
Виды приспособлений……………………………………………………21
4 ОСНОВНЫЕ ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ……………….……………24
4.1 Установочные элементы приспособлений………………………….………24
4.1.1 Основные правила установки заготовок……………………………….24
4.1.2 Виды установочных элементов приспособлений………………………26
4.2 Зажимные элементы приспособлений……………………………….………34
4.2.1 Назначение зажимных элементов………………………………………34
4.2.2 Виды зажимных элементов……………………………………………..35
4.3 Направляющие элементы приспособлений…………………………….……44
4.4 Делительные и поворотные элементы приспособлений……………………46
4.5 Корпуса приспособлений……………………………………………….……48
4.6 Механизированные приводы приспособлений………………………….….50
4.6.1 Назначение механизированного привода………………………….…..50
4.6.2 Пневматические приводы………………………………………….……51
4.6.3 Пневмогидравлические и гидравлические приводы…………….……55
4.7 Универсально-сборные и наладочные приспособления……………….…..59
5 ОСНОВЫ ПРОЕКТИРОВАНИЯ ПРИСПОСОБЛЕНИЙ………….……..……63
5.1 Проектирование станочных приспособлений
с применением САПР …………………………………………..……………66
ВВЕДЕНИЕ
Основную группу технологической оснастки составляют приспособления механосборочного производства. Приспособлениями в машиностроении называют вспомогательные устройства к технологическому оборудованию, используемые при выполнении операций обработки, сборки и контроля.
Применение приспособлений позволяет: устранить разметку заготовок перед обработкой, повысить ее точность, увеличить производительность труда на операции, снизить себестоимость продукции, облегчить условия работы и обеспечить ее безопасность, расширить технологические возможности оборудования, организовать многостаночное обслуживание, применить технически обоснованные нормы времени, сократить число рабочих, необходимых для выпуска продукции.
Частая смена объектов производства, связанная с нарастанием темпов технологического прогресса в эпоху научно-технической революции, требует от технологической науки и практики создания конструкций и систем приспособлений, методов их расчета, проектирования и изготовления, обеспечивающих сокращение сроков подготовки производства.
Новые требования, предъявляемые к приспособлениям, определены расширением парка станков с ЧПУ, переналадка которых на обработку новой заготовки сводится к замене программы (что занимает очень мало времени) и к замене или переналадке приспособления для базирования и закрепления заготовки (что также должно занимать мало времени).
Изучение закономерностей влияния приспособления на точность и производительность выполняемых операций позволит проектировать приспособления, интенсифицирующие производство и повышающие его точность. Работа по унификации и стандартизации элементов приспособлений создает основу для автоматизированного проектирования приспособлений с использованием электронно-вычислительной техники и автоматов для графического изображения. Это ускоряет технологическую подготовку производства.
1 ОБЩИЕ СВЕДЕНИЯ О ПРИСПОСОБЛЕНИЯХ
1.1 Назначение приспособлений
Среди задач, решение которых достигается применением приспособлений, можно выделить три основных.
1. Установка заготовок на станках без выверки. Применение приспособлений для установки заготовок ликвидирует дорогостоящую и трудоемкую операцию разметки, устраняет выверку обрабатываемой детали на станке, обеспечивает возможность автоматического получения точности размеров, а следовательно, повышает точность обработки за счет устранения погрешностей, связанных с разметкой и выверкой.
2. Повышение производительности труда. Малая трудоемкость (высокая производительность) в равной мере зависит как от высокопроизводительного оборудования, так и от высокопроизводительного приспособления. Повысить производительность труда – значит сократить норму штучного времени на операцию. Норму штучно-калькуляционного времени ![]()
![]()
1) увеличением числа одновременно работающих инструментов (при одновременной работе нескольких инструментов операция из многопереходной и время на обработку детали резко сокращается), для этого проектируют многошпиндельные сверлильные и фрезерные головки, многорезцовые державки для револьверных станков на несколько инструментов и др.;
2)одновременной обработкой нескольких деталей, для этого проектируются многоместные приспособления и приспособления для установки деталей пакетами;
3) повышением режимов резания. Проектирование приспособлений, повышающих жесткость технологической системы СПИД, позволяет повысить режимы резания и применить многоинструментальную обработку.
Вспомогательное время ![]()
![]()
![]()
![]()
![]()
![]()
Задачей конструктора по обеспечению повышения производительности труда является анализ нормы времени для уменьшения ее составляющих.
3. Расширение технологических возможностей оборудования. Заводы серийного производства оснащены в основном универсальными металлорежущими станками. Каждый станок предназначен для выполнения какой-то определенной работы с заданной точностью. Для таких станков применяют специальные приспособления, расширяющие технологические возможности оборудования.
Приспособления, расширяющие технологические возможности станков, позволяют осуществить: крепление инструментов, редко используемых при работе на станке; дополнительные взаимные перемещения инструмента и обрабатываемой детали; крепление инструментов и обрабатываемых деталей на не предназначенных для этой цели поверхностях станка; точное направление инструмента.
Станочным приспособлением (СП) называется приспособление, применяемое на металлорежущем и (или) деревообрабатывающем станке. СП являются наиболее обширной группой, которые составляют 80% общего парка приспособлений. Затраты на изготовления и приобретение СП составляют до 20% себестоимости изготовления изделия.
СП применяют для установки заготовок и инструментов на металлорежущие станки. Приспособления, связывающие со станком обрабатывающую заготовку, относят к приспособлениям для изготовления детали, а приспособления, связывающие со станком режущий инструмент, – к приспособлениям для инструмента.
1.2 Роль технологической оснастки
В повышении качества изготовления деталей машин, их сборки и контроля важное значение имеет совершенствование технологических процессов, которые обусловливают большое разнообразие конструкций, приспособлений и высокий уровень предъявляемых к ним требований.
Одной из первостепенных задач в этом вопросе является: создание высокопроизводительных конструкций СП, сокращение сроков их проектирования и изготовления, сокращение количества и снижение необходимой квалификации рабочих, расширение технологических возможностей оборудования, обеспечение условий труда, повышение безопасности рабочих и др.
Решение этих задач должно быть направлено на повышение производительности труда станочников, слесарей – сборщиков, наладчиков и контролеров. Применение приспособлений снижает трудоемкость и себестоимость приспособления деталей и сборки машин.
1.3 Классификация приспособлений
Станочные приспособления классифицируются по различным признакам (рис. 1). По целевому назначению приспособления делят на пять групп:
1) СП для установки и закрепления обрабатываемых заготовок в зависимости от вида механической обработки подразделяют на приспособления для токарных, сверлильных, фрезерных, шлифовальных, многоцелевых и других станков.
2) СП для установки и закрепления рабочего инструмента осуществляют связь между инструментом и станком. К ним относятся патроны для сверл, разверток; многоинструментальные сверлильные, фрезерные, револьверные головки; державки, блоки и т.п.
С помощью приспособлений указанных выше групп осуществляют наладку системы станок-заготовка-инструмент.
3) Сборочные приспособления СП используют для соединения сопрягаемых деталей изделия, применяют для крепления базовых деталей, обеспечения правильной установки соединяемых элементов изделия, предварительной сборки упругих элементов (пружин, разрезных колец) и др.
4) Контрольные приспособления применяют для проверки отклонений размеров, формы и взаимного расположения поверхностей, сопряжений сборочных единиц и изделий, а также для конструктивных параметров, получающихся в процессе сборки.
5) Приспособления для захвата, перемещения и переворота тяжелых, а в автоматизированном производстве и ГПС и легких обрабатываемых заготовок и собираемых изделий. Приспособления являются рабочими органами промышленных роботов.
Все описанные группы приспособлений в зависимости от типа производства могут быть ручными, механическими, полуавтоматическими и автоматическими, а в зависимости от степени специализации – универсальными, специализированными и специальными.
В зависимости от степени унификации и стандартизации в машиностроении и приборостроении в соответствии с требованиями Единой системы технологической подготовки производства (ЕСТПП) утверждено семь стандартных систем станочных приспособлений.
Универсальные безналадочные приспособления
(УБП) предназначены для установки различных заготовок на постоянные, регулируемые, несъемные установочные элементы. К ним относятся: различные центры, поводковые устройства, зажимы, патроны различных типов, оправки, магнитные и электромагнитные плиты.
Универсально-наладочные приспособления
(УНП) состоят из универсального базового агрегата и сменных наладочных элементов. Базовыми агрегатами служат стандартизированные на различных уровнях (ГОСТ, стандарт отрасли, стандарт предприятия), самоцентрирующиеся патроны с различными приводами и другие приспособления. Базовая часть этих приспособлений представляет собой сборочную единицу долговременного действия в различных компоновках.
