
.2
контроль размеров цилиндрических поверхностей гладкими калибрами
Для контроля первого соединения Ø 60 ![]()
Для вала Æ60 h9 используется скоба 8113-0144 h9, ГОСТ 18360-93.
Исходные данные:
Æ60 ![]()
d1max= 60 мм;
d1min =
59,926 мм;
Td1 = 0,074
мм.
Используя ГОСТ 24853, определяются допуски и отклонения
калибра-скобы, рассчитываются предельные размеры проходного и непроходного
калибров, размеры предельно изношенных проходных калибров, а также контркалибры
К-И, К-ПР, К-НЕ.
Допуски и отклонения калибра скобы:
Z, Z1 = 13 мкм;
Y = Y1 =0;
a,a1 = 0;
H = 5 мкм;
H1 = 8 мкм;
Hp = 3 мкм.
Наибольший и наименьший предельные размеры для проходной стороны
рабочего калибра-скобы:
ПРmax = (dmax – Z1 H1/2), (17)
где Z1 – отклонение середины поля допуска на
изготовление проходного калибра для вала;
Н1 – поле допуска калибра-скобы;
ПРmax = 60-0,013 0,004 =
59,991 мм.
ПРmin = (dmax – Z1 – H1/2); (18)
ПРmin = 60-0,013-0,004 = 59,983 мм.
Предельный размер изношенной скобы для проходной стороны:
ПРизн = (dmax Y1), (19)
где Y1 – допустимый выход размера изношенной проходной
стороны скобы за границу поля допуска вала.
ПРизн = 60 0 = 60 мм.
Наибольший и наименьший предельные размеры для непроходной
стороны калибра-скобы:
НЕmax = (dmin H1/2); (20)
НЕmax = 59,926 0,004 = 59,93 мм.
НEmin = (dmin − H1/2); (21)
НEmin = 59,926-0,004 = 59,922 мм.
Исполнительные размеры:
ПР = (dmax − Z1−H1/2) H1; (22)
ПР = 59,983 0.008мм.
НЕ = (dmin – H1/2) H1; (23)
НЕ = 59,922 0.008мм.
Размеры контркалибров.
Наибольший и наименьший размеры контркалибров (шайб) для
контроля проходной стороны скобы:
К-ПРmax = (dmax – Z1 HR/2), (24)
где Hp – допуск на изготовление контрольного калибра
для скобы;
К-ПРmax = 60 – 0,013 0,0015 = 59,9885 мм.
К-ПРmin = (dmax – Z1 – HR/2); (25)
К-ПРmin = 60-0,013-0,0015 = 59,9855 мм.
Наибольший и наименьший размер шайб К-И:
К-И min = (dmax Y1 – HR/2), (26)
где Hp – допуск на изготовление контрольного калибра
для скобы;
К-И min = 60 0-0,0015 = 59,9985 мм.
К-Иmax = (dmax Y1 HR/2); (27)
К-Иmax = 60 0 0,0015 = 60,0015 мм.
Наибольший и наименьший размеры контркалибров (шайб) для
контроля непроходной стороны скобы:
К-НЕ max= (dmin HR/2); (28)
К-НЕ max= 59,926 0,0015 = 59,9275 мм.
К-НЕmin = (dmin – HR/2); (29)
К-НЕmin =59,926 -0,0015 = 59,9245 мм.
Исполнительные размеры:
К-И = (dmax Y1 HR/2)-Нр; (30)
К-И = 70.0015-0.003 мм.
К-ПР = (dmax – Z1 HR/2) -Нр; (31)
К-ПР = 69.9885-0.003 мм.
К-НЕ = (dmin HR/2)-Нр; (32)
К-НЕ = 69.9275-0.003 мм.
Используя ГОСТ 24853, выбирается и строится схема
расположения полей допусков калибра-скобы (рисунок 13).
Рисунок 13
Рисуется эскиз калибра-скобы (рисунок 14). Габаритные размеры
скобы приведены в таблице 1.1.
Таблица 1.1
D1 | H | h | B | S | l | l1 | L2 | r | r1 |
140 | 118 | 50 | 18 | 6 | 28 | 17 | 4 | 40 | 6 |
Рисунок 14 – Калибр-скоба 8113-0144 h9, ГОСТ 18360-93
Для контроля отверстия Ø 60 ![]() используются:
используются:
пробка проходная 8136-0004 h9, ГОСТ 14815-69;
– пробка непроходная 8136-0104 H9, ГОСТ 14816-69.
Исходные данные:
Ø 60 ![]() ;
;
D1max= 60.074
мм.
D1min = 60
мм.
TD1 = 0.074
мм.
Используя ГОСТ 24853, определяются допуски и отклонения
калибра-пробки рассчитываются предельные размеры проходного и непроходного
калибров, а также размеры предельно изношенных проходных калибров.
Z, Z1 = 13 мкм, Y=Y1 =0, a,a1 = 0, H = 5 мкм, H1 = 8 мкм,
Hp = 3 мкм.
Наибольший и наименьший предельные размеры для проходной стороны
калибра-пробки:
ПРmax = (Dmin Z H/2), (33)
где Z – отклонение середины поля допуска на изготовление
проходного калибра для отверстия;
Н – поле допуска калибра-пробки;
ПРmax = 60 0.013 0.0025 =
60.0155 мм.
ПРmin = (Dmin Z −
H/2); (34)
ПРmin = 60 0.013 – 0.0025 = 60.0105 мм.
Предельный размер изношенной пробки для проходной стороны:
ПРизн = (Dmin − Y), (35)
где Y – допустимый выход размера изношенной проходной стороны
пробки за границу поля допуска паза.
ПРизн = 60-0 = 60 мм.
Наибольший и наименьший предельные размеры для непроходной
стороны калибра-пробки:
НЕmax = (Dmax H/2); (36)
НЕmax = 60.074 0.0025 = 60.0765 мм.
НEmin = (Dmax − H/2); (37)
НEmin = 60.074-0.0025 = 60.0715 мм.
Исполнительные размеры
ПР = (Dmin Z H/2)-H; (38)
ПР = 60.0155-0.005 мм.
НЕ = (Dmax H/2)-H;
(39)
НЕ = 60.0765-0.005 мм.
Используя ГОСТ 24853, выбирается и строится схема
расположения полей допусков калибра-пробки (рисунок 15).
Рисунок 15
Рисуется эскиз калибра-пробки (рисунок 16). Габаритные
размеры пробки приведены в таблице 1.2.
Таблица 1.2
Рисунок 16 – Калибр-пробка проходная 8136-0004 h9, ГОСТ 14815-69;
Калибр-пробка непроходная 8136-0104 H9, ГОСТ 14816-69.
Для контроля второго соединения Ø 70 ![]() используются следующие калибры:
используются следующие калибры:
для вала Æ70 n6:
– скоба 8113-0149 n6, ГОСТ 18360-93.
для отверстия Ø 70 H7:
пробка проходная 8136-0009 h7, ГОСТ 14815-69;
пробка непроходная 8136-0109 H7, ГОСТ 14816-69.
Для контроля третьего соединения Ø 200 ![]() используются следующие калибры:
используются следующие калибры:
для вала Æ200 u7:
– скоба 8113-0304 u7, ГОСТ 18360-93.
для отверстия Ø 200 H7:
пробка проходная с насадкой 8140-0123 H7, ГОСТ 14822-69;
пробка непроходная с насадкой 8140-0184 h7, ГОСТ 14823-69.
.3
допуски и посадки подшипников качения
Для заданного подшипника качения следует
текстом расшифровать условное обозначение по ГОСТ 3189.
Исходные данные: условное обозначение
подшипника – 7312; F = 26 кH.
Расшифровка условного обозначения.
– шифр подшипника d = 12*5 = 60 мм.
– серия по диаметру – средняя.
– тип подшипника – конический роликовый
однорядный.
– без конструктивных особенностей.
– серия подшипника по ширине – узкая.-
категория.
– ряд момента трения.
– группа радиального зазора.
– класс.
Режим работы – тяжёлый. Подшипники имеют
перегрузку до 300%.
Из стандарта на конструкцию подшипника
выписываются недостающие размеры, необходимые для последующих расчетов (таблица
1.3).Выполняется эскиз подшипника (рисунок 17).
Таблица 1.3
d | D | B | Т | с | r | r1 |
60 | 130 | 31 – 0,3 | 33,5 | 27 | 3,5 | 1,2 |
b = 10… 140
Внутреннее кольцо нагружено циркуляционно, а наружное –
местно.
Для местно нагруженного кольца посадка
подбирается согласно таблицам ГОСТ 3325.
Посадка наружного кольца в корпус- ![]() .
.
Предельные размеры и допуск корпуса (формулы (4), (5), (6)):
Æ 130 ![]() ;
;
Dmax кор = 130 0,02 = 130,02 мм;
Dmin кор = 130 – 0,02 = 129,98 мм;
TDкор = 0,02
0,02 = 0.04 мм.
Предельные размеры и допуск наружного кольца подшипника (формулы
(4), (5), (6)):
Æ 130 ![]() ;
;
Dmax н.к. = 130 0= 130 мм;
Dmin н.к. = 130 – 0,018 = 129,982 мм;
TDн.к. = 0
0,018 = 0,018 мм.
Максимальный, средний зазор и натяг (формулы (8), (11) (12)):
Smax = 130,02 – 129,982 = 0,038 мм;
Nmax = 130 – 129,98 = 0,02 мм;
Sm= (0,038 – 0,02))/2 =
0,009 мм.
Допуск переходной посадки (формула (13)):
TS(N) = 0,025 0,04 = 0,065 мм.
Схема полей допусков изображена на рисунке 18.
Рисунок 18
Для циркуляционно-нагруженного – по величине рассчитанной
интенсивности радиальной нагрузки.
Интенсивность радиальной нагрузки:
![]() , (40)
, (40)
где K1 – динамический коэффициент посадки зависящий от характера
перегрузки, в описываемом подшипнике K1 = 1.8 потому что имеют место перегрузки до
300%);
К2 – коэффициент, учитывающий ослабление посадочного
натяга при пониженной жесткости вала или корпуса (полый вал или тонкостенный
корпус), для описываемого подшипника К2 = 1, т.к. как вал сплошной;
К3 – коэффициент неравномерности распределения
радиальной нагрузки между рядами тел качения в двухрядных роликоподшипниках и
сдвоенных шарикоподшипниках при наличии осевой нагрузки на опору; для
описываемого подшипника К3 = 1, так как он однорядный;
![]() .
.
Посадки внутреннего кольца на вал – Æ 60 ![]() .
.
Предельные размеры и допуск внутреннего кольца (формулы (1), (2),
(3)):
Æ 60 ![]() ;
;
dmax вн.к = 60 0 = 60 мм;
dmin вн.к = 60 – 0,015 = 59,985 мм;
Tdвн. к. = 0
0,015 = 0,015 мм.
Предельные размеры и допуск вала (формулы (1), (2), (3)):
Æ 60 ![]() ;max в. = 60 0,039 = 60,039 мм;min в..= 60 0,02 = 60,02 мм;в. = 0,039
;max в. = 60 0,039 = 60,039 мм;min в..= 60 0,02 = 60,02 мм;в. = 0,039
– 0,02 = 0,019 мм.
Максимальный,
минимальный и средний натяг (формулы (11), (14), (15)):
Nmax = 60,039 – 59,985 = 0,054 мм;
Nmin = 60,02 – 60 = 0,02 мм;
Nm = (0,054 0,02)/2 = 0,037 мм.
Допуски посадки с натягом (формула (16)):
TN = 0,054 – 0,02 =0,034 мм.
Схема полей допусков изображена на рисунке 19.
Эскиз подшипникового узла с указанием назначенных посадок
изображен на рисунке 20.
Эскиз посадочной поверхности вала под подшипник качения
изображен на рисунке 21.
Эскиз посадочной поверхности отверстия корпуса под подшипник
качения изображен на рисунке 22.
Рисунок 19 Рисунок 20
Рисунок 21 Рисунок
22
4
Выбор средств измерения
Исходные данные:
– отверстие Ø 70 ![]() ;
;
IT/σтех = 3,5.
По таблице [2, с. 5] устанавливается допуск на изготовление (IT) и допускаемая
погрешность измерения (δ):
IT= 0,03 мм;
δ= 9 мкм.
По таблице [2, с. 12] выбираются возможные универсальные
измерительные средства. Это нутромер индикаторный (КМД-4 класса Ra=0,4) НИ-10 (500) ГОСТ
9244 с кодом 18.
Его техническая характеристика:
предел измерения 50 – 80 мм;
цена деления отсчетного устройства 0,001 мм;
предельная погрешность измерительного средства Δ = 5,5 мкм.
Далее производится оценка влияния погрешности измерения
нутромера на результаты рассортировки деталей.
Определяется относительная точность метода измерения по
формуле:
σ мет = Δ/2; (41)
σ мет = 5,5/2 = 2,75 мкм;
Амет (s) = sмет /IT100%; (42)
А мет (σ) = 2,75/30 ·100%=10%.
По графику [2, с. 7] Aмет(s)=10% то для заданной
точности технологического процесса находятся:
риск заказчика m=1,5%;
риск изготовителяn=3,5%;
вероятностный выход размера за границу поля допуска с/IT=0,08.
Далее находится вероятностная величина выхода размера:
с = 0,08*30 = 2,4 мкм ≈ 2 мкм.
Оценка годности деталей производится по предельно допустимым
размерам:
d max
= 75,03 мм;min = 75 мм.
Среди годных
деталей могут оказаться бракованные детали (не более 1,5%), у которых размеры
выходят за границы поля допуска на величину до 2 мкм. Это риск заказчика.
Риск изготовителя
в этом случае будет не более 3,5%, т.е. будут забракованы фактически годные
детали.
