонарезная головка автоматически раскрывается, суппорт совершает холостой ход, головка закрывается, и цикл повторяется. Открывать и закрывать резьбонарезную головку на станке можно и вручную (см. рис. 7.14).
Рис. 10.14. Способы нарезания резьбы в гайках метчиками:
а – с длинным прямым хвостовиком; б – с изогнутым хвостовиком в невращающихся заготовках; в – с изогнутым хвостовиком во вращающихся заготовках; 1 – цанговый патрон; 2 – хвостовик метчика; 3 – готовые гайки; 4 – заготовки; 5 – тара; 6 – приспособление (направляющие); 1 – шпиндель; 8 – патрон; 9 – подающие ролики; 10 – вращающийся бункер
На гайконарезных автоматах и полуавтоматах осуществляют нарезание резьбы в гайках при крупносерийном и массовом производстве метчиками с прямыми (рис. 10.14, а) или изогнутыми хвостовиками (рис. 10.14, б, в).
При резьбонарезании вращающимся метчиком с длинным прямым хвостовиком (см. рис. 10.14, а) гайки по мере нарезания надеваются на хвостовик 2. После того как хвостовик полностью заполняется гайками, метчик вынимается из цангового патрона 1 и гайки 3 удаляют с хвостовика 2. Эти метчики изготавливают для резьб диаметром до 52 мм.
При резьбонарезании вращающимся метчиком с изогнутым хвостовиком (см. рис. 10.14, б) метчик вместе со специальной головкой получает вращение от шпинделя 7. Нарезаемые заготовки 4 из бункера подают к направляющим 6, устанавливают на них и прижимают толкателем к вращающемуся метчику (бункер и толкатель на рисунке не показаны). Гайки перемещаются по метчику и по изогнутому хвостовику и сбрасываются в зону готовых изделий.
При резьбонарезании во вращающихся заготовках метчиком (его режущая часть показана условно) с изогнутым хвостовиком (см. рис. 10.14, в) заготовки, находящиеся во вращающемся бункере, постепенно нанизываются на хвостовик 2 метчика, который расположен по касательной к направлению перемещения заготовок. Под давлением следующих гаек и в результате вращения подающих роликов 9 заготовки передвигаются к рабочей части метчика. Вращающийся патрон 8 сообщает им вращательное движение, благодаря чему они перемещаются по метчику, и после резьбонарезания готовые гайки сбрасываются в тару.
Гаечные метчики изготавливают со шлифованным профилем. При резьбонарезании во всех случаях продольная подача заготовки (или инструмента) равна шагу резьбы Р.
10.2.4. РЕЗЬБООБРАБОТКА НА РЕЗЬБОНАКАТНЫХ СТАНКАХ
Накатывание резьбы – один из наиболее производительных и экономичных способов изготовления резьбы в условиях массового и серийного производства.
Накатывать можно как наружные, так и внутренние (раскатывание) резьбы, одно- и многозаходные, цилиндрические и конические. Преимущества накатывания резьбы по сравнению с резьбонарезанием: меньшая стоимость, меньший расход инструмента, экономия материала, более высокая производительность и более высокая прочность резьбы.
Накатывание резьбы можно осуществлять на углеродистых, легированных, нержавеющих сталях, на медных, алюминиевых, титановых сплавах, если их относительное удлинение не меньше 12%, а твердость менее 35 HRC. В отдельных случаях можно накатывать резьбу при меньшей пластичности и большой твердости металла (относительное удлинение не меньше 8 %, а твердость – до 40 HRC), но стойкость резьбонакатного инструмента при этом резко снижается.
Резьбонакатные станки подразделяют на станки с плоскими и круглыми плашками. При накатывании резьбы плоскими плашками заготовку прокатывают между двумя плашками, на рабочие поверхности которых наносят развертки винтовых ниток накатываемой резьбы. Направление ниток у плашек одинаковое, но противоположное направлению ниток резьбы детали. Угол между направлениями ниток на двух противоположных плашках равен двойному среднему углу подъема резьбы.
Так как винтовая поверхность резьбы не развертывается в плоскость, теоретически правильного профиля при накатывании не получается. Однако при небольших углах подъема и небольшой глубине резьбы эта методическая погрешность невелика.
Накатывание роликами (круглыми плашками) применяют чаще, чем накатывание плоскими плашками.
На роликах есть винтовые нитки, направление которых противоположно винтовым ниткам нарезаемой резьбы. Средний угол подъема и шаг резьбы роликов должны быть равны среднему углу подъема а и шагу резьбы Р накатываемой заготовки. Так как средний диаметр роликов обычно во много раз больше среднего диаметра заготовки, ролики выполняют многозаходными. При накатывании метрических резьб число заходов ролика равно частному от деления средних диаметров резьбы ролика и заготовки.
В силу того обстоятельства, что наружные диаметры роликов формуют внутренний диаметр резьбы, а внутренние диаметры роликов – наружный диаметр резьбы, происходит некоторое искажение профиля резьбы на заготовке, так как углы подъема ниток на этих диаметрах у роликов и заготовки не совпадают. Однако при небольших углах подъема и небольшой глубине профиля эти погрешности, подобные рассмотренным ранее при плоском накатывании, невелики.
Для накатывания наружных резьб применяют также резьбонакатные плашки и головки, резьбовые сегменты, а для раскатывания внутренних резьб – раскатники (метчики-накатники), роликовые раскатки и самонарезающие винты.
Существуют три основных способа накатывания резьбы (рис. 10.15): с тангенциальной или радиальной подачами инструмента на накатываемую заготовку и с осевой (продольной) подачей инструмента или заготовки.
Накатывание наружных резьб с тангенциальной подачей инструмента можно проводить плоскими или сегментными плашками и цилиндрическими роликами.
Накатывание наружной резьбы плоскими плашками (рис. 10.15, а) проводят на плосконакатных станках (автоматах) или на поперечно-строгальных станках, приспособленных для накатывания резьбы.
Рис. 10.15. Способы накатывания резьбы:
а – плоскими плашками; б – вращающимся роликом с сегментными плашками и неподвижными сегментными плашками; в – двумя роликами разных диаметров; г – роликами с их радиальной подачей; д – роликами (оси которых параллельны или скрещиваются) с осевой подачей заготовки; 1 – плоские плашки; 2 – заготовка; 3 – ролики; 4, 5 – неподвижные и вращающиеся сегментные плашки соответственно; 6 – державка; 7 – стойка; v1, v2 – окружные скорости; n1, n2 – частоты вращения; d1, d2 – диаметры роликов
Одна из плашек 1, называемая неподвижной, закреплена в плашкодержателе станины станка. Вторая (верхняя) плашка 1, называемая подвижной, закреплена в выемке ползуна, совершающего прямолинейное возвратно-поступательное движение в направляющих станины. Когда ползун с подвижной плашкой находится в крайнем заднем положении, заготовка 2 обрабатываемого изделия вталкивается специальным толкателем в пространство между плашками. При движении ползуна вперед заготовка под действием силы трения начинает вращаться вокруг своей оси и поступательно перемещаться вдоль плашек. Клинообразные нарезки плашек при этом постепенно вдавливаются в тело заготовки, образуя углубления, а излишек вытесненного металла заполняет впадины нарезок плашек. Прокатившись по всей поверхности последних, изделие с окончательной резьбой (при крайнем переднем положении ползуна) автоматически выпадает в приемник обработанных деталей.
Основные элементы плашек – это заборный участок, выполняющий работу формообразования резьбы; калибрующий участок, выполняющий калибрование резьбы; сбрасывающий участок (на неподвижной плашке), облегчающий освобождение накатанной детали.
Подвижная плашка длиннее неподвижной, что исключает «затаскивание» детали при обратном ходе подвижной плашки и обеспечивает освобождение накатанной детали.
Направление угла подъема резьбы на плашках противоположно направлению накатываемой резьбы. В направлении оси накатываемой заготовки резьбовые профили плашек должны быть сдвинуты (считая от установочной поверхности) на 0,5Р (Р — шаг резьбы) с допустимым отклонением ±0,02 мм.
Накатные плашки изготавливают из стали марок Х12У; Х12Ф1; Х12ТФ; Х6ВФ; 9ХС. Твердость плашек после термической обработки составляет 58…62 HRC. Шероховатость поверхности резьбы накатной плашки зависит от исходного состояния и размеров заготовки, качества плашек и соответствует Ra 1,25…0,32 мкм.
Способ наиболее широко применяют в крупносерийном и особенно в массовом производстве резьбовых деталей 6 – 8-й степеней точности с шероховатостью поверхности Ra 1,25…0,32 мкм на деталях из конструкционных сталей и цветных металлов.
Наибольший диаметр накатываемой резьбы 27 мм, наименьший 1 мм; длина накатываемой резьбы 60…80 мм.
При накатывании вращающимся роликом с сегментом и неподвижным сегментом (сегментной плашкой) (рис. 10.15, б) заготовка поступает в зазор между вращающимся роликом 3 и неподвижным сегментом 4. В процессе накатывания резьбы она совершает планетарное движение вместе с роликом 3 относительно его оси с одновременным вращением относительно собственной оси с незначительным скольжением. В результате на поверхности заготовки получается отпечаток резьбы инструмента. Резьба на плашке 5 и сегменте 4 – многозаходная с одинаковыми углами подъема. Для накатывания правой резьбы резьба на плашке левая, а на сегменте правая; для накатывания левой резьбы резьба на плашке правая, а на сегменте левая.