Наладку УНП для различных деталей осуществляют путем смены установочных и зажимных элементов, монтируемых на базовом агрегате.
Универсально-сборные приспособления
(УСП). Компонуют на стандартизированных плитах различных размеров. В элементах УСП предусмотрены взаимно перпендикулярные Т-образные пазы, фиксация элементов и узлов, изготовленных с высокой степенью точности, осуществляется с помощью шпонки, входящей в шпоночный лаз.
С помощью УСП многократно сокращают время изготовления приспособлений, т.е. время технологической подготовки производства (ТПП).
Сборно-разборные приспособления
(СРП). Оснащение операций СРП состоит из проектирования и изготовления сменных специальных наладок. Компоновки собирают из стандартных деталей и сборочных единиц, как специальные приспособления долгосрочного применения.
Неразборные специальные приспособления
(НСП) служат для оснащения конкретных операций индивидуального и группового технологических процессов.
Они обеспечивают установку и закрепление однотипных по форме и конфигурации заготовок с идентичными схемами базирования.
НСП применяют для обработки штучных заготовок, а также при параллельных, последовательных и параллельно-последовательных схемах обработки. НСП применяют в серийном и крупносерийном производстве.
Все приспособления по целевому назначению и своим характеристикам подразделяются на 14 групп сложности в зависимости от числа наименований деталей в приспособлениях.
1.4 Проектирование технологической оснастки
Проектирование технологических процессов механической обработки начинается с тщательного изучения исходных данных проектирования: сборочного и рабочего чертежей изделий с соответствующими техническими условиями изготовления детали, чертежа исходной заготовки и размеров программного задания.
Изучаются и такие дополнительные условия проектирования, как наличие или отсутствие оборудования, на котором предполагается осуществить изготовление проектируемого изделия; возможности модернизации оборудования; наличие производственных площадей для расширения производства; возможности применения совершенных видов исходных заготовок, прогрессивного инструмента и приспособлений и т. п.
После этого (в условиях серийного и единичного производств) по технологическим классификаторам заготовок, обрабатываемых на данном предприятии (в цехе), анализируется возможность изготовления данной заготовки по существующим на предприятии типовым или групповым технологическим процессам или на действующих групповых переменно-поточных или автоматических линиях.
При отсутствии возможности использования существующих на предприятии унифицированных технологических процессов после проведения указанной подготовительной работы технолог приступает к непосредственному проектированию технологических процессов.
Проектирование технологических процессов представляет собой сложную многовариантную задачу, правильное решение которой требует проведения ряда расчетов. При проектировании процессов обработки сложных и ответственных заготовок составляется несколько возможных вариантов обработки, окончательный выбор которых производится на основании расчетов и сопоставления достигаемых точности, трудоемкости, выражаемой нормой штучно-калькуляционного времени ![]()
![]()
Такое сопоставление производится как по важнейшим технологическим операциям, так и по всему технологическому процессу в целом.
В начале проектирования технолог предварительно устанавливает виды обработки отдельных поверхностей заготовки и методы достижения их точности, соответствующие требованиям чертежа и серийности производства и существующего на предприятии оборудования. После этого производится назначение технологических баз на все предполагаемые операции обработки.
Одновременно с этим разрабатывается последовательность операций, т. е. технологический маршрут обработки заготовки. При низкой точности исходных заготовок технологический процесс начинается с черновой обработки поверхностей, имеющих наибольшие припуски.
При этом в самую первую очередь снимается припуск с тех поверхностей, на которых возможны литейные раковины, трещины и другие дефекты, с целью скорейшего отсеивания возможного брака или устранения обнаруженных дефектов заваркой, наплавлением металла и т. п.
Дальнейший маршрут строится по принципу обработки сначала более грубых и затем более точных поверхностей. Наиболее точные поверхности обрабатываются последними. В конце маршрута выполняются второстепенные операции (сверление мелких отверстий, нарезание крепежных резьб, прорезка пазов, снятие фасок и заусенцев).
Ответственные и сложные корпусные заготовки часто обрабатываются с разделением технологического процесса на стадии черновой и чистовой обработки. На первой стадии снимаются основные припуски на обработку, в результате этого возникают погрешности заготовки, связанные с перераспределением внутренних напряжений исходных заготовок и влиянием остаточных напряжений, вызванных черновой механической обработкой.
На второй стадии обработки (при чистовых операциях) устраняются погрешности, возникшие при черновой обработке, и обеспечивается достижение требуемых точности обработки, шероховатости и предписанного чертежом состояния поверхностного слоя.
При обработке сравнительно небольших поверхностей достаточно жестких заготовок удается избежать дифференциации операций на черновые и чистовые и технологический процесс строится по принципу концентрации операций. В этом случае первые операции стремятся построить наиболее концентрированными.
При проектировании заготовок, подвергающихся термической обработке, в составе технологического процесса предусматриваются дополнительные операции, связанные с особенностями термической обработки (операция меднения или снятия дополнительного припуска для устранения цементованного слоя на поверхностях, не подлежащих закалке после цементации; снятии дополнительного припуска для устранения коробления длинных и тонких заготовок после их закалки и т. п.).
После решения перечисленных вопросов определяют структуру операции и выполняется предварительное оформление операционно-технологических карт с вычерчиванием соответствующих операционных эскизов. При оформлении технологических операций и отдельных переходов производится анализ технической возможности и экономической целесообразности их концентрации путем применения наборов нормального режущего инструмента или проектирования и изготовления специальных комплектов инструментов (в том числе фасонных), а также использования специальных инструментальных державок, параллельной и последовательной обработки заготовок и затем окончательно уточняется принятая структура операции.
В случае разработки нескольких вариантов технологических процессов обработки одной заготовки окончательно выбирается наиболее рациональный вариант после их аналитического сопоставления.
После определения структуры операций проектируются схемы наладки (настройки) станков для основных технологических операций. При этом выполняются необходимые расчеты точности настройки, определяются рабочие циклы станка, взаимного расположения инструментов, режимы их работы и производительность операции. Проектирование наладок обычно осуществляется в такой последовательности.
1. Расчеты точности настройки станка на настроечные размеры (определение среднего настроечного размера и допуска на настройку или расчет предельных настроечных размеров с учетом рассеяния размеров и переменных систематических погрешностей обработки).
2. Составление предварительного плана размещения инструментов в суппортах и инструментальных головках по отдельным переходам и предварительный расчет режимов резания. При этом следует стремиться к одновременной работе инструментов, размещенных в разных суппортах, закрепленных в многорезцовых державках.
Размещение одновременно работающих резцов должно по возможности предусматривать взаимное уравновешивание возникающих сил резания. Обтачивание ступенчатых заготовок следует начинать с меньшего диаметра; снятие фасок и подрезание торцов должны производиться одновременно с обтачиванием.
3. Окончательная компоновка инструментов в наладке станка и корректирование режимов резания.
4. Оформление схемы наладки станка с указанием размещения инструментов, их шифров, рабочих и холостых движений; с подбором необходимых копиров и шестерен; с расчетами циклов работы станка и производительности обработки по данной наладке.
5. Конструирование необходимой оснастки для наладки станка (приспособление, специальный режущий и вспомогательный инструмент, шаблоны для установки режущего инструмента и т. п.).
После проектирования наладки станка окончательно оформляют операционно-технологические карты и производят техническое нормирование всех операций технологического процесса с установлением необходимого разряда работы и соответствующих норм выработки.
2 БАЗИРОВАНИЕ И БАЗОВЫЕ ПОВЕРХНОСТИ
2.1 Установка заготовок в приспособлениях
В процессе обработки заготовки должны занимать вполне определенное (однозначное) положение относительно станка и режущего инструмента, что обеспечивается установкой заготовок в приспособлениях. Под установкой заготовки понимается процесс ее базирования и закрепления – приложенных к заготовке сил и пар сил, обеспечивающих в процессе обработки постоянство положения заготовки, достигнутого при базировании.
Базированием называют придание заготовке или изделию требуемого положения относительно выбранной системы координат.
Технологическими базами
называют поверхности, используемые для определения положения заготовки или изделия в процессе изготовления. При установке детали в приспособлении за технологические базы принимают реальные поверхности, непосредственно контактирующие с установочными элементами приспособления.
Положение детали в приспособлении определяют ее базирующие поверхности. Детали, устанавливаемые в станочные приспособления, имеют различные базирующие поверхности по форме и виду.