Принимается
условие недопустимости риска заказчика при D>d, и производится расчет производственного допуска:
Tпр = IT – 2*с; (43)
Tпр = 30 – 2·2 = 26
мкм.
В этом случае
увеличится риск изготовителя. Предельно допустимые размеры с учетом
производственного допуска будут следующие:
d max пр = 70,03 – 0,002 ≈ 70,028 мм,
d min пр = 70,000 0,002 ≈ 70,002 мм.
Выбирается
средство измерений для арбитражной перепроверки деталей. Допускаемая
погрешность при арбитражной перепроверке составит:
δ арб = 0,3* δ; (44)
δ арб = 0,3·9 = 2,7 мкм ≈ 3 мкм.
По таблице [2, с.
12] выбирается нутромер индикаторный, повышенной точности (КМД-1 класса Ra=0,4) с кодом 19.
Его технические
характеристики:
цена деления
0,001 мм;
предельная
инструментальная погрешность Δ = 3,5 мкм;
предел измерения
50-80 мм.
.5
допуски размеров, входящих в размерные цепи
Исходные данные:
– предельные размеры замыкающего звена:
ВDmin= 0,4 мм, ВDmax= 2,3 мм;
размеры составляющих звеньев:
В 1 = 3 мм, В 2 = 3 мм, В 3
= 190 мм, В 4 = 3 мм, В 5 = 12 мм, В 6 = 100,
В 7 = 40 мм, В 8 = 30 мм, В 9
= 9 мм.
Схема размерной цепи – рисунок 23
Рисунок 23
В 2, В 3, В 4 –
увеличивающие звено, В 1, В 5, В 6, В 7,
В 8, В 9 – уменьшающие звенья.
Номинальный размер замыкающего звена:
 . (45)
. (45)
Стрелки над обозначениями размера, направленные вправо, относятся
к увеличивающим звеньям, направленным влево – к уменьшающим.
ВD = В 2 В 3 В 4 – В 1
– В 5 – В 6 – В 7 – В 8 – В 9.
ВD =
3 190 3 – 3 – 12 – 100 – 40 – 30 – 9 = 2.
Допуск замыкающего звена:
TВD =
ВDmax – ВDmin; (46)
TВD =
2,3 – 0,4 = 1,9 мм.
По заданным номинальным размерам назначаются предельные
отклонения.
Верхнее EsD и нижнее EiD предельные отклонения замыкающего звена:
EsD= ВDmax – ВD;
EsD= 2,3 – 2 = 0,3 мм;
EiD= ВDmin – ВD;
EiD= 0,4 – 2 = – 1.6 мм;
ВD =
![]() мм.
мм.
Далее назначается квалитет точности, который определяется по
числу единиц допуска:
 (47)
(47)
где TВD – допуск замыкающего звена (в мкм),
i – единица допуска составляющих звеньев (выбирается по номинальным
размерам).
В таблицу 1.4 записываются значения единиц допуска для
составляющих звеньев.
Таблица 1.4
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
Вj, мм | 3 | 3 | 190 | 3 | 12 | 100 | 40 | 30 | 9 |
ij, мкм | 0,6 | 0,6 | 2,9 | 0,6 | 1,1 | 2,2 | 1,6 | 1,3 | 0,9 |

Найденное значение числа единиц допуска соответствует 12
квалитету.
Назначаются стандартные поля допусков по ГОСТ 25347-82 на
составляющие звенья размерной цепи. Для размеров охватывающих поверхностей
отклонения назначаются так, как для основного отверстия (H), для размеров охватываемых поверхностей отклонения
назначать, как для основного вала (h), для
остальных размеров – js(JS).
Выписываются основные отклонения для размеров звеньев цепи.
В1: 3Js12 (![]() ).
).
В 2: 3h12 (![]() ).
).
В 3: 190Js12 (![]() ).
).
В 4: 3h12 (![]() ).
).
В 5: 12Js12 (![]() ).
).
В 6: 100Js12 (![]() ).
).
В 7: 40h12 (![]() ).
).
В 8: 30h12 (![]() ).
).
В 9: 9h12 (![]() ).
).
Допуски и посадки типовых соединений сложного профиля
.1
допуски и посадки шпоночных соединений
Исходные данные:
диаметр вала d= 70 мм;
ширина шпонки b= 20 мм.
По ГОСТ 23360 находятся высота шпонки h, глубина пазов на валу t и во втулке t1:
h = 12 мм;
l = 100 мм (стандартное значение из интервала от 56 до 220
мм);
t= 7.5 0.2 мм;
t1 = 4.9 0.2 мм.
Вычисляются:
d – t = 70 – 7,5 = 62,5 мм;
d t1 = 70 4.9 = 74.9 мм.
Тип соединения – плотное, так как в узле повышенная нагрузка,
а перегрузки достигают 300%.
Назначаются посадки шпонки по ширине bв пазы вала и втулки.
Посадка в паз вала – ![]() , посадка в паз втулки –
, посадка в паз втулки – ![]() .
.
Для остальных размеров назначаются следующие допуски: высота
шпонки h – h11,
длина шпонки l – h14,
длина паза под шпонку L – Н15.
В таблице 2.1 записываются отклонения и предельные размеры
всех основных размеров соединения (по формулам (1), (2), (3)). Отклонения
назначаются по ГОСТ 25347 и ГОСТ 23360.
Таблица 2.1
отклонение и | ES, мм | EI, мм | допуск, мм | предельные | ||
наибольший | наименьший | |||||
b = 20 мм | ||||||
шпонка вал | h9 | 0 -0,022 -0,022 | -0,052 -0,074 -0,074 | 0,052 0,052 0,052 | 20 19,978 19,978 | 19,948 19,926 19,926 |
h=12 мм | h11 | 0 | -0,11 | 0,11 | 12 | 11,89 |
вал d – t=62,5 мм | 0 | -0.2 | 0.2 | 62,5 | 62,3 | |
втулка d t1= | 0.2 | 0 | 0.2 | 75,1 | 74,9 | |
L = 100 мм | H15 | 1,4 | 0 | 1,4 | 101,4 | 100 |
l = | h14 | 0 | -0,87 | -0,87 | 100 | 99,13 |
Средства контроля шпоночных соединений:
ширину шпонки контролируют калибром и скобой;
глубину паза на валу контролируют кольцом и вставкой;
глубину паза во втулке контролируют пробкой с приваренной
шпилькой.
Схема полей допусков изображена на рисунке 24.
Рисунок 24
Эскиз шпоночного соединения с призматической шпонкой
изображен на рисунке 25.
Рисунок 25
Эскиз призматической шпонки изображен на рисунке 26.
Рисунок 26 – Шпонка 2 20´12´100 ГОСТ 23360
Эскиз паза под шпонку изображен на рисунке 27.
Рисунок 27
Эскиз вала изображен на рисунке 28, а эскиз втулки изображен
на рисунке 29.
Рисунок 28
Рисунок 29
.2
допуски и посадки шлицевых соединений
Исходные данные:
число зубьев Z = 16 мм;
внутренний диаметр d = 72 мм;
внешний диаметр D = 82 мм.
По ГОСТ 1139 определяется серия шлицевого соединения и размер
b.
Ширина шлица b = 7 мм. Тяжёлая серия шлицевого соединения.
Выбирается способ центрирования по внутреннему диаметру так,
как из описания к заданию известно, что шлицевой вал при работе имеет
продольные перемещения, а шлицы в отверстии ступицы зубчатого колеса
закаливаются.
Назначаются посадки по ГОСТ 1139-80.
Посадка не центрирующего диаметра (D) – Ø 82 ![]() .
.
Посадка центрирующего диаметра (d) – Ø 72 ![]() .
.
Посадка по боковым сторонам шлицев (b) – 7 ![]() .
.
В таблице 2.2 записываются отклонения и предельные размеры всех
основных размеров соединения (по формулам (1), (2), (3)).
Таблица 2.2
отклонение и | отклонение, мм. | допуск, мм | предельные | |||
верхнее | нижнее | наибольший | наименьший | |||
шлицевая втулка | ||||||
Dвт= 82 мм | H12 | 0,35 | 0 | 0,35 | 82,35 | 82 |
dвт= 72 мм | H7 | 0,03 | 0 | 0,03 | 72,03 | 72 |
bвт= 7 мм | F8 | 0,035 | 0,013 | 0,022 | 7,035 | 7,013 |
шлицевой вал | ||||||
Dв= 82 мм | a11 | -0,38 | -0,6 | 0,22 | 81,62 | 81,4 |
dв= 72 мм | f7 | -0,03 | -0,06 | 0,03 | 71,97 | 71,94 |
bв= 7 мм | f7 | -0,013 | -0,028 | 0,015 | 6,987 | 6,972 |
Определяются максимальный, минимальный и средний зазор для D (по формулам (7), (8),
(9)):
Smax = 0,35 0,6 = 0,95 мм;
Smin = 0 0,38 = 0,38 мм;
Sm = (0,95 0,38)/2 = 0,665 мм;
Допуск посадки с зазором (формула (10)):
TS = 0,95 – 0,38 = 0,57 мм.
Схема полей допусков по D изображена на рисунке
30.

Рисунок 30
Максимальный, минимальный и средний зазор для d (по формулам (7), (8),
(9)):
Smax = 0,03 0,06 = 0,09 мм;
Smin = 0 0,03 = 0,03 мм;
Sm = (0,09 0,03)/2 = 0,06 мм;
Допуск посадки с зазором (формула (10)):
TS = 0,09 – 0,03 = 0,06 мм.
Схема полей допусков по d изображена на рисунке
31.
Рисунок 31
Максимальный, минимальный и средний зазор для b (по формулам (7), (8),
(9)):
Smax = 0,035 0,028 = 0,063 мм;
Smin = 0,013 0,013 = 0,026 мм;
Sm = (0,063 0,026)/2 = 0,0445 мм;
Допуск посадки с зазором (формула (10)):
TS = 0,063 – 0,026 = 0,037 мм.
Схема полей допусков по b изображена на рисунке
32.
Рисунок 32
Условное обозначение втулки:
![]()
Условное обозначение вала:
![]()
Шлицевой вал и шлицевая втулка изображены на рисунке 33.
Рисунок 33
Шлицевое соединение приведено на рисунке 34.
Рисунок 34
d – 16 x 72 ![]() x 82
x 82 ![]() x 7
x 7 ![]()
Средства контроля шлицевых соединений:
шлицевой вал контролируют комплексным калибром и кольцом;
шлицевую втулку контролируют комплексным калибром пробкой.
.3
допуски и посадки метрической резьбы
Исходные данные:
– М95![]() 2-8g.
2-8g.
d2изм= 93,4
мм.
![]() Pn =
Pn =
50 мкм.
![]() пр = 55 мин;
пр = 55 мин;
![]() лв = -50 мин.
лв = -50 мин.
Расшифровывается условное обозначение резьбы.
М – метрическая, ![]() = 60o.
= 60o.
– номинальный диаметр.
– шаг резьбы мелкий.
g – поле допуска для болта на приведенный средний диаметр и на
наружный диаметр.
Резьба правая (в обозначение не указывается).
Длина свинчивания нормальная N (в обозначение не указывается).
Для заданной резьбы по ГОСТ 8724 определяется 2-ой ряд
предпочтительности.
Рассчитываются размеры всех основных элементов профиля
резьбы.
Н – теоретическая высота витка:
H = 0,866×P; (48)
H = 0,866×2 = 1,732 мм.
Н1 – рабочая высота витка:
H1 = 0,541×P; (49)
H1 = 0,541×2 =1,082 мм.
R – номинальный радиус
закругления впадин болта:
R = H/6 = 0,14×P; (50)
R = 0,14 ×2 = 0,28 мм.
Номинальный диаметр болта и гайки d(D) = 95 мм.
Внутренний диаметр d1(D1):
d1(D1) = d – 3 0,835; (51)
d1(D1) = 95 – 3 0,835 = 92,835 мм.
Средний диаметр d2(D2):
d2(D2) = d – 2 0,701; (52)
d2(D2) = 95 – 2 0,701 = 93,701 мм.
Выбирается гайка М95![]() 2 – 7H.
2 – 7H.
Условное обозначение резьбового соединения ![]()
В таблице 2.3
записываются отклонения и предельные размеры соединения. При расчёте использовались
формулы (1), (2), (3).
Таблица 2.3.
отклонение и | отклонение, мм | допуск, мм | предельные | |||
верхнее | нижнее | наибольший | ||||
резьба болта | ||||||
d=95 мм | 8g | -0,038 | -0,488 | 0,45 | 94,962 | 94,512 |
d2=93,701 мм | 8g | -0,038 | -0,338 | 0,3 | 93,663 | 93,363 |
резьба гайки | ||||||
D1=92,835 мм | 7H | 0,475 | 0 | 0,475 | 93,310 | 93,310 |
D2=93,701 мм | 7H | 0,315 | 0 | 0,315 | 94,016 | 94,016 |
Погрешность половины угла наклона боковой стороны профиля:
![]() =
= ![]() ; (53)
; (53)
![]() =
= ![]() мин.
мин.
Диаметральная компенсация погрешностей по шагу:
fp = 1,732![]()
![]() Pn;
Pn;
(54)
fp = 1,732![]() 0,05 = 0,0866 мм.
0,05 = 0,0866 мм.
Диаметральная компенсация погрешностей половины угла профиля:
f![]() = 0,36
= 0,36![]() P
P![]()
![]() ; (55)
; (55)
f![]() = 0,36
= 0,36![]() 2
2![]() 52,5 = 37,8 мкм = 0,0378 мм.
52,5 = 37,8 мкм = 0,0378 мм.
d2пр = d2изм f![]() fp; (56)
fp; (56)
d2пр =93,4 0,0378 0,0866 = 93,524 мм.