Накатывание резьбы вращающимся роликом и неподвижным сегментом проводят на специальных резьбонакатных станках или на специальных приспособлениях, устанавливаемых на токарном станке. В простейшем случае заготовка при помощи толкателя захватывается вращающимся цельным резьбовым роликом и прокатывается между ним и неподвижно закрепленным резьбовым сегментом.
Чтобы повысить производительность труда и устранить отжатие ролика, с противоположной стороны сегмента устанавливают второй сегмент и одновременно накатывают две заготовки. На планетарном накатном станке (см. рис. 10.15, б) монтируют две неподвижные (вогнутые) 4 и четыре подвижные (выпуклые) 5 плашки (сборный ролик). При наличии двух бункеров для заготовок 2 и двух загрузочных устройств, за один оборот может быть накатано восемь заготовок, что обеспечивает высокую производительность станка.
Простота схемы и соответственно конструкции резьбонакатных устройств для планетарного накатывания резьбы позволяет легко осуществить этот процесс при отсутствии специального оборудования в условиях любого предприятия.
Способ применяют для малых по диаметру крепежных винтов с допусками по 8-й степени точности. Недостатки способа – сложность изготовления резьбы на сегментах и малая стойкость цельных или сборных роликов.
Накатывание двумя роликами разного диаметра с тангенциальной подачей заготовок на проход между роликами (рис. 10.15, в) используется для изготовления резьб диаметром до 10 мм.
Два резьбонакатных ролика 3, установленные на требуемом межосевом расстоянии, вращаются с различной окружной скоростью в одну и ту же сторону. Оси роликов параллельны оси заготовки. Подача заготовок 2, поступающих из загрузочного устройства в зазор между роликами, осуществляется благодаря тому, что комплект состоит из двух роликов разного диаметра, а при накатывании им сообщается равная частота вращения. Разность окружных скоростей создает усилие проталкивания заготовок между роликами.
Чтобы происходило самозатягивание заготовок, необходимо соблюдение такого соотношения диаметров накатных роликов и заготовки, при котором f > tga, где f – коэффициент трения между роликами и заготовкой; a – угол захвата заготовки роликом.
Для накатывания по описанному способу можно применять как стандартные двухроликовые накатные станки, так и специальные накатные автоматические станки.
Резьба, накатанная роликами рассматриваемого способа, соответствует 6-й степени точности и шероховатости поверхности Ra 1,25…2,5 мкм.
Накатывание наружных резьб с радиальной подачей инструмента осуществляют одним, двумя или тремя роликами 3 (рис. 10.15, г).
Накатывание одним роликом применяют для резьб диаметром до 15 мм на заготовках из цветных металлов и мягкой стали.
Накатывание одним роликом обычно проводится непосредственно в процессе обработки заготовки на токарных автоматах, револьверных и токарных станках. Ролик 3 укрепляется в державке на поперечном суппорте и получает радиальную подачу. Под действием радиального усилия ролик 3 вдавливается своими нитками в заготовку 2 и накатывает на ней резьбу. Шероховатость поверхности резьбы, накатанной одним роликом, соответствует Ra 0,63…2,5 мкм, а точность – 6 – 8-й степеням точности.
Накатывание двумя роликами с радиальной подачей применяют для резьб диаметром от 0,3 до 120 мм, накатываемых на сплошных или полых тонкостенных заготовках из цветных металлов, из нормализованной и термически обработанной стали (см. рис. 10.15, г).
Ролики 3, оси которых параллельны оси накатываемой заготовки 2, вращаются в одном направлении, при этом один из них совершает поступательное движение подачи, заготовка 2 устанавливается на опорном ложе стойки 7. При сближении на заданное межцентровое расстояние ролики, сдавливая заготовку, увлекают ее во вращение и накатывают на ней резьбу.
При накатывании правых резьб ролики вращаются по направлению вращения часовой стрелки, а при накатывании левых резьб – против часовой стрелки. При установке роликов их профили смещены относительно друг друга точно на 1/2 шага.
При накатывании роликами с радиальной подачей точность резьбы выдерживается в допусках 5-й степени и выше.
Накатывание тремя роликами выполняют следующим образом. Три ролика 3, вертикальные оси которых расположены параллельно оси накатываемой заготовки, принудительно вращаются в одном направлении. При помощи специальных колец и кулачка ролики можно сближать и удалять друг от друга (см. рис. 10.15, г).
Когда ролики сближаются, нитки их резьбы вдавливаются в тело заготовки 2.
Этот способ имеет ограниченное применение и обычно используется для изготовления коротких резьб на болтах, винтах и полых заготовках диаметром более 12 мм.
Накатывание наружных резьб с осевой подачей заготовок проводят круглой плашкой без стружечных отверстий. С осевой подачей заготовки резьбу накатывают несколькими роликами 3, снабженными заборными частями, при постоянном межцентровом расстоянии (рис. 10.15, д). При накатывании роликами после того, как под влиянием предварительной осевой подачи на заготовке образуются первые, хотя и неполные, витки, создается резьбовая пара, в которой роль винта играет заготовка, а роль гайки – ролики. В дальнейшем при наличии относительного вращательного движения накатывание происходит за счет самозатягивания. Различают две разновидности процесса накатывания роликами с осевой подачей заготовок: роликами с винтовой нарезкой и роликами с кольцевым профилем витков. В первом случае оси роликов и накатываемой заготовки параллельны, а во втором наклонены под углом подъема резьбы.
Способ накатывания наружной резьбы двумя роликами с кольцевой нарезкой применяют для деталей с длинными резьбовыми участками, а также при крупном шаге резьбы.
Оси роликов 3 перекрещиваются под углом, соответствующим двойному углу подъема резьбы. Расстояние между осями роликов в процессе накатки сохраняется постоянным. Накатываемая заготовка 2 подается в осевом направлении, захватывается роликами и получает вращательно-поступательное перемещение (ввинчивается в витки роликов) со скоростью осевой подачи v = v sina, мм/с, где v – окружная скорость накатных роликов, мм/с; a – угол между осями роликов и накатываемой заготовки,
Раскатывание внутренних резьб методом пластического деформирования может быть рекомендовано главным образом для деталей из цветных металлов и сплавов, а также черных металлов и сплавов при условии, что диаметр резьбы находится в пределах от М3´0,5 до М10´1,5 мм при длине до 3d (при алюминии до 6d). В качестве инструмента для раскатывания резьбы применяют раскатники из стали марки Р18, Х12М, Х12Ф1 или твердого сплава. Раскатник по форме напоминает метчик и состоит из заборного конуса, калибрующей части и хвостовика. Заборная часть выполнена в виде конической резьбы с полным профилем, калибрующая часть имеет длину от 8 до 20 витков (чем меньше шаг резьбы, тем больше витков). В поперечном сечении рабочая часть имеет трехгранную форму (огранку). В качестве кривой для заты-лования профиля поперечного сечения раскатников принята архимедова спираль. С целью снижения величины крутящего момента раскатники диаметром свыше 5 мм следует снабжать смазочными канавками по всей длине рабочей части на нерабочих участках профиля. Число канавок соответствует числу граней.
Скорость раскатывания в сталях составляет 0,1…0,17 м/с, а цветных металлов и сплавов до 0,5 м/с. При повышенных требованиях к качеству поверхности (Ra 0,63…0,32 мкм) скорость раскатывания увеличивают до 0,27 м/с.
Опыты по накатыванию внутренних резьб, приведенные инженером О.С.Андрейчиковым, показывают, что прочность резьбы на срез выше, чем у резьбы, полученной метчиками, стойкость раскатников в 6 – 50 раз выше стойкости метчиков.
Для накатывания внутренней резьбы не требуется специального оборудования и оснастки.
§
Шлифование — это процесс обработки металлов и неметаллических материалов абразивным инструментом, режущими элементами которого являются зерна абразивных материалов, связанные друг с другом связующим веществом. Шлифование обеспечивает высокую точность (до 6-го квалитета при обработке тел вращения) и Ra 0,63…0,04 мкм.
При обработке наружных и внутренних поверхностей различают предварительное, чистовое и тонкое шлифование.
Основные виды шлифования – это наружное круглое, бесцентровое наружное, внутреннее и плоское.
Наружное круглое шлифование в центрах применяют для обработки цилиндрических поверхностей. Основные методы наружного круглого шлифования – это шлифование с продольной подачей и шлифование с поперечной подачей.
Шлифование с продольной подачей (рис. 12.1, а). В этом случае шлифовальный круг 3 имеет два движения: вращательное вокруг оси главное движение Dr(скорость резания vк)и поступательное в направлении, перпендикулярном к оси обрабатываемой заготовки, Dst(поперечная подача st). Заготовка 4 получает тоже два движения: вращательное DSкp вокруг оси со скоростью v3и поступательное вдоль оси DSnp (продольная подача snp).
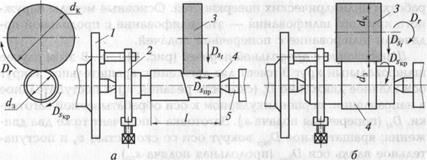
Рис. 12.1. Схемы наружного круглого шлифования с продольной (а) и поперечной (б) подачей:
1 — патрон; 2 — хомутик; 3 — шлифовальный круг; 4 — заготовка; 5 — центр; dк, d3 — диаметр круга и заготовки соответственно; l — длина заготовки
Поперечную подачу stшлифовального круга на глубину резания (движение DSt) осуществляют после возвращения заготовки в исходное положение.