Черновыми базами
называют необработанные поверхности детали, используемые для ее установки в приспособлении при обработке на первой операции, когда обработанных поверхностей нет.
Чистовыми (окончательными) базами
называют обработанные поверхности детали, служащие для установки в приспособлении при обработке на всех последующих операциях механической обработки.
Конструкторскими базами
называют базы (поверхности), используемые для определения положения детали в изделии или узле. Эти базы необходимо в первую очередь использовать для установки обрабатываемой детали в приспособлении, так как при этом получаются меньшие погрешности обработки. Конструкторские базы деталей по назначению бывают основные
и вспомогательные
.
Установочные базы обрабатываемой детали разделяются на опорные и поверхностные. Опорными установочными базами
называют совокупность поверхностей обрабатываемой детали. Измерительными базами
называют поверхности деталей, от которых производят отсчет размеров при ее обработке.
Из механики известно, что твердое тело имеет шесть степеней свободы (рис.2): три связаны с перемещением тела вдоль трех взаимно перпендикулярных осей координат Оx, Oy, Oz и три – с возможным его поворотом относительно этих осей. При установке детали в приспособлении каждая из степеней свободы связывается путем прижима детали к соответствующей неподвижной точке (опоре) приспособления.
Рис. 2 – Схема базирования обрабатываемой детали в приспособлении
по шести опорным точкам
Эти точки находятся в трех взаимно перпендикулярных плоскостях: точки 1,2, и 3, расположенные в плоскости XOY, лишают деталь трех степеней свободы – возможности перемещаться вдоль оси OZ и вращаться вокруг осей OX , OY; точки 4 и 5, расположенные в плоскости ZOY, лишают деталь двух степеней свободы – возможности перемещаться вдоль оси OX и вращаться вокруг оси OZ;
точка 6, расположенная на плоскости XOZ, лишает деталь шестой степени свободы – возможности перемещаться вдоль оси OY. Силы зажима W, W1, W2, действующие в направлениях, перпендикулярных трем плоскостям, прижимают деталь к шести неподвижным опорам. Число неподвижных опор в приспособлении не должно быть больше шести, так как в противном случае создается неустойчивое положение обрабатываемой детали в приспособлении.
Погрешности базирования и закрепления обрабатываемых деталей в приспособлении.
Суммарная погрешность при выполнении любой операции механической обработки состоит из погрешностей установки детали, настройки станка и погрешности обработки, возникающей в процессе изготовления детали.
Погрешность установки Ey
– одна из составляющих суммарной погрешности выполняемого размера детали – возникает при установке обрабатываемой детали в приспособлении и складывается из погрешности базирования Eб
, погрешности закрепления Уз и погрешности положения детали Упр
, зависящей от неточности приспособления и определяемой ошибками изготовления и сборки его установочных элементов и их износа при работе.
Погрешность настройки станка Dн
возникает при установке режущего инструмента на размер, а также вследствие неточности копиров и упоров для автоматического получения заданных размеров детали.
Погрешность обработки Dобр.,
возникающая в процессе обработки детали на станке, объясняется:
1) геометрической неточностью станка;
2) деформацией технологической системы станок – приспособление -инструмент – обрабатываемая деталь
(СПИД) под действием сил резания;
3) неточность изготовления и износом режущего инструмента и приспособления;
4) температурными деформациями технологической системы. Для получения годных деталей суммарная погрешность при обработке детали на станке должна быть меньше допуска б на заданный размер детали. Это условие выражается неравенством
Погрешность базирования Еб
называют разность предельных расстояний измерительной базы относительно установленного на заданный размер детали режущего инструмента. Погрешность базирования возникает, когда опорная установочная база обрабатываемой детали не совмещена с измерительной.
Рис. 3 – Примеры установки обрабатываемых деталей в приспособлениях с погрешностями базирования.
На рис. 3, а
дана схема установки, при которой боковая установочная база 1 обрабатываемой детали одновременно является и измерительной базой для поверхности 3. Поэтому погрешность базирования для размера А равна нулю: Еба=0. Нижняя опорная база 5 является установочной, а измерительной базой для обрабатываемой поверхности 4 служит поверхность 2.
На настроенном станке ось фрезы занимает определенное положение, а измерительная база 2 для партии обрабатываемых деталей будет изменять свое положение от Сmax
до Cmin
, т.е. в пределах допуска б на размер С. Поэтому погрешность базирования для размера В равна допуску на размер С между установочной 5 и измерительной 2 базами.
Круглую деталь устанавливают отверстием на жесткую оправку для обработки лыски фрезой на фрезерном станке (рис. 3, б
). При такой установке между отверстием детали и жесткой оправкой приспособления образуется зазор и возникает погрешность базирования.
Измерительной базой для обрабатываемой поверхности 1 является ось оправки. Вследствие зазора S между деталью и оправкой оси детали и оправки не совпадают и измерительная база – ось детали может перемещаться вверх и вниз: при смещении детали только в одну сторону получается максимальный зазор Smax,
следовательно, погрешность базирования Eбh = Smax
.
Погрешность закрепления Ез
называют разность между наибольшей и наименьшей величинами проекций смещения измерительной базы в направлении получаемого размера вследствие приложения к обрабатываемой детали силы зажима W. Основная причина, влияющая на погрешность закрепления детали, – деформация базовых поверхностей детали и стыков цепи, по которой передаются силы зажима (механизированный привод, промежуточные звенья, корпус, установочные и зажимные детали приспособления, обрабатываемая деталь).
Большое влияние на погрешность закрепления оказывает форма и габаритные размеры обрабатываемой детали, точность и чистота базовых поверхностей, конструкция приспособления и постоянство сил зажима детали. Следовательно, погрешности закрепления необходимо определять для конкретных схем установки детали в приспособлении опытным путем.
Погрешность положения Епр
детали относительно режущего инструмента возникает в результате неточного изготовления приспособления, его сборки и износа установочных элементов в процессе эксплуатации. Неточности при изготовлении приспособления возникают от погрешностей изготовления его деталей, сборки и регулировки. Точность изготовления приспособления задается в рабочем чертеже и в технических условиях.
На погрешность наложения детали в приспособлении наибольшее влияние оказывает износ его постоянных установочных опор. Различные детали приспособления контролируют в установленные сроки. При износе они проходят соответствующий вид ремонта.
Обозначим погрешности изготовления приспособления и износ его опор через ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
2.2 Расчет действительных погрешностей базирования при установке деталей в приспособлении плоской поверхностью
Рис. 4 – Схемы для определения погрешностей базирования при установке обрабатываемых деталей в приспособлении плоской поверхностью
Обрабатываемая деталь (рис. 4,а) установлена на постоянные опоры приспособления нижней базовой плоскостью 1
, которая является и измерительной базой
, так как связана с обрабатываемой поверхностью 2
размером ![]()
![]() W
W
.Обрабатываемая деталь (рис. 4,б) установлена в приспособлении нижней базовой плоскостью 1
, но измерительной базой
является плоскость 3
, непосредственно связаная с обрабатываемой поверхностью 2
размером ![]() погрешность базирования
погрешность базирования
, определяемая следующим путем. Размер С
между осью фрезы и нижней установочной базовой плоскостью 1
обрабатываемой детали является постоянным. Следовательно, положение оси фрезы при обработке поверхности 2
остается неизменным относительно установочной базовой поверхности 1
. Измерительная база 3
при фрезеровании плоскости 2
у партии деталей будет перемещаться относительно наружного диаметра фрезы в пределах поля допуска 0,40 мм на размер ![]()
![]() 1
1
и измерительной поверхностью 3
и определяем погрешность базирования обрабатываемой детали в приспособлении ![]()
![]()
![]()
0.54 – 0.40 = 0.14 мм.
Чтобы фрезеровать поверхность 2
, необходимо или устранить погрешность базирования ![]() в
в
) или изменить допуски на размеры ![]()
![]() в
в
) неудобно и технолог не может без согласия конструктора увеличить допуск на размер ![]()
![]()
Новый уменьшенный допуск на размер 65 мм можно найти из равенства
где ![]()
![]()
![]()
определяется для размера 25 мм из таблиц средней экономической точности обработки поверхностей деталей.
Вновь принятый допуск на размер 65 мм технолог проставляет на определенном эскизе и выдает рабочему для фрезерования плоскости 1 на предыдущей операции. Например, при ![]()
![]()
![]()
![]()
2.3 Расчет приспособлений на точность
Для обеспечения необходимой точности обрабатываемой детали при конструировании приспособления нужно выбрать такую схему, при которой будет соблюдено, как говорилось выше, условие
где ![]()
![]()
![]()
![]()
![]()
При отсутствии обоснованных данных о точности обработки, получаемой при данной операции, может приниматься среднеэкономическая точность обработки.