Условия годности болта по среднему диаметру.
d2изм ![]() d2min;
d2min;
,4 > 93,363.
d2пр ![]() d2max;
d2max;
,524 < 93,663.
Данная резьба соответствует условию годности.
Средства контроля резьбы:
наружную резьбу контролируют резьбовым калибром-кольцом;
внутреннюю резьбу контролируют резьбовыми пробками по профилю
резьбы.
Профиль метрической резьбы изображён на
рисунке 35.
Рисунок 35
Схема полей допусков d2пр и d2 изображена на рисунке
36.
Рисунок 36
Расположение полей допусков по профилю резьбы болта
изображено на рисунке 37.
Рисунок 37
.4
допуски и посадки цилиндрических прямозубых зубчатых передач
Исходные данные:
межосевое расстояние a = 108 мм;
модуль m = 4,5 мм;
число зубьев Z = 24;
степень точности 9 – А ГОСТ 1643 – 81;
– 9 – 9 – A – a, степень кинематической точности – 9, степень плавности
передачи – 9, степень контакта зубьев – 9, вид сопряжения – А, допуск на
боковой зазор – а.
Основные размеры зубчатого колеса.
Диаметр делительной окружности:
![]() ; (57)
; (57)
d = 4,5×24 = 108
мм.
Диаметр вершин зубьев:
![]() ; (58)
; (58)
da = 108 2×4,5 = 117
мм.
Ширина венца:
![]() ; (59)
; (59)
B = 10×4,5 = 45
мм.
Подбираются контрольные показатели норм точности по ГОСТ 1643-81.
Кинематическая точность – 9 степень точности:
колебание измерительного межосевого расстояния за оборот зубчатого
колеса ![]() ;
;
колебание длинны общей нормали ![]() ;
;
радиальное биение зубчатого венца ![]() .
.
Плавность работы – 9 степень точности:
колебание измерительного межосевого расстояния на одном зубе ![]() .
.
Подсчитывается допуск на колебание измерительного МОР за
оборот зубчатого колеса при комбинировании норм кинематической точности и
плавности работы из разных степеней точности
[Fi»]комб=[Fi» – fi»]F [fi «]f,;
(60)
[Fi»]комб = 112 – 45 45 =
112 мкм.
Степень контакта – 9 степень точности:
относительные размеры суммарного пятна контакта по высоте
зуба 30%, по ширине зуба 40%;
– допуск параллельности осей ![]() ;
;
допуск на перекос осей ![]() .
.
Назначаются показатели для проверки вида сопряжения:
– гарантированный боковой зазор ![]() ;
;
предельные отклонения межосевого расстояния (МОР) ![]() .
.
Подсчитывается номинальное значение длины общей нормали W:
W = m [1,47606 (2×Zn – 1) 0,014×Z], (61)
где Zn– число охватываемых зубьев
при измерении,
n ≈ 0,111×Z 0,5; (62)
Zn ≈ 0,111×24 0,5 ≈ 3;
W = 4,5 [1,47606 (2×3 – 1) 0,014×24] = 34,723 мм.
Далее находятся верхнее отклонение EWS и допуск TW:WS= -0,2 мм;
TW = 0,18 мм.
По известным EWS и TWнаходится нижнее
отклонение:
(|ЕWs| TW) = – (0,2 0,18) = -0,38 мм.
Общий вид реального размера средней длины общей нормали:
![]() (63)
(63)
![]() .
.
Вычерчивается зубчатое колесо в соответствии с требованиями
оформления рабочих чертежей по ГОСТ 2.403. Чертеж зубчатого колеса
сопровождается таблицей его параметров в соответствии с ГОСТ 2. 403 (таблица
2.4).
Контрольные параметры указываются отдельно и помещаются в
записку (таблица 2.5).
Таблица 2.4
Таблица 2.5
Наименование | Обозначение | Допускаемое | Применяемые | |
Колебание длины | Fvw | 28 | Межцентромер | |
Колебание | за оборот | Fi» | 112 | |
на одном зубе | fi» | 45 | ||
Суммарное пятно | по высоте | – | 30% | Контрольно-обкатной |
по длине | – | 40% | ||
Погрешность | Fβ | 40 | Ходомер | |
На корпус | ||||
Отклонение от | Fx | 40 | Специальное | |
Перекос осей | Fy | 20 | ||
Предельные | ±fa | 110 | ||
Список
литературы
1.
Взаимозаменяемость, стандартизация и технические средства измерения: Метод.
указания к курсовой работе для студентов всех форм обучения: Горький, 1989, ч.
1. 24 с.
2. Выбор универсальных средств измерения: Метод. указания к
курсовой работе по дисциплине «Метрология, стандартизация и сертификация» для
студентов спец. 170500, 170600, 150200 /НГТУ; Сост. Т.Ю. Суровегина. – Нижний
Новгород, 2007. – 14 с.
. Метрология, стандартизация и сертификация: Метод. указания
к курсовой работе для студентов специальностей 170500, 170600 всех форм
обучения/ О.Б. Зарубина, В.Ф. Кулепов, Т.Ю. Суровегина/НГТУ. Н. Новгород, 2003.
23 с.
4.
Кайнова, В.Н., нормирование точности изделий машиностроения: Учеб. пособие/
В.Н. Кайнова, Г.И. Лебедев, С.Ф. Магницкая, и др./ Под ред. В.Н. Кайновой;
НГТУ. Н. Новгород, 2003. 182 с.
5. Мягков, В.Д., допуски и посадки: Справ. / В.Д. Мягков,
М.А. Палей, А.Б. Романов, В.А. Брагинский /Под ред. В.Д. Мягкова. – 6-е изд. –
М.: Машиностроение, 1982, Т. 1. 543 с.
. Мягков, В.Д., допуски и посадки: Справ. / В.Д. Мягков, М.А.
Палей, А.Б. Романов, В.А. Брагинский / Под ред. В.Д. Мягкова. – 6-е изд. – М.:
Машиностроение, 1983, Т.2.
Размеры, отклонения, допуски
Основные понятия и термины регламентированы ГОСТом 25346–89.
Размер – числовое значение линейной величины (диаметра, длины и т. д.). Действительным называют размер, установленный измерением с допустимой погрешностью.
Два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер, называются предельными размерами. Больший из них называется наибольшим предельным размером, меньший – наименьшим предельным размером.
Номинальный размер – размер, который служит началом отсчета отклонений и относительно которого определяют предельные размеры. Для деталей, составляющих соединение, номинальный размер является общим.
Не любой размер, полученный в результате расчета, может быть принят за номинальный. Чтобы повысить уровень взаимозаменяемости, уменьшить номенклатуру изделий и типоразмеров заготовок, стандартного или нормализованного режущего и измерительного инструмента, оснастки и калибров, создать условия для специализации и кооперирования предприятий, удешевления продукции, значения размеров, полученные расчетом, следует округлять в соответствии со значениями, указанными в ГОСТе 6636–69. При этом полученное расчетом или иным путем исходное значение размера, если оно отличается от стандартного, следует округлить до ближайшего большего стандартного размера. Стандарт на нормальные линейные размеры построен на базе рядов предпочтительных чисел ГОСТ 8032–84.
Наиболее широко используют ряды предпочтительных чисел, построенные по геометрической прогрессии. Геометрическая прогрессия обеспечивает рациональную градацию числовых значений параметров и размеров, когда нужно установить не одно значение, а равномерный ряд значений в определенном диапазоне. В этом случае число членов ряда получается меньшим по сравнению с арифметической прогрессией.
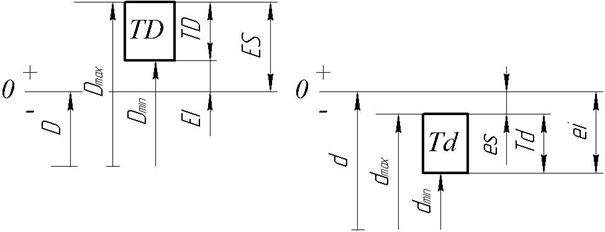
Принятые обозначения:
D (d) – номинальный размер отверстия (вала);
Dmax,(dmах), Dmin,(dmin), De (de), Dm(dm)– размеры отверстия (вала), наибольший (максимальный), наименьший (минимальный), действительный, средний.
ES (es) – верхнее предельное отклонение отверстия (вала);
El (ei) – нижнее предельное отклонение отверстия (вала);
S, Smax, Smin, Sm– зазоры, наибольший (максимальный), наименьший (минимальный), средний соответственно;
N, Nmax, Nmin, Nm – натяги, наибольший (максимальный), наименьший (минимальный), средний соответственно;
TD, Td, TS, TN, TSN – допуски отверстия, вала, зазора, натяга, зазора – натяга (в переходной посадке) соответственно;
IT1, IT2, IT3…ITn……IT18 – допуски по квалитетам обозначаются сочетанием букв IT с порядковым номером квалитета.
Отклонение – алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером:
– для отверстия ES = Dmax – D; EI = Dmin – D;
– для вала es = dmax – d; ei = dmin – d.
Действительное отклонение – алгебраическая разность между действительным и номинальным размерами. Отклонение является положительным, если действительный размер больше номинального и отрицательным, если он меньше номинального. Если действительный размер равен номинальному, то его отклонение равно нулю.
Предельным отклонением называется алгебраическая разность между предельным и номинальным размерами. Различают верхнее и нижнее отклонения. Верхнее отклонение – алгебраическая разность между наибольшим предельным и номинальным размерами. Нижнее отклонение – алгебраическая разность между наименьшим предельным и номинальным размерами.
Для упрощения и удобства работы на чертежах и в таблицах стандартов на допуски и посадки вместо предельных размеров принято проставлять значения предельных отклонений: верхнего и нижнего. Отклонения всегда указывают со знаком « » или «–». Верхнее предельное отклонение ставится несколько выше номинального размера, а нижнее – несколько ниже. Отклонения, равные нулю, на чертеже не проставляют. Если верхнее и нижнее предельные отклонения равны по абсолютной величине, но противоположны по знаку, то числовое значение отклонения указывают со знаком «±»; отклонение указывают вслед за номинальным размером. Например:
30  ; 55
; 55  ; 3 0,06; 45±0,031.
; 3 0,06; 45±0,031.
Основное отклонение – одно из двух отклонений (верхнее или нижнее), используемое для определения поля допуска относительно нулевой линии. Обычно таким отклонением является отклонение, ближайшее к нулевой линии.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные – вниз.
Допуск размера – разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями:
– для отверстия TD = Dmax – Dmin= ES – EI;
– для вала Td = dmax – dmin = es – ei.
Допуск является мерой точности размера. Чем меньше допуск, тем выше требуемая точность детали, тем меньше допускается колебание действительных размеров детали.
При обработке каждая деталь приобретает свой действительный размер и может быть оценена как годная, если он находится в интервале предельных размеров, или забракована, если действительный размер вышел за эти границы.
Условие годности деталей может быть выражено следующим неравенством:
Dmax(dmax) ≥ De (de) ≥ Dmin (dmin).
Допуск является мерой точности размера. Чем меньше допуск, тем меньше допустимое колебание действительных размеров, тем выше точность детали и, как следствие, увеличивается трудоемкость обработки и ее себестоимость
Поле допуска – поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется числовым значением допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рисунок 1.1).

а б
Рисунок 1.1 – Схемы расположения полей допусков:
а – отверстия (ES и EI – положительные); б – вала (es и ei – отрицательные)
В соединении деталей, входящих одна в другую, есть охватывающие и охватываемые поверхности.Вал – термин, применяемый для обозначения наружных (охватываемых) элементов деталей. Отверстие – термин, условно применяемый для обозначения внутренних (охватывающих) элементов деталей. Термины отверстие и вал относятся не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой формы, например ограниченным двумя параллельными плоскостями.
Основной вал – вал, верхнее отклонение которого равно нулю (es = 0).
Основное отверстие – отверстие, нижнее отклонение которого равно нулю (EI = 0).
Зазор – разность размеров отверстия и вала, если размер отверстия больше размера вала. Зазор обеспечивает возможность относительного перемещения собранных деталей.
Натяг – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. Натяг обеспечивает взаимную неподвижность деталей после их сборки.
Наибольший и наименьший зазоры (натяги) – два предельных значения, между которыми должен находиться зазор (натяг).
Средний зазор (натяг) есть среднее арифметическое между наибольшим и наименьшим зазором (натягом).
Посадка – характер соединения деталей, определяемый разностью их размеров до сборки.
Посадка с зазором – посадка, при которой всегда обеспечивается зазор в соединении.
В посадках с зазором поле допуска отверстия расположено над полем допуска вала. К посадкам с зазором относятся также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала.
Посадка с натягом – посадка, при которой всегда обеспечивается натяг в соединении. В посадках с натягом поле допуска отверстия расположено под полем допуска вала
Переходной посадкой называется посадка, при которой возможно получение как зазора, так и натяга в соединении. В такой посадке поля допусков отверстия и вала полностью или частично перекрывают друг друга.
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Характеристики посадок:
– для посадок с зазором:
Smin = Dmin – dmax = EI – es;
Smax = Dmax – dmin = ES – ei;
Sm = 0,5 (Smax Smin);
ТS = Smax – Smin = TD Td;
– для посадок с натягом:
Nmin = dmin – Dmax = ei – ES;
Nmax = dmax – Dmin = es – EI;
Nm = 0,5 (Nmax Nmin);
ТN = Nmax – Nmin = TD Td;
– для переходных посадок:
Smax = Dmax – dmin = ES – ei;
Nmax = dmax – Dmin = es – EI;
Nm(Sm) = 0,5 (Nmax – Smax);
результат со знаком минус будет означать, что среднее значение для посадки соответствует Sm.
ТS(N) = ТN(S) = Smax Nmax= TD Td.