Шлифование с поперечной подачей круга или методом врезания (рис. 12.1, б). Шлифовальный круг 3 (главное движение Dr) и обрабатываемая заготовка 4 (движение DSкр) имеют вращательное движение. Движение поперечной подачи Dstосуществляет шлифовальный круг 3 в поперечном направлении перпендикулярно к оси заготовки 4. Шлифовальный круг перекрывает всю длину обрабатываемой поверхности заготовки.
Шлифовальный круг вращается с окружной скоростью vк = 25…30 м/с. Заготовка, установленная в центрах передней и задней бабок или на оправке, вращается с окружной скоростью v3 = 5… 100 м/мин или 0,08… 1,67 м/с (обычно v3= 20…40 м/мин или 0,33…0,67 м/с) в направлении, противоположном направлению вращения шлифовального круга.
Наружное круглое шлифование с продольной подачей заготовки применяют для шлифования заготовок значительной длины для снятия припуска 0,15… 1,15 мм. Величину продольной подачи на один оборот изделия обычно берут в пределах 0,2…0,9 от ширины шлифовального круга. Глубина резания t илипоперечная подача stизмеряется в направлении, перпендикулярном к обрабатываемой поверхности, и представляет собой слой металла, снимаемый шлифовальным кругом за один продольный ход. При черновом шлифовании поперечная подача на один ход стола st = 0,01 …0,025 мм, а при чистовом st = 0,001 …0,015 мм.
Наряду с обычным круглым шлифованием применяют глубинное шлифование. При этом методе (круг правят на конус с углом скоса j = 2°) весь припуск снимают за один или два прохода при увеличенной глубине резания (t = 0,1…0,4 мм) и уменьшенной продольной подаче (snp = 1…6 мм/об). Окружную скорость заготовки выбирают в пределах v3= 40…55 м/мин или 0,67…0,92 м/с. В ряде случаев применяют скоростное шлифование со скоростью шлифовального круга 50 м/с и выше.
Для получения требуемой формы и качества поверхности осуществляют выхаживание — шлифование с дополнительными проходами без поперечной подачи до прекращения появления искр. Образование искр при выхаживании объясняется снятием упругих деформаций в технологической системе.
Шлифование с поперечной подачей заготовки осуществляют с радиальной подачей круга st = 0,0025…0,02 мм/об на один оборот заготовки. Этот метод шлифования применяют при небольшой длине шлифуемой поверхности и проводят обычно на врезных круглошлифовальных станках, которые имеют одну или несколько шлифовальных бабок и на шпинделях которых закрепляют один или несколько шлифовальных кругов. При обработке уступов, буртиков и шеек на жестких заготовках небольшой длины применяют шлифование с поперечной подачей, с креплением заготовки в патроне.
Шлифование наружных конических поверхностей на универсальных шлифовальных станках осуществляют:
при обработке деталей с малым углом конуса (до ±6°) путем установки заготовки в центрах и поворота стола станка на угол так, чтобы образующая конической поверхности была параллельна первоначальному положению оси центров станка;
обработке коротких конусов с большим углом при вершине путем закрепления заготовки в патроне передней бабки и поворота передней бабки на угол, равный углу между осью и образующей конуса. На универсальных круглошлифовальных станках, кроме рабочего стола, вокруг вертикальной оси могут поворачиваться шлифовальная и передняя бабки.Некоторые модели универсальных круглошлифовальных станков снабжают приспособлениями для внутреннего шлифования.
12.1.2. БЕСЦЕНТРОВОЕ НАРУЖНОЕ ШЛИФОВАНИЕ
Бесцентровое наружное шлифование — более производительный метод обработки, чем круглое наружное шлифование в центрах или патроне. Процесс бесцентрового шлифования легче автоматизировать и осуществлять непрерывным потоком.
Жесткость технологической системы при бесцентровом шлифовании в 1,5 — 2 раза выше, чем при круглом шлифовании. Это позволяет в 1,5 — 2 раза повысить режимы резания и вести обработку жестких валиков большой длины.
Однако при шлифовании в центрах цилиндрические поверхности имеют меньшие погрешности формы в поперечном и продольном сечениях, большую соосность ступеней обработанных валиков.
Бесцентровое шлифование можно осуществлять сквозной подачей (на проход), с продольной подачей до упора и поперечной подачей (врезанием).
Схема сквозного бесцентрового шлифования гладких цилиндрических поверхностей показана на рис. 12.2, а, б. Шлифуемое изделие находится между двумя кругами — рабочим 2 и ведущим 5, поддерживается опорным ножом 6, направляющими призмой 4 и роликами 1. Круги вращаются в одну сторону: окружная скорость ведущего круга vBK= 10…90 м/мин или 0,167… 1,5 м/с, а рабочего, осуществляющего процесс резания, vк= 30…35 м/с.
Ось ведущего круга наклонена к оси рабочего шлифовального круга под углом a = 1 …6° при черновом шлифовании и 0,5… 1,5° при чистовом. Это позволяет получить продольную подачу snp при шлифовании заготовок значительной длины. Скорость продольной подачи v„p, м/мин, и скорость вращения заготовки v3, м/мин, определяют по формулам
vnp = bvвк sina; v3 = vв.к cosa,
где b — коэффициент проскальзывания, обычно (b = 0,8…0,9.
Ведущий круг касается шлифуемой заготовки по всей ширине круга, а не в одной точке. Ведущему кругу 5 правкой алмазом придают форму однополостного гиперболоида вращения, что обеспечивает контакт круга с заготовкой по линии. Чтобы представить форму гиперболоида, заменим круг моделью, состоящей из двух дисков 7, 8, между которыми натянуты гибкие нити КМ (рис. 12.2, в). Повернем диски в разные стороны в направлении стрелок на угол а наклона оси ведущего круга к оси обрабатываемой поверхности (рис. 12.2, г). Образовавшаяся поверхность будет гиперболоидом вращения. Для получения у заготовки цилиндрической поверхности с образующей, совпадающей с направлением линии АВ, необходимо заправить алмазом круг 5 в форме гиперболоида.
Высокой точности при шлифовании на проход достигают несколькими переходами шлифования. Глубина резания находится в пределах 0,04…0,4 мм в зависимости от диаметра заготовки. При чистовом проходе глубина резания — обычно менее 0,05 мм.
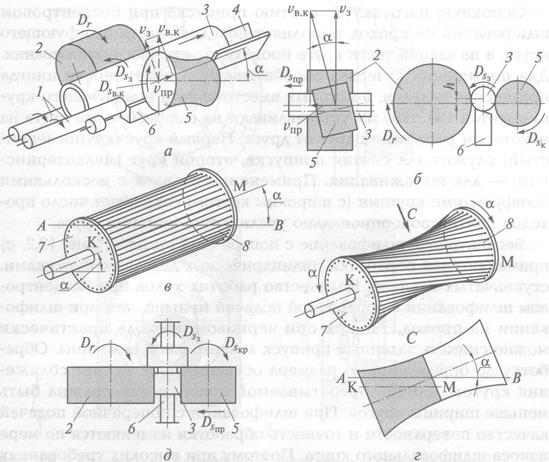
Рис. 12.2. Схемы бесцентрового шлифования:
а, б — с продольной подачей заготовки; в, г — модель гиперболоида и ведущего круга; д — с поперечной подачей круга; 1 — ролики; 2 — рабочий круг; 3 — заготовка; 4 — призма; 5 — ведущий круг; 6 — опорный нож; 7,8 — диски; КМ — гибкие нити; АВ — линия контакта ведущего круга и заготовки; а — угол наклона оси ведущего круга
При шлифовании в один проход достигается точность 6 — 7-го квалитетов, а при шлифовании в 2 — 3 прохода — 6-го квалитета. При шлифовании заготовок малого диаметра и значительной длины необходимо увеличить число проходов, снижая при этом глубину резания. При шлифовании в несколько проходов в условиях массового производства применяют несколько станков, соединенных межстаночными транспортерами, обеспечивающими непрерывный поток заготовок между кругами от одного станка к другому.
Для полной автоматизации процесса шлифования применяют автоматические подналадчики, которые поддерживают постоянный размер диаметра шлифуемой заготовки.
Основную нагрузку по снятию припуска при бесцентровом шлифовании на проход выполняет передняя часть шлифующего круга, а на задней части круга происходит процесс выхаживания. Для повышения качества обрабатываемой поверхности иногда применяют наладки, в которых вместо одного шлифующего круга высотой 150…200 мм устанавливают на планшайбу два круга на некотором расстоянии друг от друга. Первый круг (крупнозернистый) служит для снятия припуска, второй круг (мелкозернистый) — для выхаживания. Применение наладок с несколькими шлифующими кругами (с широким кругом) сокращает число проходов почти пропорционально увеличению ширины круга.
Бесцентровое шлифование с поперечной подачей (рис. 12.2, д) применяют для обработки цилиндрических деталей с буртиками, ступенчатых валиков. Количество рабочих ходов при бесцентровом шлифовании с поперечной подачей меньше, чем при шлифовании на проход, так как при черновом проходе практически можно снимать заданный припуск значительной величины. Обработку до определенного размера осуществляют за счет сближения кругов. Длина обрабатываемой поверхности должна быть меньше ширины кругов. При шлифовании с поперечной подачей качество поверхности и точность обработки изменяются по мере износа шлифовального круга. Поэтому при высоких требованиях к точности и качеству поверхности шлифование проводят за несколько рабочих ходов.
Чистовые рабочие ходы осуществляют мелкозернистыми шлифовальными кругами, обладающими значительной стойкостью.