Действительное значение погрешностей базирования заготовки в приспособлении ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Условные обозначения к схемам базирования для типовых случаев:
зажимное устройство;
![]()
![]()
![]()
опорные установочные поверхности.
![]()
![]()
![]() а
а
, b
, с
и др.
S min
– минимальный гарантированный зазор;
x –
радиальное биение.
2.4 Правила выбора баз
В целях сокращения погрешности базирования необходимо руководствоваться следующими правилами выбора баз.
1.Для деталей, не обрабатывающихся полностью, в качестве черновых баз следует принимать поверхности, не подлежащие обработке. При наличии нескольких необрабатываемых поверхностей за черновую базу надо принимать ту из них, которая должна иметь наименьшее смещение.
2.При обработке деталей, обрабатываемых полностью черновой базой должна служить поверхность, имеющая наименьший припуск. В этом случае будет наибольшая гарантия того, что не получится брака из-за недостатка припуска на какую-либо поверхность, так как поверхности с наименьшими припусками будут соосны с поверхностями, принятыми за базы при дальнейшей обработке.
3.Поверхности, выбранные для черновых баз, должны быть по возможности наиболее ровными и несмещенными. Это же должно быть учтено при изготовлении заготовок. Назначение черновой базы надо рассматривать только как средство для получения первой чистовой базы.
4.В качестве чистовых баз надо применять в первую очередь конструктивные базы и переводить на технологические следует только при полном отсутствии возможности ограничиться конструктивными базами.
5.Большое значение имеет условие единства баз, заключающееся в том, чтобы максимальное количество поверхностей обрабатывать при установке на одни и те же базирующие поверхности. При наличии у деталей нескольких поверхностей для чистовой базы надо выбрать поверхность с меньшим допуском.
6.Необходимо совмещать установочную и измерительную базы, так как при этом исключается погрешность базирования.
7.Выбранные установочные поверхности должны обеспечить отсутствие деформаций детали, которые могут быть вызваны действием силы зажимов или усилий резания, а также простоту конструкции и дешевизну изготовления приспособления.
3 ОБЩИЕ СВЕДЕНИЯ О ПРИСПОСОБЛЕНИЯХ.
ВИДЫ ПРИСПОСОБЛЕНИЙ
В машиностроении широко применяется разнообразная технологическая оснастка, в которую входят приспособления, вспомогательный, режущий и измерительный инструмент.
Приспособлениями называются дополнительные устройства, используемые для механической обработки, сборки и контроля деталей, сборочных единиц и изделий. По назначению приспособления подразделяют на следующие виды:
1. Станочные приспособления, применяемые для установки и закрепления на станках обрабатываемых заготовок. В зависимости от вида механической обработки эти приспособления, в свою очередь, делят на приспособления для сверлильных, фрезерных, расточных, токарных, шлифовальных станков и др. Станочные приспособления составляют 80…90% общего парка технологической оснастки.
Использование приспособлений обеспечивает:
а) повышение производительности труда благодаря сокращению времени на установку и закрепление заготовок при частичном или полном перекрытии вспомогательного времени машинным и уменьшении последнего посредством многоместной обработки, совмещения технологических переходов и повышения режимов резания;
б) повышение точности обработки благодаря устранению выверки при установке и связанных с ней погрешностей;
в) облегчение условий труда станочников;
г) расширение технологических возможностей оборудования;
д) повышение безопасности работы.
2.Приспособления для установки и закрепления рабочего инструмента, осуществляющие связь между инструментом и станком, в то время как первый вид осуществляет связь заготовки со станком. С помощью приспособлений первого и второго видов выполняют наладку технологической системы.
3. Сборочные приспособления для соединения сопрягаемых деталей в сборочные единицы и изделия. Их применяют для крепления базовых деталей или сборочных единиц собираемого изделия, обеспечения правильной установки соединяемых элементов изделия, предварительной сборки упругих элементов (пружин, разрезных колец и др.), а также для выполнения соединений с натягом.
4. Контрольные приспособления для промежуточного и окончательного контроля деталей, а также для контроля собранных частей машин.
5. Приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок и сборочных единиц, используемые при обработке и сборке тяжелых деталей и изделий.
По эксплуатационной характеристике станочные приспособления подразделяются на универсальные, предназначенные для обработки разнообразных заготовок (машинные тиски, патроны, делительные головки, поворотные столы н пр.); специализированные, предназначенные для обработки заготовок определенного вида и представляющие собой сменные устройства (специальные губки для тисков, фасонные кулачки к патронам и т.п.), и специальные, предназначенные для выполнения определенных операций механической обработки данной детали.
Единой системой технологической подготовки производства станочные приспособления классифицируют по определенным признакам (рис. 5).
Универсально-сборные приспособления(УСП)
компонуют из заранее изготовленных стандартных элементов, деталей и сборочных единиц высокой точности. Их применяют в качестве специальных приспособлений краткосрочного действия для определенной операции, после выполнения которой их разбирают, а доставляющие элементы в дальнейшем многократно используют в новых компоновках и сочетаниях.
Дальнейшее развитие УСП связано с созданием агрегатов, блоков, отдельных специальных деталей и сборочных единиц, обеспечивающих компоновку не только специальных, но и специализированных и универсально-наладочных приспособлений краткосрочного действия,
Сборно-разборные приспособления (СРП)
компонуют также из стандартных элементов, но менее точных, допускающих местную доработку по посадочным местам. Эти приспособления используются как специальные приспособления долгосрочного действия.
Рис. 5 – Классификация станочных приспособлений
Неразборные специальные приспособления (НСП)
компонуют из стандартных деталей и сборочных единиц общего назначения, как необратимые приспособления долгосрочного действия. Конструктивные элементы компоновок, входящие в состав системы, как правило, эксплуатируются до полного износа и не применяются повторно.
Компоновка может производиться также построением приспособления из двух основных частей: унифицированной базовой части (УБ) и сменной наладки (СН). Такая конструкция НСП делает его устойчивым к изменениям конструкций обрабатываемых заготовок и к корректировкам технологических процессов. В этих случаях в приспособлении заменяют только сменную наладку.
Универсальные безналадочные приспособления (УБП)
общего назначения наиболее распространены в условиях серийного производства. Их применяют для закрепления заготовок из профильного проката и штучных заготовок. УБП представляют собой универсальные регулируемые корпуса с постоянными (несъемными) базовыми элементами (патронами, тисками и т. п.), входящие в комплект станка при его поставке.
Специализированными наладочными приспособлениями (СНП)
оснащают операции обработки деталей, сгруппированных по конструкторским признакам и схемам базирования; компоновка по схеме агрегатирования представляет собой базовую конструкцию корпуса со сменными наладками для групп деталей.
Универсальные наладочные приспособления (УНП)
, так же как СНП, имеют постоянные (корпус) и сменные части. Однако сменная часть пригодна для выполнения только одной операции по обработке только одной детали. При переходе с одной операции на другую приспособления системы УНП оснащают новыми сменными частями (наладками).
Агрегатные средства механизации зажима (АСМЗ)
представляют собой комплекс универсальных силовых устройств, выполненных в виде обособленных агрегатов, позволяющих в сочетании с приспособлениями механизировать и автоматизировать процесс зажима обрабатываемых заготовок.
Выбор конструкции приспособления во многом зависит от характера производства. Так, в серийном производстве применяют сравнительно простые приспособления, предназначенные в основном для достижения заданной точности обработки заготовки. В массовом производстве к приспособлениям предъявляют высокие требования и в отношении производительности.
4. ОСНОВНЫЕ ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
Существуют следующие элементы приспособлений:
установочные
— для определения положения обрабатываемой поверхности заготовки относительно режущего инструмента;
зажимные
— для закрепления обрабатываемой заготовки;
направляющие
— для придания требуемого направления движению режущего инструмента относительно обрабатываемой поверхности;
корпуса приспособлений
— основная часть, на которой размещены все элементы приспособлений;
крепежные
— для соединения отдельных элементов между собой;
делительные или поворотные
, — для точного изменения положения обрабатываемой поверхности заготовки относительно режущего инструмента;
механизированные приводы
— для создания усилия зажима. В некоторых приспособлениях установку и зажим обрабатываемой заготовки выполняют одним механизмом, называемым установочно-зажимным.