В машиностроении и приборостроении широко используются посадки всех трех групп: с зазором, натягом и переходные. Посадку любой группы можно получить, либо изменяя размеры обеих сопрягаемых деталей, либо одной сопряженной детали.
Совокупность посадок, в которых предельные отклонения отверстий одного номинального размера и одной точности одинаковы, а различные посадки достигаются изменением предельных отклонений валов, называется системой отверстия. Для всех посадок в системе отверстия нижнее отклонение отверстия EI = 0, т. е. нижняя граница поля допуска основного отверстия совпадает с нулевой линией.
Совокупность посадок, в которых предельные отклонения вала одного номинального размера и одной точности одинаковы, а различные посадки достигаются изменением предельных отклонений отверстий, называется системой вала. Для всех посадок в системе вала верхнее отклонение основного вала es = 0, т. е. верхняя граница поля допуска вала всегда совпадает с нулевой линией.
Обе системы равноправны и имеют примерно одинаковый характер одноименных посадок, т. е. предельные зазоры и натяги. В каждом конкретном случае на выбор той или иной системы оказывают влияние конструкторские, технологические и экономические соображения. Вместе с тем следует обратить внимание на то, что точные валы разных диаметров могут обрабатываться на станках одним инструментом при изменении только наладки станка. Точные же отверстия обрабатывают мерным режущим инструментом (зенкеры, развертки, протяжки и т. п.), причем для каждого размера отверстия требуется свой комплект инструмента. В системе отверстия различных по предельным размерам отверстий во много раз меньше, чем в системе вала, а, следовательно, сокращается номенклатура дорогостоящего инструмента. Поэтому преимущественное распространение получила система отверстия. Однако в отдельных случаях приходится использовать систему вала. Приведем некоторые примеры предпочтительного применения системы вала:
– во избежание концентрации напряжений в месте перехода с одного диаметра на другой по прочностным соображениям нежелательно делать ступенчатый вал, и тогда его выполняют постоянного диаметра;
– при ремонте, когда имеется готовый вал и под него делается отверстие;
– по технологическим соображениям, когда стоимость изготовления вала, например, на бесцентрово-шлифовальных станках оказывается небольшой, выгодно применять систему вала;
– при использовании стандартных узлов и деталей. Например, наружный диаметр подшипников качения изготавливается по системе вала. Если делать наружный диаметр подшипника в системе отверстия, то потребовалось бы значительно расширить их номенклатуру, а обрабатывать подшипник по наружному диаметру нецелесообразно;
– когда на вал одного диаметра необходимо установить несколько отверстий с разным видом посадок.
§
Требуемую посадку можно получить при разных сочетаниях отклонений их размеров от номинального размера.
Унификация требований к точности выражается в создании системы допусков и посадок– это совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандарта. Любая система допусков и посадок должна обладать определёнными признаками:
– с целью упрощения таблиц допусков и посадок номинальные размеры разбиты на интервалы;
– зависимость допуска от номинального размера, выражается единицей допуска,являющейся мерой технологической точности;
– для нормирования требуемой точности установлены ряды допусков;
– с целью экономии материала предполагается одностороннее расположение полей допусков основных деталей;
– значение размера определённой точности характеризуется величиной и расположением поля допуска относительно номинального размера;
– предусмотрены посадки в системе отверстия и в системе вала;
– стандартные допуски и посадки определены для размеров деталей при нормальной температуре.
Общие положения, ряды допусков и основных отклонений изложены в ГОСТ 25346–89.
В ЕСДП предусмотрено 20 квалитетов: 01; 0; 1; 2; 3;…; 18. Точность убывает от IT01 к IT18. Квалитеты IT 01; IT0 и IT1 предназначены для оценки точности плоскопараллельных концевых мер длины, IT2, IT3 и IT4 – для гладких калибров пробок и скоб; IT5…IT7 – производственные квалитеты для металлических деталей. Для высокоточных деталей используются IT4…IT6; для деталей ответственных соединений в машиностроении и приборостроении применяются IT7, IT8, a IT9, IT10 – для деталей неответственных соединений. Квалитеты IT11, IT12 используются также для неответственных соединений, в которых требуются большие зазоры (при значительных температурных перепадах, при работе в запыленных условиях).
Квалитеты IT12… IT17 назначаются для размеров металлических деталей с неуказанными допусками (общими допусками), т.е. для размеров, не образующих соединения; IT18 используется для деталей из пластмасс.
Допуски в квалитетах IT5… IT17 вычисляются для каждого интервала номинальных размеров по зависимости:
IТп = аni,
где аn– безразмерный коэффициент (число единиц допуска), установленный для каждого n–го квалитета и являющийся постоянным числом для данного квалитета, возрастающий по геометрической прогрессии со знаменателем φ = 1,6;
i – единица допуска (мкм), являющаяся функцией номинального размера
ВЕСДП для размеров до 500 мм единица допуска определяется по формуле:
i =0,45  0,001D,
0,001D,
для размеров свыше 500 до 10 000 мм по формуле:
l =0,004D 2,1.
Числовые значения допусков приведены в таблице 1.1.
В формулах D – среднегеометрическое значение интервала номинальных размеров в мм; а i и l – в мкм.
Основные отклонения (рисунок 1.2) обозначаются буквами латинского алфавита: прописными – отверстия (А, В, С, …, ZC),строчными – валы (а, b, с,…, zc).
По основному отклонению и допуску определяется второе отклонение, ограничивающее поле допуска. Если основным является верхнее отклонение, то нижнее отклонение вычисляется по формулам:
– для вала ei = es – IT (основные отклонения a… h),
– для отверстия EI = ES – IT (основные отклонения J … ZC).
Если основное отклонение – нижнее, то верхнее отклонение вычисляется по формулам:
– для вала es = ei IT (основные отклонения j.. zc);
– для отверстия ES = EI IT (основные отклонения А… Н).
В формулы основные отклонения валов (таблица 1.2) и отверстий (таблице 1.3) следует подставлять с их знаком.
Обозначение поля допуска в ЕСДП образуется сочетанием (буквы) основного отклонения и порядкового номера квалитета, например:
– для вала Ø50h7 – вал с номинальным размером диаметра 50 мм, полем допуска h7 (основным отклонением h (es = 0),квалитет – 7);
– для отверстия Ø40D8 – отверстие с номинальным размером диаметра 40 мм, полем допуска D8 (основное отклонение – D, квалитет – 8).
Указание полей допусков и предельных отклонений размеров на чертежах производится, согласно ЕСКД по ГОСТ 2.307–68, следующим образом:
– условным обозначением полей допусков (рекомендуется в массовом производстве): Ø100e8, Ø16H7, Ø7js6 и т.д.;
– числовыми значениями предельных отклонений (рекомендуется в единичном производстве): Ø100  ; Ø16
; Ø16  ; Ø7±0,0045
; Ø7±0,0045
– смешанным способом (рекомендуется в серийном производстве и в учебных целях): Ø100e8  , Ø16H7
, Ø16H7  , Ø7js6(±0,0045)
, Ø7js6(±0,0045)
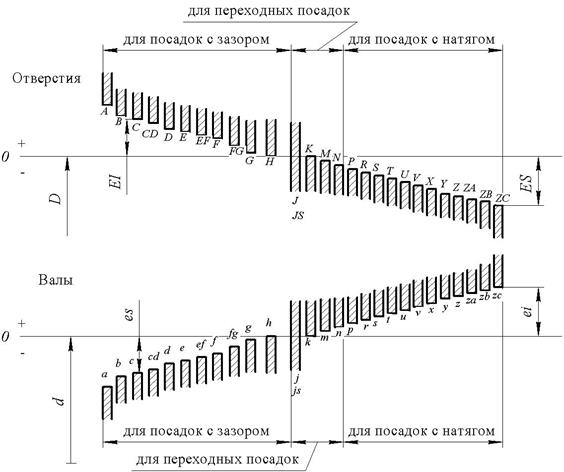
Рисунок 1.2 – Основные отклонения
Таблица 1.1 – Допуски размеров по ГОСТ 25346
| Интервалы размеров, мм | Квалитеты | Значение единицы допуска i = 0,1IT6, мкм | |||||||||||||
| Число единиц допуска по квалитетам – an | |||||||||||||||
| 5,1 | |||||||||||||||
| мкм | мм | ||||||||||||||
| До 3 | 0,1 | 0,14 | 0,25 | 0,4 | 0,6 | 1,0 | 0,6 | ||||||||
| Свыше 3 до 6 | 0,12 | 0,18 | 0,3 | 0,48 | 0,75 | 1,2 | 0,8 | ||||||||
| “6” 10 | 0,15 | 0,22 | 0,36 | 0,58 | 0,9 | 1,5 | 0,9 | ||||||||
| “10” 18 | 0,18 | 0,27 | 0,43 | 0,7 | 1,1 | 1,8 | 1,1 | ||||||||
| “18” 30 | 0,21 | 0,33 | 0,52 | 0,84 | 1,3 | 2,1 | 1,3 | ||||||||
| “30” 50 | 0,25 | 0,39 | 0,62 | 1,0 | 1,6 | 2,5 | 1,6 | ||||||||
| “50” 80 | 0,3 | 0,46 | 0,74 | 1,2 | 1,9 | 3,0 | 1,9 | ||||||||
| “80” 120 | 0,35 | 0,54 | 0,87 | 1,4 | 2,2 | 3,5 | 2,2 | ||||||||
| “120” 180 | 0,4 | 0,63 | 1,0 | 1,6 | 2,5 | 4,0 | 2,5 | ||||||||
| “180” 250 | 0,46 | 0,72 | 1,15 | 1,85 | 2,9 | 4,6 | 2,9 | ||||||||
| “250” 315 | 0,52 | 0,81 | 1,3 | 2,1 | 3,2 | 5,2 | 3,2 | ||||||||
| “315” 400 | 0,57 | 0,89 | 1,4 | 2,3 | 3,6 | 5,7 | 3,6 | ||||||||
| “400” 500 | 0,63 | 0,97 | 1,55 | 2,5 | 4,0 | 6,3 | 4,0 | ||||||||
| “500” 630 | 0,7 | 1,1 | 1,75 | 2,8 | 4,4 | 7,0 | 4,4 | ||||||||
| “630” 800 | 0,8 | 1,25 | 2,0 | 3,2 | 5,0 | 8,0 | 5,0 | ||||||||
| “800” 1000 | 0,9 | 1,4 | 2,3 | 3,6 | 5,6 | 9,0 | 5,6 |
Таблица 1.2 – Значения основных отклонений валов, мкм, по ГОСТ 25346
Таблица 1.3 – Значения основных отклонений отверстий, мкм, по ГОСТ 25346
Окончание таблицы 1.3
§
Предельные отклонения, не указанные непосредственно после номинальных размеров на чертеже, а оговоренные общей записью в технических требованиях чертежа, называются неуказанными предельными отклонениями. Такие отклонения используются для размеров низкой точности, то есть размеров несопрягаемых поверхностей в неответственных соединениях. До 01.01.04 использовался ГОСТ 25670–83, замененный межгосударственным стандартом ГОСТ 30893.1–2002 «Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками».
Общий допуск размераопределяется предельными отклонениями линейных или угловых размеров, указанными на чертеже общей записью, то есть когда предельные отклонения (допуски) не указаны индивидуально у соответствующих номинальных размеров.
Стандарт при новом проектировании отдает предпочтение симметричным отклонениям,однако, учитывая опыт обработки деталей в машиностроении и ранее используемые принципы задания предельных отклонений, в приложении к стандарту даны дополнительные варианты задания предельных отклонений «в тело» детали. Неуказанные предельные отклонения допускается назначать односторонними «в тело» материала: для валов от нуля в минус – t, (h); для отверстий – от нуля в плюс t, (Н).
Для длин, глубин, межосевых расстояний, радиусов общие допуски – симметричные ± t/2,(±IT/2). Числовые значения общих допусков даны в таблице 1.4.
Классификация конструктивных элементов деталей по трем группам показана на рисунке 1.3.
Общие допуски применяются:
– для линейных размеров (наружных, внутренних, межосевых расстояний, уступов, наружных радиусов закруглений, размеров фасок );
– угловых размеров, включая прямые углы 90º;
– линейных и угловых размеров, получаемых при обработке деталей в сборе.
Общие допуски не применяются:
– для справочных размеров;
– номинальных (теоретически точных) размеров, заключенных в прямоугольные рамки.
Общие допуски установлены по четырем классам точности: точный (f), средний (т), грубый (с), очень грубый (v). При выборе класса точности следует учитывать обычную (экономическую) точность соответствующего производства и функциональные требования к детали.
В машиностроении получил широкое применение средний класс (т или 14 квалитет); в приборостроении и авиации – точный (f или 12 квалитет), для крупногабаритных изделий – грубый (с или 16 квалитет), а также очень грубый (v или 17 квалитет).
Ссылка на общие допуски должна содержать номер настоящего стандарта и буквенное обозначение класса точности по данному стандарту.
Варианты задания общих допусков по среднему классу точности:
1. Общие допуски по ГОСТ 30893.1–т;
2. ГОСТ 30893.1–т.
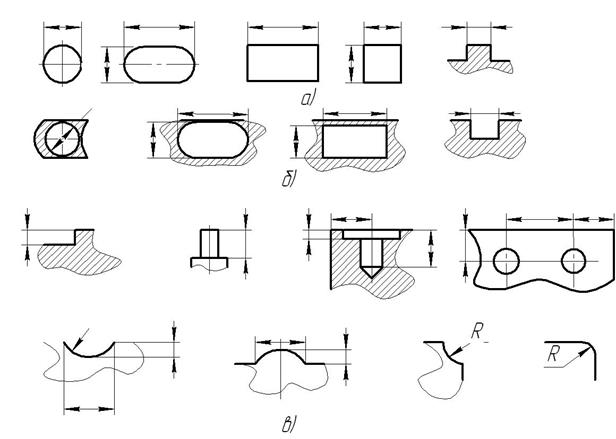
а – валы; б –отверстия;
в – элементы деталей, не относящиеся к отверстиям и валам
Рисунок 1.3 – Классификация конструктивных элементов деталей
Преимущества применения общих допусков:
– легче читаются чертежи;
– сокращается время работы конструктора;
– облегчается управление качеством, так как размеры с общими допускам контролируются только выборочно;
– упрощается работа служб снабжения и субподрядчиков по заключению договоров; так как видна обычная производственная точность.