Шлифование конических и сферических поверхностей с поперечной подачей осуществляется профильным кругом, заправленным алмазом, соответственно по прямой или дуге с радиусом сферы.
12.1.3. ВНУТРЕННЕЕ ШЛИФОВАНИЕ
Внутреннее шлифование проводят шлифовальными кругами, внешний диаметр которых меньше внутреннего диаметра заготовки (рис. 12.3). Внутреннее шлифование осуществляют двумя методами: шлифование отверстия во вращающейся заготовке (рис. 12.3, а) и шлифование отверстия в неподвижной заготовке – планетарное шлифование (рис. 12.3, б).
Первый способ применяют в основном при обработке отверстий в заготовках относительно небольших размеров, имеющих форму тел вращения.
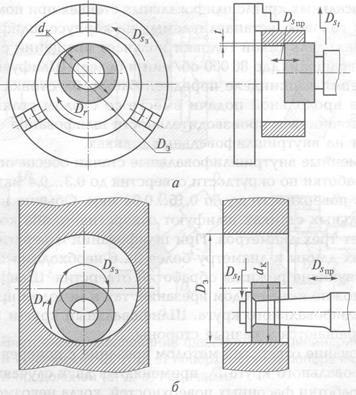
Рис. 12.3. Схемы цилиндрического внутреннего шлифования:
а — во вращающейся заготовке; б — в неподвижной заготовке; dк, D3 — диаметры круга и заготовки; t — глубина шлифования
Второй способ используют при обработке заготовок, которые неудобно закреплять в патроне станка. В этом случае шлифовальный круг совершает три движения: вращательное движение вокруг своей оси Dr, круговое (планетарное) движение DSsвокруг оси отверстия заготовки и возвратно-поступательное движение (продольное) DSnp. Скорость вращения вокруг оси отверстия заготовки представляет собой как бы скорость вращения заготовки v3. Движение поперечной подачи Dstпри внутреннем шлифовании осуществляется при движении стола станка.
Поперечную подачу stназначают на один двойной ход: при черновом шлифовании s, = t = 0,005…0,03 мм/дв. ход, а при чистовом s, = 0,002…0,01 мм/дв. ход. Продольную подачу snp задают обычно в долях ширины круга snp = (0,25…0,8)5. Диаметр шлифовального круга dк выбирают в зависимости от диаметра шлифуемого отверстия: dк = (0,75…0,95)jD3. Шлифование внутренних цилиндрических и конических поверхностей можно осуществлять на универсальных круглошлифовальных станках при помощи специальных головок, устанавливаемых на корпусе шлифовальной бабки. Шпиндель такой головки получает вращение с большой частотой вращения (до 80000 об/мин и более). Шлифуемую заготовку крепят в шпинделе передней бабки. Заготовка получает движение продольной подачи вместе со столом станка. Более высокой точности и производительности шлифования отверстий достигают на внутришлифовальных станках.
Современные внутришлифовальные станки обеспечивают точность обработки по округлости отверстия до 0,3…0,4 мкм и шероховатость поверхности до Ra 0,16…0,04 мкм. Обычно на внутришлифовальных станках шлифуют отверстия, длина которых не превышает трех диаметров. При шлифовании отверстий с отношением их длины к диаметру более 3…6 необходимо подбирать соответствующие режимы обработки отверстия. Шлифовать отверстия можно как методом врезания, так и методом продольной подачи шлифовального круга. Шлифовальный круг и заготовка обычно вращаются в разные стороны.
Шлифование отверстий методом врезания с поперечной подачей шлифовального круга Dstприменяют в двух случаях:
для обработки фасонных поверхностей, когда невозможно осуществить продольное перемещение круга или заготовки и профиль шлифовального круга копируется на поверхности отверстия (рис. 12.4, а);
для обработки отверстий, имеющих прямолинейные образующие, когда возможно осуществить небольшие колебательные (осциллирующие) продольные перемещения круга или заготовки (рис. 12.4, б). Осциллирующие движения шлифовальной бабки или стола обеспечивают равномерный износ шлифовального круга по всей его ширине.
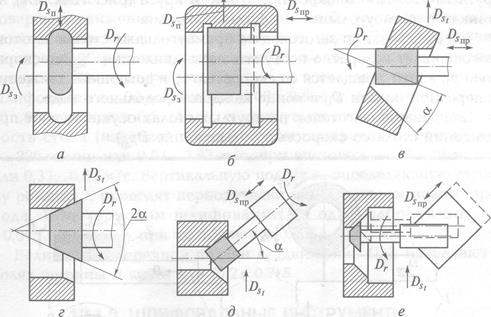
Рис. 12.4. Внутреннее шлифование фасонных (а), цилиндрических (б) и конических (в, г, д, е) поверхностей с поперечной (а, б, г) и продольной (в, д, е) подачами: a — половина угла конуса
Основной метод работы на внутришлифовальных станках — это метод продольной подачи шлифовального круга или заготовки.
Шлифовальный круг не должен выходить из изделия на величину перебега большую, чем 1/2… 1/3 своей ширины, чтобы избежать увеличения диаметра отверстия на концах, вследствие увеличения удельного давления резания при выходе круга из отверстия. Величина перебега в обе стороны должна быть одинаковой, чтобы обеспечить одинаковый размер отверстия по длине. Конические отверстия можно шлифовать тремя способами:
поворотом передней шпиндельной бабки на необходимый угол I и с продольной подачей шлифовального круга (рис. 12.4, в);
шлифовальным крутом конической формы методом врезания (рис. 12.4, г);
поворотом суппорта шлифовальной бабки на необходимый угол с продольной подачей суппорта (рис. 12.4, д, е).
Чаще используют первый способ (см. рис. 12.4, в). Способом, показанным на рис. 12.4, д, е, пользуются, когда приходится в одной заготовке и за один установ шлифовать цилиндрические и конические отверстия. Станки для шлифования таких заготовок имеют обычно продольное перемещение стола вдоль оси цилиндрического отверстия, а также продольное перемещение второго суппорта параллельно образующей оси конического отверстия.
12.1.4. ПЛОСКОЕ ШЛИФОВАНИЕ
Плоское шлифование — основной метод черновой и чистовой обработки плоскостей заготовок.
Существуют два метода плоского шлифования: шлифование периферией круга (рис. 12.5, а, в) на станках с прямоугольным и круглым столами; шлифование торцом круга (рис. 12.5, б, г) на станках с прямоугольным и круглым столами.

Рис. 12.5. Схемы плоского шлифования:
а, в — периферией круга; б, г — торцом круга; 1 — заготовка; 2 — шлифовальный круг; 3 — прямоугольный стол; 4 — круглый стол
При шлифовании заготовок на прямоугольных столах заготовка совершает возвратно-поступательное движение DSnpсо скоростью v3, а круг вращается со скоростью vк и совершает движение поперечной подачи Dstв конце каждого продольного хода.
Шлифование заготовок на круглых столах осуществляют при вращении стола со скоростью v3(движение Ds).
Для снятия всего припуска на обработку шлифовальный круг совершает движение вертикальной подачи Dstна глубину шлифования в конце каждого поперечного хода круга. При шлифовании периферией круга на прямоугольных столах скорость возвратно-поступательного движения (DSпр) — v3составляет при черновом шлифовании 5…30 м/мин или 0,08…0,5 м/с, а при чистовом — 30…60 м/мин или 0,5… 1 м/с, а на круглых столах окружная скорость стола (изделия) при черновом шлифовании составляет 4…220 м/мин или 0,07…3,67 м/с, при чистовом — 20…40 м/мин или 0,33…0,67 м/с. Вертикальную подачу st, определяющую глубину резания t, проводят периодически перед началом нового прохода. При черновом шлифовании на один рабочий ход t = 0,015…0,15 мм, а при чистовом t = 0,005…0,015 мм.
Величину поперечной подачи sn (движение DSn), назначают в долях ширины В круга sn = (0,2…0,7)5.
12.1.5. ШЛИФОВАЛЬНЫЕ ИНСТРУМЕНТЫ
Инструменты и материалы для алмазно-абразивной обработки имеют весьма широкую номенклатуру, поскольку применяются для различных видов шлифования, для обработки поверхностей разных размеров, различных материалов и т. п. Все они подразделяются на круги, головки, сегменты, бруски, ленты, листы, свободные зерна и пасты.
Особенно широко применяют в современном машиностроении круги. В табл. 12.1 приведены некоторые формы и размеры шлифовальных кругов из синтетических абразивных материалов — электрокорунда и карбида кремния, синтетических алмазов и др., а также из эльбора. Для отличия кругов из эльбора и алмаза от абразивных перед условным обозначением типа ставят еще одну букву. Так, круг абразивный плоский прямого профиля обозначают буквами ПП, алмазный — АПП, а эльборовый — ЛПП и т.п. Круги выпускают в виде различных тарелок, чашек, колец и т.д. Форма и размеры круга определяются видом шлифования и размерами обрабатываемой поверхности и станка.
Шлифовальные головки используют на станках и ручных шлифовальных машинах для обработки и зачистки различных поверхностей. Особенно широко эти головки применяют при работах, исключающих использование шлифовального станка. Материал их режущей поверхности — это синтетические алмазы и абразивы. Примеры некоторых типов головок абразивных и алмазных приведены в табл. 12.2.