4.1 Установочные элементы приспособлений
4.1.1 Основные правила установки заготовок
Обработка резанием осуществляется при относительном движении обрабатываемой заготовки и режущего инструмента. Чтобы обеспечить заданную точность обработки, заготовка должна быть установлена в определенном положении относительно режущего инструмента, После установки обрабатываемую заготовку закрепляют, что предотвращает ее смещение под действием сил, возникающих в процессе обработки.
В единичном и мелкосерийном производстве заготовки устанавливают с выверкой по черновым или обработанным поверхностям, а также по разметке. В массовом и крупносерийном производстве выверку не производят, а обрабатываемые заготовки устанавливают, доводя их базовые поверхности до соприкосновения с установочными элементами (опорами) приспособлений.
В зависимости от условий обработки может потребоваться полная или частичная ориентация обрабатываемой заготовки относительно режущего инструмента. При полной ориентации обрабатываемой заготовке придают вполне определенное и единственно возможное положение в приспособлении.
При полной ориентации базовые поверхности обрабатываемой заготовки плотно прилегают к установочным элементам приспособления. Для этого должны соблюдаться условия контакта баз и опор, а обрабатываемая заготовка не должна иметь сдвига и вращения относительно трех координатных осей.
Обрабатываемая заготовка лишена всех степеней свободы, и положение ее базовых поверхностей в пространстве является определенным. Число опор должно быть равным шести (правило шести точек); их взаимное расположение обеспечивает устойчивость установки обрабатываемой заготовки в приспособлении. Расстояние между опорами принимают возможно большим, чтобы под действием силы тяжести не возникло опрокидывающего момента.
При обработке нежестких заготовок или при недостаточной их устойчивости из-за небольшой протяженности базовых поверхностей может возникнуть необходимость увеличения количества опорных точек (сверх шести). В этих случаях применяют дополнительные опоры, регулируемые или самоустанавливающиеся.
Установочные элементы с точечными опорами имеют ограниченную поверхность контакта. К таким опорам относятся, например, узкие призмы для установки цилиндрических заготовок. Эти опоры обеспечивают постоянную для всех заготовок данной партии устойчивость установки независимо от погрешностей их размеров и форм.
Обрабатываемую заготовку устанавливают также по охватывающим или охватываемым базовым поверхностям. В этом случае заготовку надевают или вставляют в установочный элемент с некоторым зазором. Чтобы лишить заготовку всех степеней свободы, применяют также комбинированные способы, например, установку: а) на два базовых отверстия и плоскость, перпендикулярную их осям; б) на палец и две плоскости; в) на отверстие, плоскость и опору для угловой фиксации; г) на наружную цилиндрическую поверхность, торец и угловую опору.
В тех случаях, когда базой служит сама обрабатываемая поверхность, применяют съемные (сдвигаемые) установочные элементы.
Таким образом, установочные элементы приспособлений должны удовлетворять следующим основным требованиям:
1) число и расположение установочных элементов должно обеспечивать необходимую ориентацию и устойчивость обрабатываемой заготовки по принятой схеме базирования;
2) при использовании черновых баз с шероховатостью поверхности Rz>=40 мкм установочные элементы следует выполнять с ограниченной опорной поверхностью в целях уменьшения влияния погрешностей и неровностей этих баз на устойчивость установки;
3) установочные элементы (как основные, так и дополнительные) должны быть жесткими и износостойкими, но не должны портить базовых поверхностей, что особенно важно при установке на точные и чистовые базы, не подвергаемые дальнейшей обработке;
4) для упрощения ремонта приспособления установочные элементы должны легко сниматься.
4.1.2 Виды установочных элементов приспособлений
Для установки на черновые базы применяют постоянные (рис.6) и регулируемые опоры. Установку на чисто обработанные базы осуществляют с помощью опорных пластинок (рис.7) и штырей с плоской и сферическими головками. Размеры опор, показанных на рис. 4.1 и 4.2, следующие: D=6…40 мм; d=4…25 мм; Н=10…76 мм; h=4…40 мм; R=4…40 мм; L=60…220 мм; B=16…35 мм; h1
==10…25 мм.
Рис. 6 – Постоянные опоры
Рис. 7 – Регулируемые опоры
На рис. 8 приведена конструкция подводимой опоры. Подъем опоры 2
до соприкосновения с базовой поверхностью заготовки производится перемещением клина 1 с помощью винта 5 с маховичком 6. Опору фиксируют затяжкой винта, при этом шарик 4 расклинивает сегментные шпонки 3 и стопорит горизонтальный клин.
В самоустанавливающейся опоре (рис. 9) вертикальный штифт 1, находясь под воздействием предварительно сжатой пружины 4, выдвигается вверх до соприкосновения с поверхностью заготовки. Размеры пружины и степень ее предварительного сжатия подбирают так, чтобы при подъеме штифта заготовка не смещалась.
Рис. 8 – Конструкция подводимой опоры Рис. 9 – Самоустанавливающаяся
опора
По наружным цилиндрическим поверхностям заготовки устанавливают в призмы. Для чисто обработанных баз применяют широкие призмы (рис. 10, а
), для черновых – узкие (рис. 10, б
); на рис. 10, в
показан способ установки заготовки 2 на четыре постоянные опоры 3, запрессованные в боковые поверхности призмы 1. В приспособлениях применяют главным образом жесткие призмы с углом a=900
.
Рис. 10 – Схемы призм
Призмы выполняют из стали марки 45 или из цементируемых сталей 08…20 с закалкой боковых поверхностей до твердости HRC 50…60. Призмы больших размеров делают из серого чугуна с привернутыми закаленными щеками. Погрешности базирования при установке в призму зависят от допуска на диаметр заготовки, а также от погрешностей ее формы.
Установку заготовок с базированием по отверстиям производят на пальцы или оправки. Упорными базами служат торцевая поверхность заготовки, определяющая ее положение по длине, и различные элементы (шпоночная канавка, отверстие и др.), определяющие угловое положение обрабатываемой заготовки относительно оси основной базы.
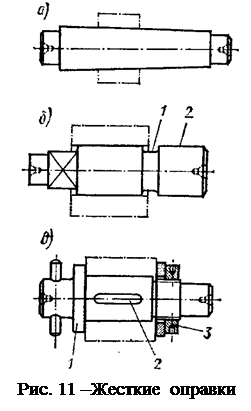 б
б
показана конструкция оправки, на которую обрабатываемую заготовку насаживают с натягом. Используя при запрессовке упорные кольца (на рисунке не показаны), точно ориентируют заготовку по длине оправки. При наличии канавки 1 можно подрезать оба торца заготовки. Шейка 2 (направляющая) обеспечивает свободное надевание заготовки вручную. На рис. 11, в
показана оправка, на которую заготовку насаживают с зазором.
Положение заготовки по длине определяется буртом 1 оправки, ее провертывание предупреждается затяжкой гайки 3 или шпонкой 2 (если в заготовке имеется шпоночная канавка). При использовании этих оправок базовые отверстия заготовок рекомендуется обрабатывать по 7-му квалитету точности.
Оправки рекомендуется выполнять из закаленной стали и тщательно шлифовать. В центровых гнездах целесообразно предусматривать защитные фаски, чтобы предохранить их от случайных повреждении. Чтобы оправку приводить во вращение, на ее конце делают квадрат, лыски или запрессовывают поводковый палец.
Наряду с жесткими применяют и разжимные оправки. На рис. 12, а показана центровая оправка с разжимной цангой. Затягивая гайку 5, перемещают цангу 3 влево по конической части оправки 4
,
последняя раздвигает цангу 3 (имеющую продольные разрезы), которая зажимает заготовку 2 по внутренней поверхности.
Гайка 1 ограничивает перемещение цанги влево. На рис. 12, б
приведена конструкция консольной разжимной оправки. Заготовку 1 закрепляют затяжкой внутреннего конуса 2. Разжимные оправки по сравнению с жесткими обеспечивают меньшую концентричность обработки. На рис.
12, в
приведена конструкция консольной оправки с тремя сухарями 1, раздвигаемыми внутренним конусом 2.
Эту оправку применяют для установки толстостенных заготовок. Оправка с упругой гильзой, разжимаемой изнутри гидропластом, показана на рис. 12, г.
Рис. 12 – Разжимные оправки
Установку заготовок на базовые отверстия в стационарных приспособлениях производят на консольные пальцы. На рис. 13, а, б
представлены постоянные, а на рис. 13, в, г —
сменные пальцы. Для облегчения надевания заготовок на торце пальца снимается фаска.
Рис. 13 – Примеры консольных пальцев
Погрешности установки на пальцы могут выражаться в смещении заготовок в радиальном направлении на размер зазора между поверхностями сопряжения. Если базовый торец заготовки не перпендикулярен к оси отверстия, то возможен перекос оси отверстия по отношению к оси пальца.