При внедрении данного стандарта предприятию рекомендуется:
– определить путем измерений, какова для него производственная точность;
– контролировать выборочно размеры с общими допусками, чтобы убедиться, что производственная точность не отклоняется от первоначальной.
Выход размеров деталей за общий допуск не должен вести к их забракованию, если не нарушены функциональные требования к детали. Если для от дельных размеров необходимы меньшие или большие допуски, то соответствующие предельные отклонения необходимо указывать непосредственно у размера.
Таблица 1.4 – Общие допуски линейных и угловых размеров
по ГОСТ 30893.1–2002
| Условное название классов точности | Обозначение предельных отклонений | Интервалы номинальных размеров (диаметров, длин или меньшая сторона угла), мм | ||||
| До 6 | Свыше 6 до 30 | Свыше 30 до 120 | Свыше 120 до 400 | Свыше 400 до 1000 | ||
| Точный (квалитет ≈ 12–й) f | t1, мм | 0,1 | 0,2 | 0,3 | 0,4 | 0,6 |
| –t1, мм | –0,1 | –0,2 | –0,3 | –0,4 | –0,6 | |
| ±t1/2, мм | ±0,05 | ±0,1 | ±0,15 | ±0,2 | ±0,3 | |
| Радиусов и фасок, мм | ±0,5 | ±1,0 | – | – | – | |
| Углов в мин | ±1° | ±30′ | ±20′ | ±10′ | ±5′ | |
| Средний (квалитет ≈ 14–й) т | t2,мм | 0,2 | 0,4 | 0,6 | 1,0 | 1,6 |
| –t2,мм | –0,2 | –0,4 | –0,6 | –1,0 | –1,6 | |
| ±t2/2, мм | ±0,1 | ±0,2 | ±0,3 | ±0,5 | ±0,8 | |
| Радиусов и фасок, мм | ±0,5 | ±1,0 | – | – | – | |
| Углов в мин | ±1° | ±30′ | ±20′ | ±10′ | ±5′ | |
| Грубый (квалитет  16–й) 16–й)с | t3, мм | 0,6 | 1,0 | 1,6 | 2,4 | 4,0 |
| – t3, мм | –0,6 | –1,0 | –1,6 | –2,4 | –4,0 | |
| ±t3/2, мм | ±0.3 | ±0,5 | ±0,8 | ±1.2 | ±2,0 | |
| Радиусов и фасок, мм | ±1,0 | ±2,0 | – | – | – | |
| Углов в мин | ±1°30′ | ±1° | ±30′ | ±15* | ±10′ | |
| Очень грубый (квалитет ≈ 17–й) v | t4, мм | 1,0 | 2,0 | 3,0 | 5,0 | 8,0 |
| – t4, мм | –1,0 | –2,0 | –3,0 | –5,0 | –8.0 | |
| ± t4/2, мм | ±0,5 | ±1,0 | ±1,5 | ±2.5 | ±4,0 | |
| Радиусов и фасок, мм | ±1,0 | ±2,0 | – | – | – | |
| Углов в мин | ±3° | ±2° | ±1° | ±30′ | ±20′ | |
| Примечания: 1. Для радиусов скругления и высот фасок номинальным размером от 0,5 до 3 мм установлены следующие предельные отклонения по классам: f и m – ±0,2; c и v – ±0,4. 2.Предельные отклонения угловых размеров заданы для номинальных длин меньшей стороны угла по следующим интервалам: до 10, свыше 10 до 50, свыше 50 до 120, свыше 120 до 400, свыше 400. |
§
Расчетный метод используется в том случае, когда по условиям эксплуатации механизма предельные значения зазоров или натягов ограниченны, например, для подшипников скольжения, ответственных прессовых соединений и т.д.
Расчет посадки осуществляется в следующей последовательности:
1) по результатам анализа конструкции узла определяется система посадки. В большинстве случаев посадки осуществляются по системе отверстия как предпочтительной. Типовые случаи назначения посадок по системе вала – см. 1.1;
2) рассчитывается допуск посадки по заданным характеристикам:
TS = Smax–Smin или TN = Nmax–Nmin;
3) по известному номинальному размеру определяется число единиц допуска посадки aS(N),которое характеризует относительную точность:
TS(TN) = aS(N)i = TD Td = aDi adi = i(aD ad),
aS(N) = TS(TN)/i,
где aD ad = aS(N)– количество единиц допуска посадки с зазором (натягом), выраженное через aDи ad – числа единиц допуска отверстия и вала соответственно.
Значение i = 0,1IT6берется по таблице 1.1 для интервала размеров, в котором находится номинальный размер отверстия или вала.
Таблица 1.5 – Рекомендации по применению стандартных посадок ЕСДП
| Тип посадки и вид сопряжения | Области применения |
| Посадки с зазором | |
| H/h (скользящие посадки) | Используются в неподвижных соединениях при невысокой точности центрирования, когда передача крутящего момента выполняется через шпонку, для часто разбираемых соединений, для точного направления при возвратно–поступательном движении. Наименьший зазор равен нулю, наибольший – сумме допусков вала и отверстия. Применяются в квалитетах с 4-го по 12-й |
 | Широко используемая посадка: сменные шестерни на валах металлообрабатывающих станков, фрезы на оправках, центрирующие корпуса (стаканы) под подшипники качения, поршни в цилиндрах пневматических сверлильных машин |
 | То же назначение, что и посадка H7/h6, но с более широкими допусками и при большей длине соединения |
 (H8/h9) | Центрирующие промежуточные (стаканы) корпуса подшипников, сменные шестерни, шкивы на концах валов, ползуны на призматических шпонках, направляющие стержни в опорах, кронштейны на колоннах |
 ; (H10/h11) ; (H10/h11) | Аналогично предыдущей посадке, когда требуется расширение поля допуска |
 (H12/h12) | Посадки низкой точности для неподвижных и подвижных соединений; соединение деталей под сварку; центрирующие фланцы крышек и корпусов арматуры, звёздочки тяговых цепей на валах |
| H11/h11;H12/h12 | Нецентрирующие диаметры шлицевых валов и втулок, высота шпонки; диаметры отверстий под крепёжные элементы при высокой точности сборки |
| H/g; G/h (посадки движения) | Применяются в точных квалитетах (с 4-го по 7-й). Для подвижных соединений с малыми зазорами. В неподвижных соединениях обеспечивают легкую установку детали при точной фиксации ее расположения |
 G7/h6 G7/h6H6/g5 | Применяются в особо точных механизмах (плунжерные и золотниковые пары). Шпиндели точных станков, направляющие втулки, переключаемые шестерни на валах коробок передач, сменные направляющие втулки в кондукторах, опорные пальцы приспособлений, подшипники скольжения при малых нагрузках, для регулируемых стаканов под подшипники |
| H/f;F/h (посадки ходовые) | Характеризуются умеренным гарантированным зазором, обеспечивающим свободное перемещение вдоль оси и вращение. Применяются для подшипников скольжения при консистентной и жидкой смазке, при легких и средних режимах работы, в подвижных соединениях, а также в неподвижных для обеспечения легкой сборки и разборки |
  | Применяются в точных соединениях при умеренных скоростях (n = 50…2000 об/мин). Подшипники скольжения валов в коробках перемены передач, подшипники скольжения станков нормальной точности, свободно вращающиеся на валах зубчатые колеса повышенной точности (6–7) |
| H6/f6; F7/h5 | Применяются в механизмах высокой точности. Посадочные места под подшипники качения при местном нагружении, коренные шейки коленчатого вала |
| H8/f8; H8/f9 H9/f9; F8/h8 F9/f8; F9/h9 | Посадки пониженной точности для соединений с гарантированным зазором. Подшипники скольжения при значительных скоростях вращения тяжёлого машиностроения, свободно вращающиеся на валах зубчатые колеса, ролики на осях, крышки цилиндров и др. |
| H/e; E/h (легкоходовые посадки) | Имеют гарантированный зазор (вдвое больше, чем у ходовых посадок). Применяются в затрудненных условия монтажа (многоопорные валы, разнесённые опоры). Используются при вращении с числом оборотов 2…25 тыс. об/мин; в подшипниках скольжения при больших длинах соединений (больше 2d)для компенсации прогиба детали; в неподвижных соединениях со значительным зазором, когда требуется регулировка |
   | Блок зубчатых колёс, стержни вилок переключения скоростей в направляющих, ходовые винты суппортов, крышки коробок передач, а также коренные шейки коленчатого вала и шеек распределительного вала |
| H6/e8; H7/e7; E8/h6 | Подшипники жидкостного трения. Коренные подшипники коленчатых и распределительных валов двигателей внутреннего сгорания (ДВС) |
| H8/e9; H9/e9; E9/h9 | Применяются в подвижных и неподвижных соединениях для компенсации температурных деформаций и погрешностей расположения поверхностей |
| H/d; D/h (широкоходовые посадки) | Характеризуются большим гарантированным зазором, позволяющим компенсировать геометрические погрешности и температурные деформации, обеспечивают свободное перемещение деталей |
| H7/d8; H8/d8; D8/h6; D8/h7 | Посадки повышенной точности. Для точных подвижных соединений при тяжёлых условиях работы. Подшипники жидкостного трения, валки прокатных станов, впускные и выпускные клапаны ДВС, поршневые кольца в канавках поршня (по ширине), холостые шкивы и зубчатые колёса, шатунные шейки |
| H8/d9; H9/d9 | Применяются при невысоких требованиях к точности. Быстроходные передачи (n = 25…50 тыс. об/мин), холостые шкивы, сальники, поршни в цилиндрах компрессоров, трансмиссионные валы в подшипниках |
H7/d11; H8/d11 | Подвижные соединения, работающие в условиях загрязнения, при низкой точности. Грубые направляющие прямолинейного движения, маслосбрасывающие кольца, шарниры, муфты, свободно сидящие на валах, крышки подшипников и распорные втулки |
| H8/c8 | Применяются для посадок поршня в цилиндр, подшипников жидкостного трения тяжело-нагруженных валов в прокатных станах, турбинах, насосах, компрессорах, выпускные клапаны |
| (посадки с большими зазорами) H11/с11 ; H11/b11 H12/b11 ; H11/a11 A11/h11 | Применяются только в грубых квалитетах (11-м и 12-м) для изделий низкой точности, где необходимы большие зазоры для компенсации погрешностей изготовления, валы сельскохозяйственных машин, валы тормозных тяг, сменные рычаги и рукоятки, сальники арматурные |
| Переходные посадки | |
| H/js; Js/h Плотные посадки | Более вероятны зазоры, чем натяги. Обеспечивают лёгкую сборку и разборку, а также точное центрирование. Применяются для сменных деталей, которые требуют дополнительного крепления. Применяются в точных квалитетах: валы с 4-го по 7-й, а отверстия с 5-го по 8-й. |
| H7/js6; Js7/h6 | Стаканы подшипников 4-го, 5-го классов точности в корпусах, зубчатые колёса, соединяемые с валом двумя шпонками, пиноль задней бабки токарного станка |
| H6/js5; Js6/h5 | Повышенной точности. Гильзы в корпусе шпиндельной головки расточного станка, шкивы и ручки на концах валов |
| H8/js7; Js8/h7 | Пониженной точности. Стаканы подшипников 0 и 6 классов точности в корпусах, для плотных подвижных соединений без люфта, центрирующие элементы крышек, полумуфты; зубчатые колёса на валы при малых нагрузках |
| H/k; K/h (напряжённые посадки) | Вероятность получения зазоров и натягов одинакова. При L < 3d зазоры не ощущаются. Обеспечивается хорошее центрирование, требуют дополнительного крепления, применяются в передачах со средними скоростями (до 15 м/с) в точных квалитетах |
 K7/h6 K7/h6 | Установка зубчатых колёс на валах редукторов, в станках и других машинах; передача крутящего момента обеспечивается шпонкой; шкивы, муфты на валах; втулка в головке шатуна тракторного двигателя, маховики и рычаги на валах; стаканы подшипников, когда предпочтителен натяг |
| H6/k5; K6/h5 | Повышенной точности. Поршневой палец в бобышках поршня, шестерни на валу точного механизма |
| H8/k7; K8/h7 | Пониженной точности. В сельскохозяйственном машиностроении, химическом и дорожном машиностроении |
| H/m; M/h | Обеспечивают преимущественно натяги. Применяются для хорошего центрирования зубчатых колёс на быстроврашаюшихся валах (св. 15 м/с) при малых нагрузках и больших длинах соединения (L > 2d),а также на концах вала. Требуется дополнительное крепление |
| H7/m6; H6/m6; H8/m7; M7/h6; M6/h5; M8/h7 | Зубчатые колёса на ватах редукторов, центрирующие штифты, тонкостенных втулок из цветных сплавов, центрирование кулачков на распределительном валу. Поршневые пальцы в бобышках поршней компрессоров, втулки фиксаторов в станочных приспособлениях |
| H/n; N/h | Наиболее вероятны натяги, в этих посадках зазора практически не возникает. Разборка соединений производится редко. Применяются в неподвижных соединениях, передающих большие усилия при наличии ударов и вибраций. Требуется дополнительное крепление |
| H7/n6; H7/n5; H8/n7; N7/h6 ; N6/h5; N8/h7 | Тяжело-нагруженные зубчатые колёса (камнедробилок, ковочных машин), бронзовые венцы червячных колёс на чугунной ступице, постоянные втулки в корпусах кондукторов, установочные пальцы и штифты, гильзы дроссельного клапана, втулки в корпусах подшипников скольжения |
| Js; js; K; k; M; m; N; n | Основные отклонения, используемые для циркуляционно-нагруженных колец шариковых подшипников при посадке их на вал или в корпус |
| Посадки с натягом | |
| H/p; P/h (легкопрессовые посадки) | Имеют минимальный гарантированный натяг. Применяются при малых крутящих моментах и осевых нагрузках, для соединения тонкостенных деталей, для центрирования тяжело-нагруженных и быстро вращающихся крупногабаритных деталей. Требуют дополнительного крепления. Аналогичны глухим посадкам дня деталей из цветных металлов. Посадочные места под подшипники качения (р5; р6или P7;P6)в нежестких конструкциях. |
 P7/h6 P7/h6 | Зубчатые колёса в токарных станках, установочные кольца, уплотнительные кольца, клапанные сёдла в гнёздах, втулки и кольца при посадке в корпус, тонкостенные втулки на валах |
| H6/p5; P6/h5; | Повышенной точности. Применяются, когда недопустимы значительные колебания натягов, в соединениях тонкостенных втулок при больших длинах |
| H/R; H/S;R/h; S/h (прессовые средние посадки) | Характерен умеренный натяг N = (0.0002…0.0006)dm. Обеспечивают передачу нагрузок средней величины без дополнительного крепления. (Сборка возможна под прессом или методом термической деформации) |
| H7/r6 (при d ≤ 80) H7/s6 (при d > 80) R7/h6; S7/h6 | Фиксаторы и упоры в приспособлениях, постоянные кондукторные втулки, зубчатые колеса на промежуточном валу в коробке передач грузового автомобиля, втулки подшипников скольжения в головке шатуна компрессора, гильза цилиндра ДВС, бронзовый венец червячного колеса на ступице |
| H/u; H/x ; H/z (прессовые тяжелые посадки) | Характеризуются большими гарантированными натягами N = (0.001… 0.002)dm. Применяются без дополнительного крепления в соединениях с тяжёлыми и динамическими нагрузками. Рекомендуется проверка на прочность (Сборка выполняется методом термической деформации и продольной запрессовки, требуется сортировка на группы и селективная сборка) |
| H7/u7; H8/u8 H8/x8; H8/z8 | Муфты на концах валов, установочные штифты в приспособлениях, пальцы эксцентриков кривошипно-шатунного механизма; металлокерамические втулки в корпусе сцепления фактора, соединения стальных деталей с деталями из пластмассы и мягких сплавов |
| Примечания: 1. В рамку заключены посадки предпочтительного применения. 2. Название посадок (вид сопряжения) соответствует системе допусков и посадок ОСТ и указано в скобках. |
При этом могут быть следующие варианты: принимается одинаковый квалитет для вала и отверстия по значению aS(N)/2, если аD = ad ≈ аS(N)/2и соответствует значению аS(N)/2по таблице 1.1; если отношение аD = ad ≈ аS(N)/2 невозможно обеспечить, то на отверстие назначается более грубый квалитет, чем на вал (отличие в квалитетах не более, чем на один), то есть aD > ad, при этом сумма аD adдолжна быть близка к расчетному значению aS(N).Часто второй вариант назначения квалитетов используется при наличии монтажа на вал подшипника качения и распорной втулки, когда посадка, как правило, будет комбинированная по квалитетам.