Шлифовальные сегменты различной формы (СП. 1С, СП.2С и др.) выпускают и используют для изготовления сборных кругов, имеющих металлический корпус и элементы для закрепления этих сегментов. Так, сегмент типа СП (плоский) имеет форму параллелепипеда со сторонами от 45x60x20 мм до 150x250x55 мм, а выпукло-плоский (типа ЗП) имеет размеры от ПОх 100×40 мм до 380 х 300 х 250 мм. Сборные круги из сегментов имеют прерывистую режущую поверхность, что повышает стойкость круга, производительность и качество обработки.
Бруски круглого, прямоугольного и других сечений применяют при слесарно-лекальных и отделочных станочных работах: хонин-говании, суперфинишировании и др. Ленты используют для шлифования заготовок со сложными профилями (например, лопаток турбин), снятия заусенцев и для других работ.
Бесконечную ленту при обработке прижимают в нужном месте заготовки стороной, на которую нанесен слой абразивного порошка.
Обработку свободными, незакрепленными зернами ведут обычно в жидкой среде, часто с наложением вибраций, для очистки поверхностей, снятия заусенцев и других работ.
Пасты применяют при доводочных работах и полировании, нанося их на притир или полировальник, осуществляющий движение резания.
Характеристика шлифовального круга, кроме формы и размера, включает в себя вид абразивного материала, размер режущего зерна или зернистость, твердость инструмента, структуру круга, материал связки, точность размеров, класс круга по неуравновешенности и ряд других показателей.
Абразивные материалы подразделяют на естественные и искусственные.
К естественным абразивным материалам относятся минерлы — алмаз, корунд, наждак. В настоящее время их редко используют — заменяют искусственными материалами, как более качественными.
К искусственным абразивным материалам относят электрокорунд, монокорунд, карбид кремния, карбид бора, синтетический алмаз и эльбор.
Электрокорунд — это искусственный корунд, представляющий собой кристаллическую окись алюминия А1203, получаемую плавкой бокситов в электропечах при высокой температуре (2 000… 2 050°С). Различают электрокорунд нормальный (обозначается буквой Э); белый (ЭБ), хромистый (ЭХ). Электрокорунды применяют для обработки металлов с высоким пределом прочности на разрыв (стали, ковкого чугуна, твердой бронзы).
Монокорунд — это разновидность электрокорунда, получается в результате плавки боксита с сернистым железом в электропечах. Зерна его состоят из отдельных кристаллов и их осколков. Микротвердость монокорунда не выше, чем электрокорунда, но прочность выше.
Монокорунд применяют для скоростного шлифования (при скорости круга до 50 м/с), для изготовления микропорошков, обеспечивающих шероховатость обработанной поверхности до Rz 0,1…0,05 мкм.
Карбид кремния (карборунд) — химическое соединение кремния и углерода SiC, полученное в электропечах при высокой температуре (1 800… 1 850 °С) плавкой кварцевого песка и материалов с высоким содержанием углерода (коксового порошка). Различают карбид кремния зеленый КЗ и черный КЧ. Карбид кремния имеет большую твердость, но меньшую вязкость и прочность по сравнению с электрокорундом.
Зеленый карбид кремния применяют при шлифовании твердых сплавов, заточке твердосплавных инструментов.
Черный карбид кремния применяют для обработки материалов с малым пределом прочности на разрыв (чугуна и медных сплавов, алюминиевых сплавов, мягкой бронзы, латуни и т.д.).
Карбид бора — химическое соединение бора с углеродом. Твердость карбида бора приближается к твердости алмаза, но он более хрупок. Карбид бора применяют в основном для доводочных работ.
Синтетический алмаз — одна из многочисленных модификаций углерода с определенным расположением атомов в кристаллической решетке.
Эльбор (кубический нитрид бора) имеет микротвердость (80 000… 100 000 МПа), соизмеримую с микротвердостью алмаза, и значительно превышает этот показатель у наиболее твердых абразивных материалов, например карбида бора (40000…45000 МПа). Термостойкость эльбора (1 500 °G) в два с лишним раза выше термостойкости алмаза (700…800 °С) и карбида бора (600…700 °С). Высокие показатели эльбора по твердости и термостойкости обусловливают применение изготовленных из него инструментов для шлифования заготовок из труднообрабатываемых сталей и сплавов (нержавеющих, жаропрочных и т.д.).
Номер зернистости абразивного материала предопределяет крупность зерен по их размерам (величина отверстия сита в сотых долях миллиметра). По размерной характеристике зерна абразивного материала, кроме алмазов, подразделяют на шлифзерно (номера зернистости 200—16), шлифпорошки (номера зернистости 12 — 3), микропорошки (номера М40 —М5).
Крупнозернистые круги применяют для предварительного шлифования, для обработки мягких материалов (меди, латуни, алюминиевых сплавов и т.д.).
Шлифовальные зерна и порошки соединяют в одно целое (круги, бруски и т.д.) при помощи связующего вещества — связки. Связки бывают неорганические и органические.
К неорганическим связкам относятся керамическая К, силикатная С и магнезиальная М.
Керамическая основная связка применяется для изготовления кругов. Она не теряет своих свойств при шлифовании с охлаждением, устойчива при высоких температурах, но из-за малой упругости и большой хрупкости ее не рекомендуют применять для отрезки и прорезки узких пазов.
Керамическая связка состоит из глины, шпата, кварца, талька, корундовой пыли и т.д. Твердость шлифовального круга зависит от состава и процентного содержания отдельных компонентов. Силикатную и магнезиальную связки применяют, когда обрабатываемая поверхность чувствительна к повышению температуры при работе без охлаждения.
К органическим связкам относят бакелитовую Б и вулканитовую В.
Бакелитовая связка представляет собой смолу, полученную из фенола и формалина. Круги на бакелитовой связке обладают высокой прочностью и упругостью. Бакелитовые круги применяют при работе на высоких скоростях резания (свыше 35 м/с) без охлаждения.
Вулканитовая связка состоит из каучука, подверженного вулканизации. Абразивные круги на вулканитовой связке обладают высокой упругостью, но имеют низкую температуростойкость. Вулканитовые круги применяют в основном для отрезных, прорезных работ, резьбошлифования, бесцентрового шлифования (на рис. 12.2 ведущий круг из вулканита) и полирования.
Под твердостью абразивного инструмента подразумевают способность связки удерживать абразивные зерна в инструменте при воздействии на него внешних усилий. Твердость круга зависит от количества связки в нем и технологического процесса изготовления.
Твердость абразивного инструмента характеризуют и определяют по шкале твердости кругов: мягкий М, среднемягкий СМ,
средний С, среднетвердый СТ, твердый Т, весьма твердый ВТ, чрезвычайно твердый ЧТ.
Для каждого конкретного случая обработки необходимо правильно выбирать твердость круга.
Слишком мягкий круг будет быстро осыпаться и терять свою форму и размеры. Выбор твердости круга зависит от многих факторов, из которых основные — это обрабатываемый материал, размеры детали, метод шлифования, режимы шлифования и характеристика круга. При шлифовании твердых материалов (закаленной стали, чугуна, твердых сплавов) применяют мягкие круги вследствие быстрого износа зерен.
При обработке мягких материалов зерна более медленно теряют свою режущую способность, поэтому круг может быть выбран более твердым. Чем мягче материал, тем тверже круг. Однако для обработки весьма мягких и вязких материалов (меди, алюминиевых сплавов, мягкой бронзы и латуни) следует выбирать более мягкие круги. В противном случае произойдет быстрое засаливание рабочей поверхности круга — появление металлического блеска на его поверхности, что свидетельствует о забивании пор круга и обволакивании режущих зерен частицами металла и СОЖ. Такой круг не режет металл и местами проскальзывает по поверхности заготовки.
При шлифовании прерывающихся или неровных поверхностей следует применять более твердые круги.
Тонкое чистовое шлифование проводят более мягкими кругами. При точном профильном шлифовании применяют круги повышенной твердости.
Структура абразивного инструмента характеризует строение абразивного инструмента в зависимости от количественного соотношения между зернами, связкой и порами в единице объема. Различной плотности расположения зерен достигают, изменяя давление при прессовании заготовок абразивных инструментов.
Различают три группы структур с 13 номерами инструментов: плотные (№ 0 — 3), среднеплотные (№ 4 — 6), открытые (№ 7—12).
Для плоского, внутреннего и круглого шлифования периферией круга рекомендуют применять круги среднеплотной структуры. Для фасонных работ желательно выбирать круг повышенной плотности. При шлифовании хрупких материалов применяют круги среднеплотной структуры.
Абразивный инструмент изготавливают различной формы, размеров и конструкций в зависимости от характера обработки, типа станка, формы и размеров обрабатываемой детали и т.д.
Алмазные круги широко используют для заточных, шлифовальных и доводочных операций при обработке твердосплавного режущего и измерительного инструментов, деталей из твердых сплавов, стекла, керамики, кварца, ферритов, ситаллов и других труднообрабатываемых материалов.
Алмазные круги изготавливают не цельными, а состоящими из двух элементов: алмазоносного слоя и корпуса (без алмазов). Алмазоносный слой состоит из алмазных зерен, связки и наполнителя. По относительной концентрации алмазных зерен круги имеют пять разновидностей: с относительной концентрацией 25; 50; 100; 150 и 200%.
За 100%-ную относительную концентрацию условно принято содержание 0,878 мг алмазоносного порошка в 1 мм3 алмазоносного слоя. Зернистость алмазных порошков изменяется от размеров менее 1 мкм (AMI) до 630 мкм (А50).
Для изготовления алмазных кругов используют две основные группы связок: органические (в основном бакелитовые) и металлические (в основном бронзовые). Реже применяют связки керамические, твердосплавные и электролитические (никель, хром, серебро).