При обработке заготовок плит, рам, станин, корпусных и других деталей применяют установку на два отверстия с параллельными осями и перпендикулярную им плоскость. Она обеспечивает простую конструкцию приспособления, принцип постоянства баз и фиксацию заготовок при обработке на станках и автоматических лнниях.
Базовую плоскость заготовки обрабатывают начисто, а отверстия развертывают по 7-му квалитету точности. Установочными элементами служат два пальца (жесткие или выдвижные) и опорные планки. Принципиальная схема установки показана на рис. 14, а
.
Один из пальцев выполняют цилиндрической, а другой — ромбической формы, так как наличие допуска на расстояние между осями базовых отверстий приводит к тому, что одно из отверстий (например, правое; рис. 14, б)
может занять при установке партии заготовок два предельных положения, образованных двумя окружностями а
и б.
Если правый палец взять круглого сечения, то его диаметр равен d-d
; в этом случае возможно покачивание заготовки на левом пальце от среднего положения на размер ±d
/2. Более выгодной формой правого пальца будет ромбическая (рис. 14, в)
.
Рис. 14 – Принципиальная схема установки
Покачивание заготовки при этом равно
Ромбический палец в поперечном сечении имеет небольшую ленточку, половина ширины которой определяется по следующей формуле
при этом
где d1
– допуск на размер L заготовки;
dа
– допуск на размер L приспособления;
2D1
– диаметральный зазор при посадке заготовки на цилиндрический палец при d1
d2
>2D1
. Если это условие не соблюдается, то применение ромбического пальца невозможно.
Наибольший возможный угол перекоса заготовки от среднего положения вследствие зазоров при посадке на пальцы (рис. 14, г)
может быть определен по формуле
или приближенно
Таким образом, для уменьшения a целесообразно увеличивать расстояние L.
При обработке валов и некоторых других заготовок, имеющих базовые поверхности в виде центровых гнезд (или конических фасок), в качестве установочных элементов используют центры. Различные конструктивные формы центров показаны на рис. 15. Схема установки на обычный жесткий центр
показана на рис. 15, а;
на рис.
15, б
показана установка заготовки конической фаской на срезанный центр;
на рис. 15, в —
конструкция вращающегося, центра
для токарных работ; на рис. 15, г
— установка заготовки на специальный, срезанный центр с зубьями и на рис.
15, д—
конструкция поводкового центра
для передачи момента благодаря внедрению рифлений в базовую поверхность гнезда заготовки. Этот центр обеспечивает передачу большого момента, но портит поверхность гнезда. Для точной установки заготовок по длине применяют плавающий передний центр
(рис.
При установке на два центра заготовка сохраняет одну степень свободы — возможность вращения вокруг оси центров. В ряде случаев (фрезерование шпоночных пазов, фрезерование квадратов) необходима дополнительная база для угловой координации заготовки. На рис. 16 показана установка заготовки с поджимом к дополнительной боковой базе.
Рис. 15 – Различные конструктивные формы центров
Рис. 16 – Установка заготовки с поджимом к дополнительной боковой базе
Полную ориентацию заготовки в пространстве обеспечивают установкой на три центра (рис. 17, а
), из которых два жестких, а один выдвижной, выполняющий роль установочного и зажимающего элемента. Преимуществами этой схемы являются хорошая устойчивость и постоянство баз, так как после подготовки центровых гнезд все операции можно выполнить при одном базировании. К недостаткам схемы относится необходимость выдерживать точное значение диаметра центровых гнезд.
Схема базирования может осуществляться также установкой на четыре центра (рис. 17, б
), из которых два жестких и два выдвижных. Эта схема менее чувствительна к изменению диаметра центровых гнезд, так как зазор можно выбирать, а ось детали может при этом смещаться.
Рис. 17 – Схема полной ориентации заготовки в пространстве
При шлифовании осевых отверстий зубчатых колес применяют базирование по рабочим поверхностям зубьев, обеспечивая этим высокую концентричность отверстия зубчатого колеса. На рис. 18 показаны различные cxeмы установки зубчатых колес. В качестве установочных элементов применяют рейки (рис. 18, а),
ролики (рис.
Рис. 18 – Различные схемы установки зубчатых колес
При использовании роликов применяют патроны (рис. 19), где установочные элементы, в данном случае ролики, крепят в обойме 4,
допускающей возможность их самоустанавливания по впадинам колеса 5.
Точное центрирование обеспечивают кулачки 3,
которые скользят, по наклонным пазам корпуса патрона.
Рис. 19 – Схема патрона
Конические зубчатые колеса устанавливают по сферическим элементам. применяя специальные прижимные устройства (рис. 20).
Рис. 20 – Схема прижимного устройства
В отдельных случаях в качестве установочных баз можно применять наружные и внутренние сферические поверхности, наружные и внутренние резьбовые и шлицевые поверхности, фасонные поверхности, а также различные их сочетания.
4.2 Зажимные элементы приспособлений
4.2.1 Назначение зажимных элементов
Основное назначение зажимных устройств — обеспечить надежный контакт заготовки с установочными элементами и предотвратить ее смещение относительно них и вибрацию в процессе обработки. Введением дополнительных зажимных устройств увеличивают жесткость технологической системы и этим достигают повышения точности и производительности обработки, уменьшения шероховатости поверхности. На рис.
Рис. 21 – Схема установки заготовки
Зажимные устройства в ряде случаев используют, чтобы обеспечить правильность установки и центрирования заготовки. В этом случае они выполняют функцию установочно-зажимных устройств. К ним относятся самоцентрирующиеся патроны, цанговые зажимы и др.
Зажимные устройства не применяют при обработке тяжелых, устойчивых заготовок, по сравнению с массой которых силы, возникающие в процессе резания, относительно невелики и приложены так, что не могут нарушить установку заготовки.
Зажимные устройства приспособлений должны быть надежны в работе, просты по конструкции и удобны в обслуживании; они не должны вызывать деформаций закрепляемой заготовки и порчи ее поверхности, не должны сдвигать заготовку в процессе ее закрепления. На закрепление и открепление заготовок станочник должен затрачивать минимум времени н сил.
Для упрощения ремонта наиболее изнашиваемые детали зажимных устройств целесообразно делать сменными. При закреплении заготовок в многоместных приспособлениях их зажимают равномерно; при ограниченном перемещении зажимного элемента (клин, эксцентрик) его ход должен быть больше допуска на размер заготовки от установочной базы до места приложения зажимной силы.
Зажимные устройства конструируют с учетом требований техники безопасности.
Место приложения зажимной силы выбирают по условию наибольшей жесткости и устойчивости крепления и минимальной деформации заготовки. При повышении точности обработки необходимо соблюдать условия постоянного значения зажимной силы, направление которой должнo сознавать с расположением опор.
4.2.2 Виды зажимных элементов
Зажимные элементы — это механизмы, непосредственно используемые для закрепления заготовок, или промежуточные звенья более сложных зажимных систем.
Наиболее простым видом универсальных зажимов являются зажимные винты, которые приводят в действие насаженными на них ключами, рукоятками или маховичками.
Чтобы предотвратить перемещение зажимаемой заготовки и образование на ней вмятин от винта, а также уменьшить изгиб винта при нажиме на поверхность, не перпендикулярную его оси, на концы винтов помещают качающиеся башмаки (рис. 22, а
).
Комбинации винтовых устройств с рычагами или клиньями называются комбинированными зажимами, разновидностью которых являются винтовые прихваты (рис. 22, б
). Устройство прихватов позволяет отодвигать или поворачивать их, чтобы можно было удобнее устанавливать обрабатываемую заготовку в приспособлении.
Рис. 22 – Схемы винтовых прихватов
На рис. 23 показаны некоторые конструкция быстродействующих зажимов. Для небольших зажимных сил применяют штыковое (рис. 23, а
), а для значительных сил — плунжерное устройство (рис. 23, б).
Эти устройства позволяют отводить зажимающий элемент на большое расстояние от заготовки; закрепление происходит в результате поворота стержня на некоторый угол.
Пример зажима с откидным упором показан на рис. 23, в
. Ослабив гайку-рукоятку 2,
отводят упор 3,
вращая его вокруг оси. После этого зажимающий стержень 1 отводят вправо на расстояние h.
На рис. 23, г
приведена схема быстродействующего устройства рычажного типа. При повороте рукоятки 4 штифт 5 скользит по планке 6 с косым срезом, а штифт 2 —
по заготовке 1,
прижимая ее к упорам, расположенным внизу. Сферическая шайба 3 служит шарниром.