Например, пусть аS = 35. Тогда при aD = ad = 35/2 = 17,5 – точность отверстия и вала соответствует ≈ IT7 (а = 16). Если же на вал смонтирован подшипник, необходимо точность вала ограничить IT6(ad = 10), тогда аD = 35 –10 = 25, что соответствует точности отверстия IT8.
3) определяются отклонения отверстия и вала, образующих посадку:
– по известному номинальному размеру и квалитету основной детали (таблицы 1.1, 1.2, 1.3) определяется значение второго отклонения:
ES – для основного отверстия Н (основное отклонение EI = 0)в системе отверстия или ei – для основного вала h (основное отклонение es =0)в системе вала;
– определяются основное и второе отклонения не основной детали соединения – вала в системе отверстияили отверстия в системе вала.
4) по ГОСТ 25346–89 производится подбор стандартного поля допуска вала или отверстия по рассчитанным значения отклонений.
5) строится схема расположения полей допусков в посадке, рассчитываются и указываются на ней характеристики посадки с учетом табличных значений предельных отклонений.
6) проверяется правильность подбора посадки сравнением значений табличных предельных зазоров (натягов) с задаными:
Smax табл. ≤ Smax; Smin табл. ≈ Smin;
Nmax табл. ≈ Nmax; Nmin табл. ≥ Nmin.
Допускаемая погрешность подбора по характеристикам посадки может составлять ±10 %. Формула для определения погрешности (∆T) выхода назначенного стандартного поля допуска (Tст) за заданное (Tзад) имеет вид:
∆T = (Tзад – Tст) · 100 % / Tзад ≤ 10 %.
7) посадка записывается на сборочном чертеже условным обозначением в смешанном виде. Поля допусков (в смешанном виде) указываются на чертежах деталей.
§
Основные понятия и определения
Размерная цепь(рисунок 2.1) – совокупность взаимосвязанных линейных (или угловых) размеров, образующих замкнутый контур и определяющих собой взаимное положение деталей в механизме или поверхностей и осей в детали.
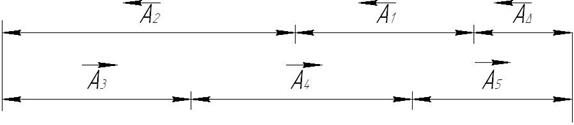
Рисунок 2.1 – Схема размерной цепи
По техническим функциям размерные цепи можно разделить на конструкторские (сборочные), технологические (операционные) и измерительные. Здесь рассматриваются только конструкторские размерные цепи.
Простейшей размерной цепью будет соединение вала с отверстием, так как эта размерная цепь содержит наименьшее число размеров – три и размеры расположены параллельно: вал – зазор (натяг) – отверстие.
Наиболее общий случай представляют пространственные размерные цепи.
Однако всякую пространственную размерную цепь путём проектирования на плоскости, а затем и на оси координат можно заменить размерными цепями с параллельно расположенными размерами.
Таким образом, решение как пространственной, так и плоской размерной цепи, в конечном итоге, сводится к решению линейной размерной цепи с параллельно расположенными размерами (звеньями).
Размерная цепь состоит из замыкающего(исходного) и составляющихразмеров (звеньев).
Замыкающий размер А∆– это размер размерной цепи, получающийся последним в результате сборки узла. В конструкторской размерной цепи замыкающим размером является либо зазор, либо натяг, либо величина смещения одной детали относительно других в процессе функционирования механизма (здесь замыкающий размер называют исходным).
Исходное звено определяет технические требования к точности изделия иправильное функционирование механизма, поэтому конструктор, прежде всего, устанавливает его допустимые отклонения.
Составляющими размерами(звеньями) размерной цепи являются размеры, изменение которых приводит к изменению размера замыкающего звена.
В зависимости от влияния составляющих размеров на замыкающий размер составляющие размеры подразделяются на увеличивающиеи уменьшающие.
Увеличивающими размераминазываются такие размеры (звенья), увеличение которых приводит к увеличению замыкающего звена.
Уменьшающими размераминазываются такие размеры (звенья), увеличение которых приводит к уменьшению замыкающего звена.
Размерные цепи, выявленные на сборочном чертеже, изображают отдельно в виде схем. Размеры, входящие в размерные цепи, обозначают буквами русского алфавита. Замыкающий (исходный) размер принято отмечать индексом ∆, а составляющие – индексами 1, 2, 3, …, п,например, А∆, Б∆и т.д. – замыкающие звенья, А1, А2 и т.д., Б1,Б2 и т.д. – составляющие звенья.
В сложных размерных цепях увеличивающие и уменьшающие звенья определяют методом замкнутого потока.
Для этого над замыкающим размером на схеме размерной цепи пунктиром ставится левонаправленнаястрелка (А∆), и вся цепь обходится против часовой стрелки, образуя замкнутый контур. Все звенья, направление стрелок над которыми совпадут с замыкающим, будут уменьшающими, а звенья с противоположно направленными стрелками – будут увеличивающими.
Задачи по размерным цепям делятся на два типа – прямыеи обратные.
К прямойотносится задача, в которой известно исходное звено и определяются номинальные размеры, допуски и предельные отклонения составляющих звеньев.
К обратнойотносится задача, в которой по известным номинальным размерам, допускам и предельным отклонениям составляющих звеньев определяется номинальный размер, допуск и предельные отклонения замыкающего звена.
Прямую задачу, как правило, решает конструктор при проектных расчетах. С помощью обратной задачи проверяется правильность решения прямой.
§
«максимум – минимум»
2.2.1.1 Составить условное безмасштабное изображение размерной цепи (схему) по заданному варианту (см. рисунок 2.1).
2.2.1.2 Пределить увеличивающие и уменьшающие размеры методом замкнутого потока, начиная обозначение всегда с простановки у замыкающего звена пунктиром левонаправленной стрелки.
2.2.1.3 Рассчитать номинальный размер А∆ замыкающего звена по формуле:
A∆ =  ·Aj
·Aj
где т – общее количество звеньев в размерной цепи, включая замыкающее;
j – порядковый номер составляющего размера (звена);
 – передаточное отношение j–го составляющего размера (звена);
– передаточное отношение j–го составляющего размера (звена);
В цепях с параллельными звеньями  = 1 для увеличивающих и
= 1 для увеличивающих и  = –1 для уменьшающих звеньев. С учётом значений
= –1 для уменьшающих звеньев. С учётом значений  формула примет вид:
формула примет вид:
A∆ = 
где п и р– количество увеличивающих и уменьшающих размеров в размерной цепи соответственно (т –1 = п р).
Стрелки над обозначением, направленные вправо, относятся к увеличивающим звеньям, направленные влево – к уменьшающим.
2.2.1.4 Рассчитать верхние ES∆ и нижние ЕI∆ предельные отклонения и допуск T∆ замыкающего размера (звена) по формулам:
ES∆ = A∆max – A∆; EI∆ = A∆min – A∆; T∆ = A∆max – A∆min = ES∆ – EI∆.
2.2.1.5 Определить средний квалитет составляющих размеров (звеньев) размерной цепи по среднему числу единиц допуска ат, приходящемуся на одно звено, исключая стандартизованные (размеры подшипников качения и т.д.), если таковые имеются, по формуле:
ат =  ,
,
где Т∆ – допуск замыкающего звена за вычетом суммы допусков стандартизованных размеров (при их наличии), мм; ij– значение единицы допуска (см. таблицу 1.1) для каждого составляющего j-гoразмера (звена), кроме стандартизированных размеров (их количество – k),мкм.
2.2.1.6 Назначить для составляющих размеров (звеньев) конкретный квалитет по расчётному значению ат. Расчетные данные занести в таблице 1.7. Значения числа единиц допуска для различных квалитетов приведены в таблице 1.1.
2.2.1.7 Квалитет для всех размеров размерной цепи (кроме стандартизованных) принимают одинаковым, если значение атоказалось достаточно близким к одному из установленных чисел единиц допуска по табл. 1.1. Если значение ат получилось промежуточным, то на часть звеньев нужно назначить ближайший более точный квалитет, а на остальные размеры – ближайший более грубый квалитет с учетом технологической сложности изготовления деталей. Более точные квалитеты назначить на простые в изготовлении детали.
2.2.1.8 Найти стандартные поля допусков по ГОСТ 25346 (см. таблицу 1.1) на составляющие размеры цепи по установленным для них квалитетам. Знаки отклонений следует указывать так, чтобы допуск по возможности был направлен «в тело» детали:
1) для размеров охватывающих (внутренних) поверхностей отклонения назначать в плюс, как для основного отверстия (H);
2) для размеров охватываемых (наружных) поверхностей отклонения назначать в минус, как для основного вала (h);
3) для остальных размеров – симметричные отклонения (±IT/2);
4) по ГОСТ 30893.1 на все размеры с общими допусками можно принять симметричные отклонения.
2.2.1.9 Определить расчётный допуск замыкающего звена (т < 5) как сумму допусков всех составляющих звеньевω∆ по формуле:
ω∆= 
и сравнить его с заданной величиной допуска T∆.
Если т> 5, то расчет необходимо выполнять теоретико–вероятностным методом с учетом коэффициента риска K = 1,0… 1,4 по формулам:
ат = 
Необходимо обеспечить ω∆ ≤ T∆. Если расхождение ω∆ и T∆ значительное, то следует сменить точность (квалитет) одного или двух размеров в размерной цепи, причем допуски на эти размеры должны остаться стандартными. В примере (таблица 2.1) у звена А1 изменен квалитет 12 на квалитет 11.
2.2.1.10 Проверить соответствие предельных отклонений размеров требованиям замыкающего звена по формулам:
ES∆=  ;
;  .
.
Для отличия заданных величин от расчётных последние должны быть помечены индексом в виде штриха (‘).
Расчётные значения предельных отклонений замыкающего размера (звена) должны удовлетворять требованию поставленной задачи ES’∆ ES∆ и ЕI’∆ЕI∆. Если условия не выполняются, то необходимо решить обратную задачу, выбрав для корректировки в качестве согласующего звена.
ES∆ и ЕI’∆ЕI∆. Если условия не выполняются, то необходимо решить обратную задачу, выбрав для корректировки в качестве согласующего звена.
Определять следует новые верхнее и нижнее предельные отклонения одного из составляющих звеньев (ESjи EIj), выбранного для корректировки в качестве согласующего звена (компенсатора). Это – самое простое в изготовлении звено (при минимальных затратах на разборку и повторную сборку): распорную втулку, буртик крышки или ступень вала и т.д.