Круги с металлической связкой применяют для предварительного шлифования заготовок из твердого сплава, стекла, керамики, ситаллов, заточки твердосплавного инструмента, а с органической связкой — для шлифования заготовок из хрупких материалов и доводочных работ. Зернистость алмазного круга определяется требованиями, предъявленными к шероховатости обрабатываемых поверхностей. Для получения шероховатости поверхности заготовок Ra 0,63…0,32 мкм применяют круги зернистостью А5 — А6 для получения шероховатости поверхности Ra 0,16…0,08 мкм — круги зернистостью АМ40 —АМ20.
12.1.6. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ ПРИ ШЛИФОВАНИИ
Основными элементами режима резания при шлифовании являются скорость главного движения резания, подача и глубина резания. Для рационального ведения процесса шлифования необходимо выбирать их оптимальные значения [8].
При круглом шлифовании (см. рис. 12.1) вращение шлифовального круга во время обработки является главным движением резания Dr, вращение заготовки — движением круговой подачи DSкp, поступательно-возвратное перемещение заготовки — движением продольной подачи Dsи прерывистое поступательное перемещение круга — движением подачи Dstна врезание (движение Dstосуществляется при крайних положениях заготовки).
При плоском шлифовании (см. рис. 12.5) вращение круга — главное движение резания Dr, возвратно-поступательное перемещение заготовки — движение продольной подачи Dsи перемещение круга перпендикулярно обрабатываемой поверхности — движение подачи на врезание Dsv
Скорость резания vк, м/с, при шлифовании равна окружной скорости шлифовального круга:
vк = pdкnк/1000×60,
где dк, пк — диаметр и частота вращения шлифовального круга соответственно.
При круглом шлифовании круговая подача sкp равна окружной скорости заготовки v3, м/мин, на наружном диаметре
sкр = vкр = pdзnз/1000,
где d3, п3— диаметр и частота вращения заготовки соответственно.
При круглом шлифовании продольная подача snp, мм/об, равна величине перемещения шлифуемой заготовки вдоль оси за один оборот, а при плоском шлифовании подача sкp, м/мин, равна скорости возвратно-поступательного перемещения стола станка.
При плоском шлифовании поперечная подача sn, мм/ дв. ход (мм/ход), равна величине перемещения заготовки или круга параллельно оси вращения круга.
Глубина резания t, мм, равна толщине слоя металла, срезаемого шлифовальным кругом за один проход, зависит от величины подачи круга на глубину резания st.
Оптимальные значения элементов резания определяют по нормативным материалам. Продольную подачу snp при круглом шлифовании выбирают в зависимости от ширины шлифовального круга Вюобычно snp = (0,2…0,85)ВК.
Силу резания Р при шлифовании, как и при лезвийной обработке, можно разложить по координатным осям (рис. 12.6) на три составляющие: тангенциальную (главная сила резания) Pz, радиальную Руи осевую Рх.
Составляющую силы резания Pzиспользуют при определении мощности электродвигателей, приводящих во вращение шлифовальный круг и заготовку, составляющую Ру— при расчете точности обработки, составляющую Рх— при проектировании механизмов подач шлифовальных станков. Осевая составляющая Рх силы резания имеет незначительную величину, поэтому при расчете режимов резания ее не учитывают.
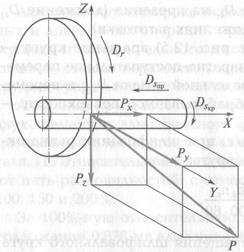
Рис. 12.6. Силы резания при шлифовании
Силы резания находят по справочнику в зависимости от конкретных условий (свойства материалов заготовки и инструмента, режимы резания, температура, применяемая СОЖ и другие технологические условия) или рассчитывают по следующим формулам:
Рz = СPzvзasпрb tc
Py= (1,5…3,0)PZ
где СPz— эмпирический коэффициент; а, b, с — показатели степени.
Значение силы резания сразу после правки круга невелико, но при затуплении зерен шлифовального круга увеличивается до 15 раз.
Мощность электродвигателя NK, кВт, приводящего во вращение шлифовальный круг:
Nк = Pzvк/(1000×60hк).
Мощность электродвигателя N3, кВт, приводящего во вращение заготовку:
Nк = Pzvз/(1000×60hз),
где hк, h3— КПД кинематических цепей передачи вращения кругу и заготовке соответственно.
12.1.7. ИЗНАШИВАНИЕ, ПРАВКА И БАЛАНСИРОВКА КРУГОВ
Шлифовальный круг подвержен изнашиванию, как любой режущий инструмент: при работе происходит осыпание его кромок, выработка наиболее нагруженной зоны режущей поверхности, затупление режущих (скоблящих) граней отдельных зерен и засаливание — забивание пор отходами шлифования (стружкой, твердыми частицами, СОЖ и т.п.). Изнашивание круга протекает в условиях периодического силового и теплового воздействия на его зерна и приводит к потере кругом как режущей способности, так и возможности обрабатывать с необходимой точностью и качеством поверхностный слой заготовки.
При правильном подборе характеристик крута происходит его самозатачивание во время работы: зерна, не способные выполнять полезную работу шлифования, скалываются или вырываются с поверхности круга, позволяя вступать в работу новым зернам или новым граням зерен. Однако полное самозатачивание практически неосуществимо ввиду переменных свойств отдельных участков круга и непостоянных условий резания такими участками. В силу этого проводят так называемую правку круга, т. е. восстанавливают его первоначальную форму и режущую способность.
Время работы круга от одной правки до другой соответствует его стойкости, которая в различных условиях шлифования обычно находится в пределах 5…60 мин. Критериями износа круга могут быть такие показатели, как увеличение шероховатости обработанной поверхности, возрастание сил и температуры резания, снижение точности размера заготовки, потеря формы обработанной поверхности по окружности и образующей, появление значительных вибраций и прижогов поверхности и т. п.
Правку абразивных кругов осуществляют, снимая отработавший слой толщиной 0,05…0,07 мм различными способами: шлифуя кругами из зеленого карбида кремния (64С, 63С) или алмазно-металлическими роликами; обтачивая алмазными карандашами, иглами, зернами (рис. 12.7). Применяют также выдавливание поверхностного слоя круга, обкатывая его дисками или роликами из твердого сплава, абразива, алмаза для восстановления режущей способности круга при черновых операциях шлифования.
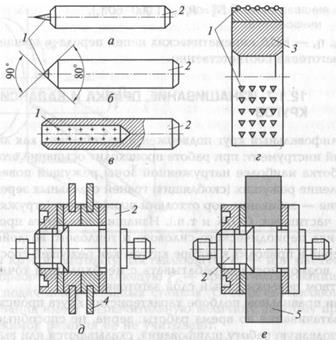
Рис. 12.7. Инструменты для правки абразивных кругов:
а — алмазная игла [для резьбовых кругов); б — зерно алмаза в оправке; в — алмазный карандаш; г — алмазный ролик; д — правящие диски на оправке; е — правящий абразивный круг на оправке; 7 — алмаз; 2 — оправки; 3 — корпус круга; 4 — твердосплавные диски; 5 — абразивный круг
Правку выполняют за 2 —4 прохода, при каждом из которых при продольной подаче от 0,05 до 1,50 м/мин можно снимать слой толщиной от 0,005 до 0,040 мм. На станках-автоматах правку осуществляют без вмешательства рабочего после обработки определенного количества заготовок.
Правку алмазных кругов проводят значительно реже, используя абразивные бруски или круги для обтачивания, шлифования и обкатывания, а также такие технологические методы, как электрохимическую обработку, доводку свободным абразивом и т.д. (рис. 12.8). Качество правки кругов зависит от тщательности соблюдения технологических рекомендаций по режиму и инструменту для правки, а состояние режущей поверхности круга в свою очередь определяет качество шлифования и эффективность использования кругов, оцениваемую удельным износом.
Как уже отмечалось, в процессе работы круг изнашивается, поры его забивают частицы СОЖ и металла, он пропитывается жидкостью и т.д. Дисбалансы круга в процессе его изготовления, монтажа на станок и эксплуатации приводят к тому, что сумма моментов и сумма всех сил относительно центра масс круга всегда отличаются от нуля. Другими словами, всегда есть некоторый дисбаланс в виде силы (силовая или статическая неуравновешенность) либо момента (моментная неуравновешенность). Чаще присутствуют оба фактора, обусловливающие динамическую (моментно-силовую) неуравновешенность.
Неуравновешенность шлифовального круга приводит к вредным вибрациям, ухудшению качества обработки и т.д. Принимают разные меры для снижения дисбалансов: механическую обработку круга, балансировку круга с фланцами до установки на шпиндель станка или на самом шпинделе сухарями (корректирующими массами), перемещающимися в кольцевом пазу фланца, и т. п. Наиболее эффективное средство — это применение автоматических балансирующих устройств (АБУ), одна из отечественных конструкций которого приведена на рис. 12.9. Для узкого шлифовального круга (толщина Н < 0,3d) достаточно устранить силовую (статическую) неуравновешенность, что осуществляется поочередным перемещением относительно оси кольцевых корректирующих масс 7 и 8 в позицию, уравновешивающую вектор дисбаланса круга DK D7 D8 = 0.