Рис. 23 – Конструкции быстродействующих зажимов
Большие затраты времени и значительные силы, требующиеся для закрепления обрабатываемых заготовок, ограничивают область применения винтовых зажимов и в большинстве случаев делают предпочтительными быстродействующие эксцентриковые зажимы. На рис. 24 изображены дисковый (а
), цилиндрический с Г-образным прихватом (б
) и конический плавающий (в
) зажимы.
Рис. 24 – Различные конструкции зажимов
Эксцентрики бывают круглые, эвольвентные и спиральные (по спирали Архимеда). В зажимных устройствах применяются две разновидности эксцентриков: круглые и криволинейные.
Круглые эксцентрики (рис. 25) представляют собой диск или валик с осью вращения, смещенной на размер эксцентриситета е;
условие самоторможения обеспечивается при соотношении D/e ≥ 4.
Рис. 25 – Схема круглого эксцентрика
Достоинство круглых эксцентриков заключается в простоте их изготовления; основной недостаток — непостоянство угла подъема a и сил зажима Q. Криволинейные эксцентрики, рабочий профиль которых выполняется по эвольвенте или спирали Архимеда, имеют постоянный угол подъема a, а, следовательно, обеспечивают постоянство силы Q при зажиме любой точки профиля.
Клиновой механизм применяют как промежуточное звено в сложных зажимных системах. Он прост в изготовлении, легко размещается в приспособлении, позволяет увеличивать и изменять направление передаваемой силы. При определенных углах клиновой механизм обладает свойствами самоторможения.
P=Qtg(a±2j),
где Р — осевая сила;
Q — сила зажима.
Самоторможение будет иметь место при a<j1 j2.
Для двухскосного клина (рис. 26, б) при передаче сил под углом b>90° зависимость между Р и Q при постоянном угле трения (j1=j2=j3=j) выражается следующей формулой
Р = Q sin (a 2j/cos (90° a-b 2j).
Рычажные зажимы применяют в сочетании с другими элементарными зажимами, образуя более сложные зажимные системы. С помощью рычага можно изменять величину и направление передаваемой силы, а также осуществлять одновременное и равномерное закрепление заготовки в двух местах.
Рис. 26 – Схемы односкосного клина (а
) и двухскосного клина (б
)
На рис. 27 приведены схемы действия сил в одноплечих и двуплечих прямых и изогнутых зажимах. Уравнения равновесия для этих рычажных механизмов имеют следующий вид:
для одноплечего зажима (рис. 27, а
)
для прямого двуплечего зажима (рис. 27, б)
для двуплечего изогнутого зажима (для l1<l2, рис. 27, в
)
где r —
угол трения;
f
— коэффициент трения.
Рис. 27 – Схемы действия сил в одноплечих и двуплечих прямых и изогнутых зажимах
В качестве установочных элементов для наружных или внутренних поверхностей тел вращения применяют центрирующие зажимные элементы: цанги, разжимные оправки, зажимные втулки с гидропластом, а также мембранные патроны.
![]() а
а
— с натяжной трубкой; б —
с распорной трубкой; в
— вертикального типа). Их выполняют из высокоуглеродистых сталей, например У10А, и термически обрабатывают до твердости HRC 58…62 в зажимной и до твердости HRC 40…44 в хвостовой частях. Угол конуса цанги a=30. . .40°. При меньших углах возможно заклинивание цанги. Угол конуса сжимающей втулки делают на 1° меньше или больше угла конуса цанги. Цанги обеспечивают эксцентричность установки (биение) не более 0,02…0,05 мм. Базовую поверхность заготовки следует обрабатывать по 9…7-му квалитетам точности.
Разжимные оправки различных конструкций (включая конструкции с применением гидропласта) относятся к установочно-зажимным приспособлениям (см. гл. 4.1).
Мембранные патроны используют для точного центрирования заготовок по наружной или внутренней цилиндрической поверхности. Патрон (рис. 29) состоит из круглой, привертываемой к планшайбе станка мембраны 1 в форме пластины с симметрично расположенными выступами-кулачками 2,
количество которых выбирают в пределах 6…12.
Рис. 29 – Схема мембранного патрона
Реечно-рычажный зажим (рис. 30) состоит из рейки 3, зубчатого колеса 5, сидящего на валу 4, и рычага рукоятки 6. Вращая рукоятку против часовой стрелки, опускают рейку и прихватом 2 закрепляют обрабатываемую заготовку 1. Зажимная сила Q зависит от значения силы Р, приложенной к рукоятке.
Рис. 30 – Реечно-рычажный зажим
Роликовый замок (рис. 31, а
) состоит из поводкового кольца 3 с вырезом для ролика 1, соприкасающегося со срезанной плоскостью валика 2 зубчатого колеса. Поводковое кольцо 3 скреплено с рукояткой зажимного устройства. Вращая рукоятку по стрелке, передают вращение на вал зубчатого колеса через ролик 1.
Рис. 31 – Схемы различных конструкций замков
Роликовый замок с прямой передачей момента от поводка на валик показан на рис. 31, б
. Вращение от рукоятки через поводок передается непосредственно на вал 6 колеса. Ролик 3 через штифт 4 поджат слабой пружиной 5. Так как зазоры в местах касания ролика с кольцом 1 и валом 6 при этом выбирают, система мгновенно заклинивается при снятии силы с рукоятки 2. Поворотом рукоятки в обратную сторону ролик расклинивается и вращает вал по часовой стрелке.
Конический замок (рис. 31, в
) имеет коническую втулку 1 и вал 2 с конусом 3 и рукояткой 4. Спиральные зубья на средней шейке вала находятся в зацеплении с рейкой 5. Последняя связана с исполнительным зажимающим механизмом. При угле наклона зубьев 45° осевая сила на валу 2 равна (без учета трения) зажимной силе.
Эксцентриковый замок (рис. 31, г
) состоит из вала 2 колеса, на котором заклинен эксцентрик 3. Вал приводится во вращение кольцом 1, скрепленным с рукояткой замка; кольцо вращается в расточке корпуса 4,
ось которой смещена от оси вала на расстояние е.
Комбинированные зажимные устройства представляют собой сочетание элементарных зажимов различного типа. Их применяют для увеличения зажимной силы и уменьшения габаритов приспособления, а также для создания наибольших удобств управления. Комбинированные зажимные устройства могут также обеспечивать одновременное крепление заготовки в нескольких местах. Виды комбинированных зажимов приведены на рис. 32.
Сочетание изогнутого рычага и винта (рис. 32, а
) позволяет одновременно закреплять заготовку в двух местах, равномерно повышая зажимные силы до заданного значения. Обычный поворотный прихват (рис. 32, б
) представляет собой сочетание рычажного и винтового зажимов.
Ось качания рычага 2 совмещена с центром сферической поверхности шайбы 1, которая разгружает шпильку 3 от изгибающих усилий. Показанный на рис. 32, в
прихват с эксцентриком является примером быстродействующего комбинированного зажима.
Рис. 32 – Виды комбинированных зажимов
На рис. 32, г
показано устройство для закрепления в призме цилиндрической заготовки посредством накидного рычага, а на рис. 32, д —
схема быстродействующего комбинированного зажима (рычаг и эксцентрик), обеспечивающего боковое и вертикальное прижатие заготовки к опорам приспособления, так как сила зажима приложена под углом. Аналогичное условие обеспечивается устройством, изображенным на рис. 32, е.
Шарнирно-рычажные зажимы (рис. 32, ж, з, и)
являются примерами быстродействующих зажимных устройств, приводимых в действие поворотом рукоятки. Для предотвращения самооткрепления рукоятку переводят через мертвое положение до упора 2.
Сила зажима зависит от деформации системы и ее жесткости. Желаемую деформацию системы устанавливают регулировкой нажимного винта 1. Однако наличие допуска на размер Н
(рис. 32, ж)
не обеспечивает постоянства зажимной силы для всех заготовок данной партии.
Комбинированные зажимные устройства приводятся в действие вручную или от силовых узлов.
Зажимные механизмы для многоместных приспособлений должны обеспечивать одинаковую силу зажима на всех позициях. Простейшим многоместным приспособлением является оправка, на которую устанавливают пакет заготовок (кольца, диски), закрепляемых по торцевым плоскостям одной гайкой (последовательная схема передачи зажимной силы). На рис.
Если нужно обеспечить концентричность базовой и обрабатываемой поверхностей и предотвратить деформирование обрабатываемой заготовки, применяют упругие зажимные устройства, где зажимное усилие посредством заполнителя или другого промежуточного тела равномерно передается на зажимный элемент приспособления (в пределах упругих деформаций).