Если согласующее звено расположено в ветви уменьшающихзвеньев, то пересчет его предельных отклонений выполнять по следующим зависимостям:
 ,
,
 .
.
Если согласующее звено расположено в ветви увеличивающихзвеньев, то пересчет его предельных отклонений выполнять так:
 ,
,

Расчет предельных отклонений компенсатора можно производить и по следующей схеме:
1) подсчитать величину несоответствия: ES’∆– ES∆или EI’∆– ЕI∆;
2) на эту величину изменить его предельные отклонения.
Изменение отклонений согласующего размера (звена) производить по рекомендациям таблицы 2.2.
Допустим, что для корректировки выбрано звено размерной цепи, являющееся уменьшающим, Аj= 8–0.15 мм. Величина несоответствия составила 0,15 мм в сторону занижения расчётного значения ES’∆по отношению к заданному ES∆. Тогда, согласно таблице 2.2, предельные отклонения согласующего размера необходимо уменьшить на 0,15 мм, т.е.  мм. Эти новые предельные отклонения соответствуют стандартному полю допуска вала
мм. Эти новые предельные отклонения соответствуют стандартному полю допуска вала  по ГОСТ 25347.
по ГОСТ 25347.
Если этого сделать не удается, то оставить не стандартные отклонения.
2.2.1.11 Результаты поэтапных и окончательных расчётов представить в табличной форме (таблица 2.1).
Таблица 2.1 – Пример заполнения таблицы поэтапных и окончательных расчётов размерной цепи по методу «максимум – минимум»
Обозначение размеровразмерной цепи,   | Номинальный размер звена, мм | Значение единицы допуска ij, мкм | Принятые значения звеньев размерной цепи | ||||
| после назначения полей допусков по расчетному значению ат | после согласования значений допусков | после согласования предельных отклонений | |||||
 | 2,2 | 100 H12( 035) | 100 H11( 022) | 100 H11( 022) | |||
 | 1,3 | 30h11(–0,13) | 30h11(–0,13) | 30h11(–0,13) | |||
 | 20–0,12 | – | 20–0,12 | 20–0,12 | 20–0,12 | ||
  | – | 0,9 – | 8h12(–0,15) – | 8h12(–0,15) – | 8b12(  ) )или 7,85h12(–0,15) | ||
| ……………………………………………………………………………………………………………………… | |||||||
 | … | … | … | … | … | ||
 | ω∆ =… | ω∆ ≤ T∆=… | А’∆= 1 ± 0,2 | ||||
| A∆ | 1 ±0,2 | А’∆=1  | А’∆= 1 ± 0,2 | ||||
| Примечания: 1 Размеры стандартизированных и замыкающего звеньев указывать с предельными отклонениями. 2 Единицу допуска определять только для размеров оригинальных деталей. | |||||||
Таблица 2.2 – Направление изменения отклонений согласовывающего размера
§
На поверхности детали после ее обработки остаются следы от кромок режущего инструмента в виде неровностей и гребешков, близко расположенных друг от друга. Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, выделенная на базовой длине (L). Шероховатость поверхностей влияет на эксплуатационные свойства деталей машин и механизмов. В подвижных посадках за счет износа поверхностей увеличивается зазор. В соединениях с натягом ослабляется прочность соединения и величина натяга за счет смятия гребешков. Шероховатость влияет на герметичность соединения, коррозионную стойкость, усталостную прочность и другие качественные показатели изделия.
Для нормирования шероховатости поверхностей по ГОСТ 2789 установлено (рисунок 3.1) шесть параметров: три высотных (Ra; Rz; Rmax), два шаговых (Sm; S)и параметр относительной опорной длины профиля (tp).
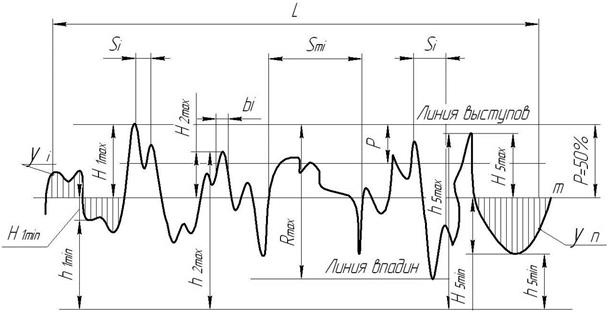
Рисунок 3.1 – Профилограмма шероховатости поверхности
Характеристика параметров шероховатости:
Ra – среднее арифметическое отклонение профиля, мкм:
 ,
,
где уi – расстояние между любой точкой профиля и средней линией т, средняя линия имеет форму номинального профиля и проводится так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально;
п – количество рассматриваемых точек профиля на базовой длине L;
Rz – высота неровностей профиля по 10–ти точкам, мкм:

где Himax, Himin– высота наибольшего выступа и глубина наибольшей впадины, мкм;
Rmax – наибольшая высота профиля – расстояние между линией выступов и линией впадин, мкм;
Sm – средний шаг неровностей профиля по средней линии, мкм:

S – средний шаг местных выступов профиля, мкм:
где n–количество шагов в пределах базовой длины;
tp– относительная опорная длина профиля:
где р – уровень сечения профиля в % – это расстояние между линией выступов и линией пересекающей профиль, эквидистантно линии выступов, за 100 % принимается Rmax;
bi – длина отрезка, отсекаемая на заданном уровне в материале, мм;
L – базовая длина, мм.
Направления неровностей обработки зависят от метода и технологии изготовления, влияют на работоспособность, износостойкость и долговечность изделия. Условные обозначения направления неровностей (см. таблицу 3.1) указывают на чертеже при необходимости.
Таблица 3.1 – Условное обозначение направлений неровностей
Нормирование шероховатости поверхности по ГОСТ 2789 выполнено с учетом международных стандартов.
Выбор параметров производится с учетом эксплуатационных свойств поверхности. Предпочтительным принят параметр Ra – среднее арифметическое отклонение профиля, так как он определяет шероховатость по всем точкам профиля. Средняя высота неровностей по 10 точкам Rz используется в тех случаях, когда нельзя измерить Ra на приборах типа профилометр путем ощупывания поверхности алмазной иглой. Шаговые параметры влияют на виброустойчивость, сопротивление в волноводах и электропроводность в электротехнических деталях. Параметр tpнеобходимо учитывать при высоких требованиях к контактной жесткости и герметичности.
В ГОСТ 2789–59 предусматривалось 14 классов шероховатости в порядке уменьшения значений параметров. В сравнительной таблице 3.2 даны соотношения между классами шероховатости и другими высотными параметрами. С 1983 года для всех классов введен ряд значений Ra предпочтительного применения по 1-му варианту.
Таблица 3.2 – Значения высотных показателей шероховатости поверхности
| Обозначение класса шероховатости поверхности по ГОСТ 2789–59 | Значения параметров в мкм по ГОСТ 2789–73 | Базовая длина l,мм | |||
| Ra | Rz | ||||
| Вариант 1 | Вариант 2 | Вариант 3 | |||
 1 1 | 8,0 | ||||
| 2 | |||||
| 3 | 12,5 | ||||
| 4 | 6,3 | 12,5 | 2,5 | ||
| 5 | 3,2 | 6,3 | |||
| 6 | 1,6 | 2,5 | 3,2 | 0,8 | |
| 7 | 0,8 | 1,25 | 1,6 | 6,3 | |
| 8 | 0,4 | 0,63 | 0,8 | 3,2 | |
| 9 | 0,2 | 0,32 | 0,4 | 1,6 | 0,25 |
| 10 | 0,1 | 0,16 | 0,2 | 0,8 | |
| 11 | 0,05 | 0,08 | 0,1 | 0,4 | |
| 12 | 0,025 | 0,04 | 0,05 | 0,2 | |
| 13 | 0,012 | 0,02 | 0,025 | 0,1 | 0,08 |
| 14 | 0,006 | 0,01 | 0,012 | 0,05 | |
| Примечания: 1 Нормирование Ra по варианту 1 является предпочтительным. 2 Значения Ra по варианту 3 и Rz полностью соответствуют верхнему пределу класса. |
Таблица 3.3 – Рекомендации по выбору параметров шероховатости поверхности – Ra, мкм, в зависимости от эксплуатационных требований
| Характеристика поверхности | Эксплуатационные требования | |||||||||||||||||||||||||||||||
| Посадки с натягом | Квалитет | Поверхности детали | Номинальный размер, мм | |||||||||||||||||||||||||||||
| До 50 | Свыше 50 до 120 | Свыше120до500 | ||||||||||||||||||||||||||||||
| а) Сборка под прессом (силовым методом) | Вал | 0,1–0,2 | 0,4 | 0,4 | ||||||||||||||||||||||||||||
| Отверстие | 0,2–0,4 | 0,8 | 0,8 | |||||||||||||||||||||||||||||
| 6–7 | Вал | 0,4 | 0,8 | 1,6 | ||||||||||||||||||||||||||||
| Отверстие | 0,8 | 1,6 | 1,6 | |||||||||||||||||||||||||||||
| Вал | 0,8 | 0,8–1,6 | 1,6–3,2 | |||||||||||||||||||||||||||||
| Отверстие | 1,6 | 1,6–3,2 | 1,6–3,2 | |||||||||||||||||||||||||||||
| б) Сборка терми ческим методом | 6–7 | Вал | 1,6 | |||||||||||||||||||||||||||||
| Отверстие | 1,6–3,2 | |||||||||||||||||||||||||||||||
| Посадки с зазором | Вал | 0,2 | 0,4 | |||||||||||||||||||||||||||||
| Отверстие | 0,4 | 0,8 | ||||||||||||||||||||||||||||||
| Вал | 0,4 | 0,8 | ||||||||||||||||||||||||||||||
| Отверстие | 0,4–0,8 | 0,8–1,6 | ||||||||||||||||||||||||||||||
| Вал | 0,4–0,8 | 0,8–1,6 | ||||||||||||||||||||||||||||||
| Отверстие | 0,8 | 1,6 | ||||||||||||||||||||||||||||||
| Вал | 0,8 | 1,6 | ||||||||||||||||||||||||||||||
| Отверстие | 0,8–1,6 | 1,6–3,2 | ||||||||||||||||||||||||||||||
| 9–10 | Вал | 1,6 | 3,2 | |||||||||||||||||||||||||||||
| Отверстие | 1,6–3,2 | 3,2–6,3 | ||||||||||||||||||||||||||||||
| 11–12 | Вал | 3,2 | 6,3 | |||||||||||||||||||||||||||||
| Отверстие | 3.2–6.3 | 6,3–12,5 | ||||||||||||||||||||||||||||||
| Селективная (групповая)сборка | Поверхность | Допуск сортировочной группы, мкм | ||||||||||||||||||||||||||||||
| 2,5 | ||||||||||||||||||||||||||||||||
| Вал | 0,1 | 0,2 | 0,4 | 0,8 | ||||||||||||||||||||||||||||
| Отверстие | 0,2 | 0,4 | 0,8 | 1,6 | ||||||||||||||||||||||||||||
| Переходные посадки с точным центрированием | Поверхность | Допуск радиального биения, мкм | ||||||||||||||||||||||||||||||
| 2,5 | ||||||||||||||||||||||||||||||||
| Вал | 0,05 | 0,1 | 0,1 | 0,2 | 0,4 | 0,8 | ||||||||||||||||||||||||||
| Отверстие | 0,1 | 0,2 | 0,2 | 0,4 | 0,8 | 1,6 | ||||||||||||||||||||||||||
| Поверхности под подшипники качения | Номинальныйдиаметр | Поверхность детали | Класс точности подшипника | |||||||||||||||||||||||||||||
| 6; 5 | ||||||||||||||||||||||||||||||||
| До 80 | Вал | 0,8(1,25) | 0,4(0,63) | 0,2(0,32) | 0,1(0,16) | |||||||||||||||||||||||||||
| Отверстие в корпусе | 0,4(0,63) | 0,2(0,32) | ||||||||||||||||||||||||||||||
| Торцы заплечников | 1,6(2,5) | 0,8(1,25) | 0,4(0,63) | |||||||||||||||||||||||||||||
| Свыше 80 до500 | Вал | 1,6(2.5) | 0,8(1,25) | 0.4(0,63) | 0,2(0,32) | |||||||||||||||||||||||||||
| Отверстие в корпусе | 0,8(1,25) | 0,4(0,63) | ||||||||||||||||||||||||||||||
| Торцы заплечников | 1,6(2,5) | 0,4(0,63) | ||||||||||||||||||||||||||||||
| Поверхности под подшипники скольжения | Поверхность | Квалитет допуска размера | ||||||||||||||||||||||||||||||
| 6–9 | 10–12 | |||||||||||||||||||||||||||||||
| Вал | 0,4–0,8 | 0,8–3,2 | ||||||||||||||||||||||||||||||
| Отверстие | 0,8–1,6 | 1,6–3,2 | ||||||||||||||||||||||||||||||
| Поверхности под уплотнения | Вид уплотнения | Скорость вращения, м/с | ||||||||||||||||||||||||||||||
| До3 | Св. 3 до 5 | Св. 5 | ||||||||||||||||||||||||||||||
| Резиновое | 0,8–1,6 полировать | 0,4–0,8 полировать | 0,2–0,4 полировать | |||||||||||||||||||||||||||||
| Войлочное | 0,8–1,6 полировать | 0,8–1,6 полировать | – | |||||||||||||||||||||||||||||
| Лабиринтное | 3,2–6,3 | 3,2–6,3 | – | |||||||||||||||||||||||||||||
| Соединения с призматическими и сегментными шпонками | Вид соединения | Поверхности | Шпонка | Паз вала | Паз втулки | |||||||||||||||||||||||||||
| Неподвижное | Рабочая | 3,2 | 1,6–3,2 | 1,6–3.2 | ||||||||||||||||||||||||||||
| Нерабочая | 6,3–12,5 | |||||||||||||||||||||||||||||||
| С направляющей шпонкой | Рабочая | 1,6–3,2 | ||||||||||||||||||||||||||||||
| Нерабочая | 6,3–12,5 | |||||||||||||||||||||||||||||||
| Зубчатые и червячные передачи | Степень точности | |||||||||||||||||||||||||||||||
| Поверхности | ||||||||||||||||||||||||||||||||
| Профиль зубьев | 0,2–0,4 | 0,4 | 0,4–0,8 | 1,6 | 3,2 | 6,3 | ||||||||||||||||||||||||||