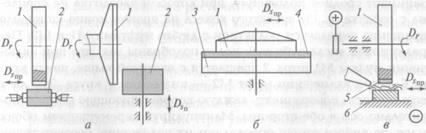
Рис. 12.8. Схемы правки алмазных кругов:
а — абразивным кругом; б — свободным абразивом; в — электрохимическая правка; 1 — затачиваемые алмазные круги; 2 — абразивные круги; 3 — чугунный притир с бортиком; 4 — абразив; 5 — электролит или рабочая среда; В — электрод-инструмент
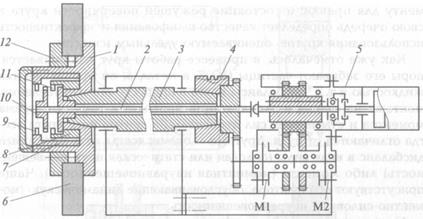
Рис. 12.9. Автоматическое балансирующее устройство:
1, 12 — фланцы; 2 — шток; 3 — шпиндель; 4 — шкив; 5 — гидроцилиндр; 6 — шлифовальный круг; 7,8 — кольцевые корректирующие массы; 9, 11 — собачки; 10— звездочки; М1, М2 — муфты
Шлифовальный круг 6 устанавливается между двумя фланцами 1 и 12 на шпиндель 3, приводимый во вращение от шкива 4. Внутри шпинделя проходит шток 2, который может занимать три позиции вдоль оси: левую, нейтральную (на рисунке) и правую. При этом звездочка 10 входит в зацепление, либо с собачкой 9, либо с собачкой 11 кольцевых корректирующих масс 7 и 8, либо занимает среднее положение, при котором звездочка не сцеплена с собачками. От зубчатого колеса на правом конце шпинделя вращение передается редуктору с двумя муфтами Ml и М2. Передаточные числа зубчатых колес подобраны так, что при включении муфты Ml шток 2 вращается с частотой выше, чем у круга б, а при включении муфт М2 — ниже, чем у круга. Это дает возможность поворачивать каждую корректирующую массу относительно оси в обе стороны. Манипулируя перемещением обеих масс, по вибродатчику определяют их положение, соответствующее наименьшим колебаниям шлифовальной бабки. Этот же датчик управляет автоматической системой, переключающей муфты и гидроцилиндр 5.
АБУ позволяет непрерывно уравновешивать круг 6 на ходу без его снятия и предварительной балансировки вне станка.
§
12.2.1. ТОНКОЕ АЛМАЗНОЕ ТОЧЕНИЕ И РАСТАЧИВАНИЕ
Отделочные и доводочные виды обработки позволяют получить высокую точность формы и размеров деталей (отклонение от плоскостности и овальности до 0,001 …0,003 мм), высокое качество поверхностного слоя и шероховатость поверхности от Ra 0,32 до Rz 0,05 мкм или одновременно достичь этих требований к точности поверхности и ее качеству. Точение алмазными резцами применяют для обработки деталей из цветных металлов и их сплавов (алюминия и его сплавов, магниевых сплавов, бронзы, латуни, меди, баббита, титановых сплавов) и неметаллических материалов (твердой резины, эбонита, пластмасс), обладающих высокими абразивными свойствами.
Токарную обработку алмазными резцами применяют: для декоративного точения с целью получить шероховатость цилиндрических, конических и торцовых поверхностей от Ra 0,16 до Rz 0,1 мкм (декоративное точение заменяет процесс полирования) ;
тонкого точения и растачивания на токарных станках с целью получить точные цилиндрические и конические поверхности (отклонение от правильной геометрической формы в продольном и поперечном сечениях до 0,003…0,005 мм при качестве поверхности Ra 0,32…0,16 мкм);
тонкого растачивания на расточных станках с целью получить точные отверстия (точность — 6-й квалитет, качество поверхности Ra 0,32…0,16 мкм). Стойкость алмазных резцов в десятки и сотни раз превышает стойкость инструментов из других материалов. Алмазное точение проводят на высоких скоростях резания в сочетании с малыми величинами подачи и глубины резания. Наивысшее качество поверхности обеспечивают при малых подачах (порядка 0,02…0,04 мм). При увеличении подачи до 0,1 мм шероховатость поверхности ухудшается в четыре раза. Глубина резания в пределах 0,025…0,15 мм незначительно влияет на шероховатость поверхности.
Обработку металлов и их сплавов проводят при подаче s = 0,005…0,1 мм/об, глубине резания t = 0,01 …0,4 мм и скорости резания v = 100… 1 000 м/мин или 1,67… 16,7 м/с.
Если обрабатывают прерывистую поверхность, то глубину резания назначают не более 0,02…0,03 мм вследствие повышенной хрупкости алмаза при динамических нагрузках.
Станки для алмазной обработки (токарные, алмазно-расточные) должны быть жесткими, точными, высокоскоростными, с хорошо отбалансированными вращающимися деталями с кинематикой, обеспечивающей высокую частоту вращения шпинделя (до 4 000 об/мин) и небольшие значения продольной подачи snp = 0,005…0,1 мм/об. Допустимо радиальное биение шпинделя станка не более 0,005 мм. Станок устанавливают на отдельном фундаменте, двигатель и насос — на эластичных прокладках отдельно от станины станка (чтобы устранить влияние вибрации на работу станка).
12.2.2. АЛМАЗНОЕ ВЫГЛАЖИВАНИЕ
Алмазное выглаживание значительно (в 4 —8 раз) снижает шероховатость обработанной поверхности и повышает точность геометрической формы. Для достижения качества поверхности от Ra 0,4 до Rz 0,1 мкм исходная шероховатость поверхности до выглаживания должна быть Ra 0,63…0,04 мкм.
Рабочую или выглаживающую часть резца выполняют сферической или цилиндрической формы и ориентируют так, чтобы при огранке кристалла алмаза отход его был наименьшим.
При выглаживании рабочая часть алмаза контактирует под давлением с вращающейся заготовкой при поступательном перемещении алмазного резца, происходит сжатие и пластическое деформирование поверхностного слоя металла заготовки.
При выглаживании заготовок из незакаленной стали и цветных металлов алмазный инструмент имеет радиус сферы при вершине R = З…3,5 мм, а при выглаживании заготовок из закаленной стали R = 1,2 мм.
Скорость выглаживания выбирают, исходя из условий спокойной (без вибраций) работы станка. Станок должен иметь повышенную точность и жесткость, обеспечивающие плавность рабочей подачи. Наиболее целесообразные величины подач находятся в диапазоне 0,05…0,1 мм/об. Чем меньше подача, тем выше качество обработанной поверхности. Усилие выглаживания обычно не превышает 150… 160 Н.
Размеры заготовок после выглаживания уменьшаются незначительно: на 1…3 мкм по диаметру заготовки. Степень упрочнения поверхности слоя колеблется от 1,5 до 2,5. Упрочнение поверхностного слоя заготовки способствует повышению долговечности детали.
Выглаживание заготовок из всех вязких металлов, включая нержавеющую сталь, медь, алюминий, латунь, дает блестящую зеркальную поверхность.
Выглаживание заготовок из титановых сплавов и циркония дает отрицательные результаты по качеству поверхности в связи с налипанием их частиц на алмаз.
12.2.3. ТОНКОЕ ШЛИФОВАНИЕ
Тонкое шлифование обеспечивает обработку поверхности от Ra 0,16 до Pz 0,1 мкм и осуществляется на круглошлифовальных, внут-ришлифовальных и плоскошлифовальных станках абразивными и алмазными шлифовальными кругами. Тонкое шлифование наружных и внутренних поверхностей вращения обеспечивает 6-й квалитет и выше. Особенности тонкого шлифования — это тщательная подготовка станка к работе и правка шлифовального круга.
Станок для тонкого шлифования должен иметь высокую жесткость и точность. Абразивные шлифовальные круги правят только алмазом или алмазными карандашами, чтобы высота и шаг неровностей на рабочей поверхности круга были минимальными. Для получения качества поверхности Ra 0,16 мкм методом тонкого шлифования необходимо обращать внимание на чистоту охлаждающей жидкости, применяя для очистки охлаждающей жидкости центрифугу или другие средства.
Тонкое шлифование углеродистых сталей осуществляют кругами из белого электр о корунда, а нержавеющих и жаропрочных сталей — кругами из монокорунда (круги зернистостью 40—12, твердостью СМ1 — СМ2 на керамической связке).
Для доводочного (тонкого) шлифования твердых сплавов до Ra 0,16…0,08 мкм рекомендуют применять алмазные круги АМ40 — АМ14 и от РаЧ),04 до Pz 0,1 мкм — круги АМ10 с 25…50%-ной относительной концентрацией алмазов в кругах на бакелитовой связке (Б1, Б2, БЗ).
Режимы тонкого шлифования керамики, твердых сплавов, ситаллов для получения Ра 0,16 мкм (и качественнее) алмазными кругами зернистостью АМ40 —АМ5 и с 25…50%-ной относительной концентрацией алмазов на бакелитовой связке Б1 должны быть следующими: глубина шлифования 0,005…0,025 мм, скорость круга 10…30 м/мин или 0,17…0,5 м/с;
для плоского шлифования: продольная подача 1…2 м/мин, поперечная подача до 0,3 мм/ход;
для круглого наружного шлифования: скорость вращения заготовки 10…30 м/мин или 0,17…0,5 м/с, продольная подача 0,3… 0,5 м/мин, или 0,005…0,008 м/с;
для внутреннего шлифования: скорость вращения заготовки 20…50 м/мин или 0,33…0,83 м/с; продольная подача до 0,5 м/мин или 0,008 м/с.