Рис. 33 – Зажимные механизмы для многоместных приспособлений
В качестве промежуточного тела применяют обычные пружины, резину или гидропласт. Зажимное устройство параллельного действия с использованием гидропласта показано на рис. 33, б
. На рис. 33, в
приведено устройство смешанного (параллельно-последовательного) действия.
На станках непрерывного действия (барабанно-фрезерные, специальные многошпиндельные сверлильные) заготовки устанавливают и снимают, не прерывая движения подачи. Если вспомогательное время перекрывается машинным, то для закрепления заготовок можно применять зажимные устройства различных типов.
В целях механизации производственных процессов целесообразно использовать зажимные устройства автоматизированного типа (непрерывного действия), приводимые в действие механизмом подачи станка. На рис. 34, а
приведена схема устройства с гибким замкнутым элементом 1 (трос, цепь) для закрепления цилиндрических заготовок 2 на барабанно-фрезерном станке при обработке торцевых поверхностей, а на рис.
Рис. 34 – Зажимные устройства автоматизированного типа
Эффективным зажимным устройством для удержания заготовок из тонколистового материала при их чистовой обработке или отделке является вакуумный прижим. Сила зажима определяется по формуле
Q=Ap,
где A
— активная площадь полости устройства, ограниченной уплотнением;
p=105
Па
— разность атмосферного давления и давления в полости устройства, из которого удаляется воздух.
Электромагнитные зажимные устройства применяют для закрепления обрабатываемых заготовок из стали и чугуна с плоской базовой поверхностью. Зажимные устройства обычно выполняют в виде плит и патронов, при конструировании которых в качестве исходных данных принимают размеры и конфигурацию обрабатываемой заготовки в плане, ее толщину, материал и необходимую удерживающую силу.
Удерживающая сила электромагнитного устройства в значительной степени зависит от толщины обрабатываемой детали; при малых толщинах не весь магнитный поток проходит через поперечное сечение детали, и часть линий магнитного потока рассеивается в окружающее пространство.
В магнитных зажимных устройствах основными элементами являются постоянные магниты, изолированные один от другого немагнитными прокладками и скрепленные в общий блок, а заготовка представляет собой якорь, через который замыкается магнитный силовой поток.
4.3 Направляющие элементы приспособлений
При выполнении некоторых операций механической обработки (сверление, растачивание) жесткость режущего инструмента и технологической системы в целом оказывается недостаточной. Для устранения отжима инструмента используют направляющие элементы. Они должны быть точными, износоустойчивыми и при большой производственной программе — сменными. Такими элементами приспособлений являются кондукторные втулки для сверлильных и расточных приспособлений.
Конструкция и размеры кондукторных втулок для сверления стандартизованы. Втулки бывают постоянные (рис. 35, а
) и сменные (рис. 35, б
). Постоянные втулки применяют в мелкосерийном производстве при обработке отверстия одним инструментом.
Сменные втулки используют в массовом и крупносерийном производстве. Быстросменные втулки с замком (рис. 35, б
) употребляют при обработке отверстия несколькими последовательно сменяемыми инструментами. Сменные и быстросменные втулки вставляют в постоянные втулки, запрессовываемые в корпус приспособления.
Рис. 35 – Схемы кондукторных втулок
При диаметре отверстия до 25 мм втулки изготовляют из стали марки У10А, закаливают до твердости HRC 60…65, при диаметре отверстия свыше 25 мм — из стали 20 (20Х) с цементацией и закалкой до той же твердости. Ориентировочный срок службы кондукторных втулок 10…15 тыс. сверлений.
Если инструменты направляются во втулке не рабочей частью, а цилиндрическими центрирующими участками, отверстие втулки выполняют с допусками по системе отверстия. Для определения предельных размеров отверстия допуски на диаметр инструмента принимают по соответствующим ГОСТам.
Эксцентриситет наружной поверхности втулки по отношению к отверстию не должен превышать 0,005 мм. Между нижним торцом втулки и поверхностью заготовки оставляют зазор от l
/зd
до d
, а при сверлении глубоких отверстий в стали—до 1,5d (здесь d—
диаметр обрабатываемого отверстия).
Посадочные поверхности втулок обрабатывают шлифованием (Rа=1>25…0,32 мкм). Поверхность отверстия для прохода инструмента отделывают (Rа=0,32…0,08 мкм) для повышения срока службы втулки. Примеры специальных втулок приведены на рис. 36. На рис.
36, а
показана втулка для сверления отверстий на наклонных поверхностях; удлиненную быстросменную втулку (рис. 36, б
) применяют, если обрабатывают отверстие в углублении заготовки; при малом расстоянии между осями отверстий используют срезанные втулки (рис. 36, в
) или одну блочную (рис. 36, г
).
Рис. 36 – Примеры специальных втулок
Для направления борштанг (расточных оправок) применяют неподвижные и вращающиеся втулки. На рис. 37, а
приведена конструкция вращающейся втулки, поверхность скольжения которой защищена от стружки. На рис. 37, б
показана втулка, вмонтированная на подшипниках качения.
В обеих конструкциях на внутренних поверхностях прорезан паз для шпонки борштанги; этим обеспечивается принудительное вращение втулок. Для облегчения попадания шпонки в паз втулки последнюю часто выполняют со скошенными кромками или плавающей. На внутренней поверхности втулки часто предусматривают пазы для прохода выступающих резцов-бортштанги.
Рис. 37 – Схемы вращающийся (а) и неподвижной (б) втулок
К направляющим элементам приспособлений относятся также копиры, применяемые при обработке фасонных поверхностей сложного профиля. Их задача — направлять режущий инструмент по обрабатываемой поверхности заготовки для получения заданной траектории их движения.
4.4 Делительные и поворотные элементы приспособлений
Делительные и поворотные устройства в многопозиционных приспособлениях служат для изменения положения обрабатываемой заготовки относительно рабочего инструмента.
Делительное устройство состоит из диска, закрепляемого на поворотной части приспособления, и фиксатора. Конструкции фиксаторов показаны на рис. 38. Шариковый фиксатор (рис. 38, а
) наиболее прост, но не обеспечивает высокой точности угла поворота и не воспринимает момента от силы резания.
Поворотную часть устанавливают в заданное положение вручную до щелчка при западании шарика в гнездо. Фиксатор с вытяжным цилиндрическим пальцем (рис. 38, б
) может воспринимать момент, но он не обеспечивает деления с высокой точностью из-за зазоров в подвижных соединениях. Несколько большую точность дает фиксатор с конической заточкой вытяжного пальца (рис. 38, в
).
Рис. 38 – Конструкции фиксаторов
Для устранения радиального зазора вводят гидропластовую втулку Г
(рис. 38, г
), применяют также клиновые фиксаторы и фиксаторы с прорезью (рис. 38, д
).
Управляют фиксатором с помощью вытяжной кнопки, рукоятки, закрепленной на реечном колесе, или педального устройства.
В делительном приспособлении для фрезерного станка (рис. 39) фиксатор 4 сблокирован с поворачивающей собачкой 2. При возвратно-поступательном движении стола они приводятся в действие от неподвижного упора 3.
Упор 1 предупреждает, поворот делительного диска 5 в обратную сторону.
Рис. 39 – Схема делительного приспособления для фрезерного станка
Для уменьшения вращательного момента в приспособлениях горизонтального типа центр тяжести поворотной системы (включая заготовку) должен лежать на оси вращения. Этого достигают соответствующей компоновкой приспособления и установкой корректирующих противовесов. В приспособлениях с вертикальной осью вес тяжелой поворотной системы воспринимает упорный подшипник качения.
На рис. 40 показана конструкция стола, верхняя часть которого поворачивается на требуемый угол при подъеме на упорном шарикоподшипнике. Подъем осуществляют различными механическими устройствами или (как показано на рисунке) пневмоцилиндром. При опускании стол «садится» на торцевую плоскость основания и плотно к нему прижимается.
Рис. 40 – Конструкция стола
На рис. 41 показано механическое прижимное устройство стола, сблокированное с фиксатором. Вращением рукоятки 4 по часовой стрелке вводят реечный фиксатор 5, одновременно сжимая разрезное коническое кольцо 1,
и поворотная часть 2 стола притягивается к основанию 3.
При обратном вращении рукоятки фиксатор выводится из гнезда, затяжка кольца ослабляется и стол можно повернуть.
Рис. 41 – Механическое прижимное устройство стола