Тонкое внутреннее шлифование осуществляют высокоскоростными внутришлифовальными головками с частотой вращения 48 000… 144 000 об/мин.
При плоском и круглом тонком шлифовании после нескольких рабочих ходов с поперечной подачей на глубину проводят от четырех до десяти рабочих ходов без подачи (выхаживание).
12.2.4. СУПЕРФИНИШИРОВАНИЕ
Суперфиниширование — это процесс отделочной обработки мелкозернистыми колеблющимися брусками в сочетании с вращательными и возвратно-поступательными движениями. Суперфиниширование обеспечивает обработку наружных и внутренних цилиндрических поверхностей, конических и плоских поверхностей от Ra 0,04 до Rz 0,1 мкм. Суперфиниширование частично исправляет погрешности формы обрабатываемой поверхности.
При суперфинишировании (рис. 12.10) цилиндрических поверхностей рабочее движение брусков 2 относительно вращающейся обрабатываемой заготовки 1 складывается из трех движений: коротких осциллирующих движений DSoc(от 500 до 2 000 двойных ходов в минуту) с величиной хода в пределах 1,5…6 мм, вращения заготовки DTи возвратно-поступательного движения головки 5 с брусками вдоль обрабатываемой поверхности D%p (это движение совершает либо головка, либо обрабатываемая заготовка).
Бруски поджимают к вращающейся обрабатываемой заготовке с малыми удельными давлениями от 0,1 до 0,5 МПа (тарированные пружины 3 прилагают к брускам 2 усилия Р).
Процесс ведут с применением СОЖ малой вязкости (керосина или керосина с добавкой 10% веретенного масла), обеспечивающей очистку абразивных брусков от отходов и охлаждение. Снятие металла происходит в пределах микронеровностей (гребешков) поверхности, оставшихся от предыдущей обработки.
В процессе обработки происходит интенсивное срезание вершин гребешков.
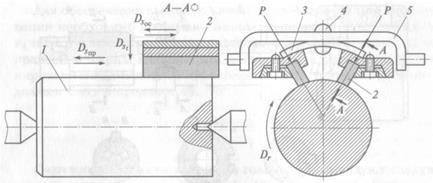
Рис. 12.10. Схема суперфиниширования наружной цилиндрической поверхности:
1 — заготовка; 2 — брусок; 3 — тарированная пружина; 4 — заклепка; 5 — головка; Р — усилие давления на брусок
Толщина слоя металла, снимаемого при суперфинишировании, обычно не превышает 0,005…0,01 мм.
Суперфиниширование осуществляется на токарных или специальных станках.
12.2.5. ХОНИНГОВАНИЕ
Хонингованием обрабатывают в основном цилиндрические отверстия как сквозные, так и глухие диаметром 2 мм и выше с отклонением от цилиндричности поверхности до 0,002…0,005 мм и с качеством поверхности Ra 0,63…0,08 мкм в заготовках из стали, чугуна, цветных металлов и труднообрабатываемых материалов. Процесс хонингования (рис. 12.11, а) осуществляют мелкозернистыми абразивными брусками 4, закрепленными в специальной раздвижной головке, являющейся рабочей частью хона. Радиальное рабочее движение бруску 4 передается от механизма разжима хонинговального станка посредством осевого перемещения разжимного штока 3 с конусом. Корпус 2 хонинговальной головки своим хвостовиком 1 вставляют в патрон станка. Головка (хон) совершает вращательное Drи возвратно-поступательное движение DSnp, вследствие этого на обрабатываемой поверхности возникает косая мелкая сетка штрихов-рисок от абразивных зерен (рис. 12.11, б). Разжим брусков в головке осуществляют разжимным штоком 3 с одним (или двумя) конусами механическим или гидравлическим способом.
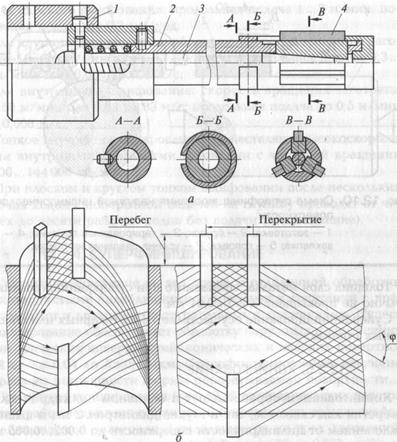
Рис. 12.11. Хон (а) и схема штрихов на обрабатываемой поверхности [б):
1 — хвостовик; 2 — корпус; 3 — разжимной шток; 4 — абразивный брусок; j — угол скрещивания штрихов обработки
Процесс хонингования проводят на вертикальных и горизонтальных хонинговальных станках. Хонингованием удаляют припуск на сторону в пределах 0,05…0,15 мм в зависимости от диаметра отверстия, обрабатываемого материала, предшествующей обработки, материала зерен брусков. В этих пределах устраняют конусность и эллиптичность отверстия. При хонинговании припуск под чистовое хонингование составляет 5… 15% от припуска под предварительное.
Для обеспечения высокого качества поверхности при хонинговании необходимо правильно назначать скорости вращательного v0и поступательного vnдвижений, оказывающих влияние на направление штрихов обработки, получаемых в результате комбинированного движения. Угол скрещивания штрихов обработки ф должен быть в пределах 40…70°:
Окружные скорости вращения головок рекомендуют следующие: при обработке сталей — 25…40 м/мин (0,417…0,667 м/с), чугуна — 60…80 м/мин (1… 1,33 м/с), алюминиевых сплавов, бронзы и латуни — 60…75 м/мин (1… 1,25 м/с). Скорости прямолинейного поступательного движения выбирают в пределах от 8 до 22 м/мин (0,133…0,367 м/с). Давления абразивных брусков на керамической связке при предварительном хонинговании следует принимать от 0,4 до 0,8 МПа, а при чистовом — от 0,2 до 0,4 МПа. Для брусков на бакелитовой связке необходимо принимать давление брусков 0,8…0,15 МПа при предварительном хонинговании и 0,5 МПа — при чистовом.
Для хонингования стали применяют бруски из зерен электрокорунда и алмаза; чугуна и твердых сплавов — из зерен карбида кремния и алмаза; алюминиевых, магниевых и медных сплавов — из зерен карбида кремния на керамической, бакелитовой и металлической связках (последняя — только для алмазных брусков).
Для обработки твердых сплавов и закаленных сталей можно использовать алмазные бруски на электролитической связке — хром, серебро, никель. Алмазное зерно в этом случае используют почти до полного износа, так как оно прочно удерживается связкой.
Хонингование проводят с обильной подачей СОЖ, которая, выполняя смазывание и охлаждение, смывает продукты отхода. При обработке стали и чугуна в качестве СОЖ применяют чистый керосин или керосин с добавками минеральных масел.
Наружное хонингование цилиндрических поверхностей обеспечивает высокую точность обрабатываемой поверхности и шероховатость поверхности до Ra 0,08 мкм.
Процесс хонингования наружной цилиндрической поверхности отличается от суперфиниширования прежде всего тем, что при суперфиниш и п ии абразивные бруски воздействуют на обрабатываемую заготовку с одной стороны, а при хонинговании бруски распределены по всей окружности. Поэтому при наружном шлифовании могут быть исправлены погрешности предшествующей обработки как в поперечном сечении (овальность, огранка), так и в продольном направлении (конусность, седлообразность и т.д.). Этого невозможно полностью достигнуть при суперфинишировании.
Принципиально конструкции хонинговальных головок для наружного хонингования и приспособления для крепления заготовки не отличаются от хонинговальных головок и приспособлений для внутреннего шлифования.
Для хонингования наружных поверхностей не выпускают специальных станков и процесс хонингования осуществляют, как правило, на модернизированных шлифовальных, горизонтально-расточных, горизонтально-хонинговальных и других станках.
12.2.6. ПОЛИРОВАНИЕ
Полирование применяют для повышения качества обработанной поверхности при помощи эластичных кругов или абразивных лент. На поверхность эластичного круга из кожи, войлока, фетра, бязи наносят с помощью клея слой абразивных зерен или слой полировальной пасты.
Полированием эластичными кругами получают качество поверхности от Ra 0,16 до Rz 0,1 мкм. Предварительно обработанная поверхность должна быть соответственно не ниже Ra 0,32… 0,08 мкм. Съем металла в процессе полирования составляет 0,01… 0,03 мм.
Скорость вращения полировальных кругов 10…40 м/с. Зернистость абразива выбирают в зависимости от вида полирования (предварительное 10 — 6 и чистовое 6 — 4, М40, М10). При тонком полировании абразив применяют в пасте.
Пасты состоят из абразивной и неабразивной частей.
Абразивными материалами при полировании служат электрокорунд, оксид железа — для полирования стали, наждак и оксид хрома — для полирования меди, алюминия и их сплавов, карбид кремния, оксид железа — для полирования чугуна.
Неабразивные составляющие паст — это стеарин, парафин, олеиновая кислота, пчелиный воск.
Процесс полирования при помощи паст основан на одновременном механическом и химическом воздействии абразивной и неабразивной составляющих полировальной пасты. Абразивные зерна снимают с обрабатываемой поверхности тончайшие слои окисленного поверхностного слоя металла, а также пластически деформируют поверхностный слой вследствие высокой температуры и значительного давления полировального круга на обрабтываемую поверхность.
Полирование с помощью абразивных лент применяют при ручной и механической обработке. Абразивные ленты изготавливают на бумажной и тканевой основе.
При полировании абразивными лентами можно получить качество поверхности Ra 0,32…0,08 мкм.