| Профиль витка червяка | 0,2 | 0,4 | 0,4–0,8 | 0,8–1,6 | 1,6–3,2 | – | ||||||||||||||||||||||||||
| Диаметр выступов | 3,2–12,5 | |||||||||||||||||||||||||||||||
| Резьбовые соединения | Назначение резьбы | Степень точности | ||||||||||||||||||||||||||||||
| 4; 5 | 6; 7 | 8; 9 | ||||||||||||||||||||||||||||||
| Крепежная | 1,6 | 3,2 | 3,2–6,3 | |||||||||||||||||||||||||||||
| Ходовой винт | – | 0,4 | 0,8 | |||||||||||||||||||||||||||||
| Гайка под ходовой винт | – | 0,8 | 1,6 | |||||||||||||||||||||||||||||
| Шлицевые соединения | Характер соединения | Поверхности | Зуб вала | Впадина отверстия | ||||||||||||||||||||||||||||
| Центрирующие | Нецентрирующие | |||||||||||||||||||||||||||||||
| Вал | Отверстие | Вал | Отверстие | |||||||||||||||||||||||||||||
| Подвижное | 0,4–0,8 | 0,8–1,6 | 1,6–3,2 | 3,2 | 0,4–0,8 | 0,8–1,6 | ||||||||||||||||||||||||||
| Неподвижное | 0,4–0,8 | 0,8–1,6 | 1,6–6,3 | 3,2–6,3 | 1,6–3,2 | 1,6–3,2 | ||||||||||||||||||||||||||
| Нерабочие поверхности валов, осей. Открытые свободные поверхности втулок, кронштейнов, ступиц и т.д. | 6,3–12,5 | |||||||||||||||||||||||||||||||
| Нерабочие поверхности зубчатых колес (диаметр впадин). Канавки, фаски, выточки закругления у всех видов деталей. Поверхности головок болтов, винтов, гаек | 3,2–12,5 | |||||||||||||||||||||||||||||||
| Кромки деталей под сварные швы | 50–100 | |||||||||||||||||||||||||||||||
| свободные поверхности органов управления (рукоятки, маховики и т.д.) | 0,4–1,6 | |||||||||||||||||||||||||||||||
Таблица 3.4 – Экономическая точность механической обработки
| Квалитет | Степень точности при L ≤ 2d | Шероховатость поверхности Ra. мкм | Метод числовой обработки | ||||
| Относительная геометрическая точность | Формы цилиндрической поверхности | Формы плоской поверхности | Радиального и торцового биения | ||||
| АВС | 0,2 – 0,4 | Доводка | |||||
| 0,1 –0,2 | Суперфиниш | ||||||
| (2) | (3) | 0,05–0,1 | Хонингование | ||||
| АВС | 0,4– 1,6 | Алмазное выглаживание | |||||
| 0,2 – 0,8 | Тонкое точение | ||||||
| (3) | (4) | 0,1 –0,2 | Чистовое шлифование | ||||
| АВС | 0,8–3.2 | Чистовое шлифование Тонкое точение Тонкое растачивание Шабрение Выглаживание | |||||
| 0,4 –0,8 | |||||||
| (4) | 0,2 – 0,4 | ||||||
| АВС | 0,8–3,2 | ||||||
| 0,4 – 0,8 | |||||||
| 0,2 – 0,4 | |||||||
| АВС | 3,2 –6,3 | Шлифование Развертывание Чистовое точение, растачивание Фрезерование Строгание Протягивание Шабрение | |||||
| 1,6–3,2 | |||||||
| 0,8– 1,6 | |||||||
| АВС | 3,2 – 6,3 | ||||||
| 1,6–3,2 | |||||||
| 0,8–1,6 | |||||||
| АВС | 6,3–12.5 | Строгание Протягивание Сверление Точение Зенкерование Фрезерование | |||||
| 3,2 –6,3 | |||||||
| 1,6–3,2 | |||||||
| АВ | 9– 10 | 12,5–25 | |||||
| 6,3– 12,5 | |||||||
| Примечание:В скобках указаны труднополучаемые степени точности | |||||||
Определение значений параметров шероховатости может быть выполнено методом подобия и расчетным методом. Примеры выбора числовых значении Ra в зависимости от вида соединения даны в таблице 3.3. Метод подобия ориентируется на экономическую точность, которая устанавливает зависимость шероховатости и формы поверхности от допуска размера и применяемого отделочного метода обработки (см. таблицу 3.4).
Минимальные требования к шероховатости поверхности в зависимости от допусков размера и формы даны в таблице 3.5.
Таблица 3.5 – Минимальные требования к шероховатости поверхности в зависимости от допуска размера и формы поверхности
| Квалитет допуска размера | Допуск формы в % от допуска размера | Номинальные размеры, мм | |||
| До 18 | Свыше 18 до 50 | Свыше 50 до 120 | Свыше 120 до 500 | ||
| Значение Ra, мкм, не более | |||||
| 0,4 | 0,8 | 1,6 | 1,6 | ||
| 0,2 | 0,4 | 0,8 | 0,8 | ||
| 0,1 | 0,2 | 0,4 | 0,4 | ||
| 0,8 | 1,6 | 3,2 | 3,2 | ||
| 0,4 | 0,8 | 0,8 | 1,6 | ||
| 0,2 | 0,4 | 0,4 | 0,8 | ||
| 1,6 | 3,2 | 3,2 | 3,2 | ||
| 0,8 | 1,6 | 1,6 | 3,2 | ||
| 0,4 | 0,8 | 0,8 | 1,6 | ||
| 1,6 | 3,2 | 3,2 | 3,2 | ||
| 0,8 | 1,6 | 3,2 | 3,2 | ||
| 0,4 | 0,8 | 1,6 | 1,6 | ||
| 100 и 60 | 3,2 | 3,2 | 6,3 | 6,3 | |
| 1,6 | 3,2 | 3,2 | 6,3 | ||
| 0,8 | 1,6 | 1,6 | 3,2 | ||
| 100 и 60 | 3.2 | 6.3 | 6,3 | 6,3 | |
| 1,6 | 3,2 | 3.2 | 6,3 | ||
| 0,8 | 1,6 | 1,6 | 3,2 | ||
| 100 и 60 | 6,3 | 6,3 | 12,5 | 12,5 | |
| 3,2 | 3,2 | 6,3 | 6,3 | ||
| 1,6 | 1,6 | 3,2 | 3,2 | ||
| 12 и 13 | 100 и 60 | 12,5 | 12,5 | ||
| 6,3 | 6,3 | 12,5 | 12,5 | ||
| 14 и 15 | 100 и 60 | 12,5 | |||
| 12,5 | 12,5 | ||||
| 16 и 17 | 100 и 60 | ||||
При расчетном методе определяется коэффициент шероховатости Кrв зависимости от уровня относительной геометрической точности (см. таблицу 3.11):
Ra = КrT,
где Т – допуск на размер, ограничивающий данную поверхность (Td; TD).Расчетное значение округлить в сторону уменьшения до величин таблицы 3.2., вариант 1.
Соотношение между Ra и Rz колеблется в пределах от 4 до 7 раз, Rz больше, чем Ra.
Контроль шероховатости может быть выполнен контактным методом (профилометром, профилографом) и бесконтактным на приборах теневого и; светового сечения. Раковины, рыхлоты, царапины и другие поверхностные дефекты в оценку шероховатости не включаются. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
В цеховых условиях оценку шероховатости выполняют методом сличения, путем сравнения с образцами шероховатости, которые должны быть из одноименной группы материала (сталь для стальных деталей, чугун – для чугунных и т.д.), с соответствующим методом обработки (точения, шлифования и т.д.) и соответствующей формой поверхности (выпуклые для валов, вогнутые для отверстий, плоские для плоскостей).
Указание требований к шероховатости поверхностей производится на чертежах согласно ЕСКД по ГОСТ 2.309. Обозначение шероховатости состоит из условного значка и числовых значений:
 – основной знак, когда метод обработки поверхности чертежомне регламентируется;
– основной знак, когда метод обработки поверхности чертежомне регламентируется;
 – знак, соответствующий поверхности, полученной удалением слоя металла (точением, сверлением, фрезерованием, шлифованием и т.д.);
– знак, соответствующий поверхности, полученной удалением слоя металла (точением, сверлением, фрезерованием, шлифованием и т.д.);
 –знак, соответствующий поверхности в состоянии поставки, без удаления слоя металла (литье, штамповка, поковка и т.д.).
–знак, соответствующий поверхности в состоянии поставки, без удаления слоя металла (литье, штамповка, поковка и т.д.).
До 2005г. требовалось указывать символ и числовые значения в растворе знака, символ Ra не указывался на чертеже, остальные символы должны быт записаны перед числовым значением, в мкм.
Например:  означает Ra = 1,6мкм, Rz = 40мкм, Ra = 12,5 мкм.
означает Ra = 1,6мкм, Rz = 40мкм, Ra = 12,5 мкм.
Согласно изменениям, внесенным в межгосударственный стандарт ГОСТ 2.309–73 «ЕСКД. Обозначения шероховатости поверхностей», указанные примеры должны быть записаны в следующем виде:

Изменения № 3 к ГОСТ 2.309–73, которые вступили в силу с 01.01 05г., следующие:
– обязательно указывать символ Ra перед его числовым значением;
– все параметры записывать под полочкой. Также под полочкой знака могут быть указаны: условные обозначения неровностей; базовая длина (если отличается от стандартной) и все параметры шероховатости по строчкам, начиная с Ra (или Rz),далее шаговые и далее tp;
– над полочкой указывают способ обработки и другие дополнительные требования (например, полировать);
– заменить указанное обозначение  на
на 
– ввести новый знак направления неровностей:  – для поверхностей, полученных методом порошковой металлургии путем спекания;
– для поверхностей, полученных методом порошковой металлургии путем спекания;
– допускается указывать требования к шероховатости поверхности на прямоугольной рамке (расположенной горизонтально), содержащей допуск формы поверхности.
§
Основные понятия
Вследствие целого ряда причин при изготовлении геометрическая форма деталей не выдерживается. Поверхности также должны правильно располагаться одна относительно другой, однако они имеют погрешности взаимного расположения. Все эти погрешности (также как шероховатость поверхностей) влияют на эксплуатационные (износ, шум, прочность, герметичность и т.д.) и на технологические (трудоемкость обработки, сборки, контроля, себестоимость) показатели. Поэтому отклонения формы и расположения поверхностей должны быть ограничены допусками.
Термины и определения, относящиеся к допускам формы и расположения, даны в ГОСТ 24642.
Отклонением формыназывается отклонение формы реальной поверхности или профиля от формы номинальной поверхности или профиля (рисунок 3.2).
Номинальная поверхность– это идеальная поверхность, форма которой задана чертежом или другой технической документацией.
Реальная поверхность– это поверхность, ограничивающая тело и отделяющая его от окружающей среды. Отклонения формы оцениваются по всей поверхности (по всему профилю) или на нормируемом участке, если заданы площадь, длина или угол сектора, а в необходимых случаях и расположение его на поверхности. Если расположение участка не задано, то его считают любым впределах всей поверхности или профиля.
Отсчет отклонений формы поверхности производится по нормали к прилегающей поверхности как наибольшее расстояние от точек реальной поверхности до прилегающей, которая рассматривается как номинальная.
Прилегающая поверхность– поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от неё наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение. Отклонения формы профиля оцениваются аналогично – от прилегающей линии.
Допуск формы– это наибольшее допускаемое значение отклонения формы.
Допуски формы могут быть:
– комплексными (плоскостность, цилиндричность, круглость, допуск формы заданного профиля)
– элементарными (выпуклость, вогнутость, овальность, огранка, конусообразность, седлообразность, бочкообразность).
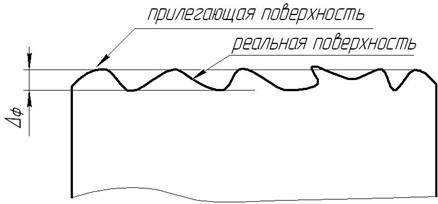
Рисунок 3.2 – Схема к определению отклонения формы поверхности
Отклонением расположенияназывается отклонение реального расположения рассматриваемого элемента от его номинального расположения.
Элемент– это обобщенный термин, под которым понимают поверхность, линию или точку. Расположение рассматриваемого элемента определяется относительно базы. От базы на чертеже задаются координирующие размеры рассматриваемых элементов. Базами могут быть плоскости, цилиндрические поверхности, оси, совокупность поверхностей.
При нормировании и измерении допусков расположения поверхностей погрешности их формы не учитываются.
Суммарный допуск формы и расположенияявляется результатом совместного проявления отклонений формы и расположения рассматриваемого элемента относительно заданных баз.
Виды допусков формы и расположения поверхностей, примеры обозначения на чертежах даны в таблицах 3.6, 3.7 и 3.8.
Таблица 3.6 – Виды допусков формы и примеры их условных обозначений по ГОСТ 2.308
Таблица 3.7 – Виды допусков расположения и примерных условных обозначений по ГОСТ 2.308
Таблица 3.8 – Суммарные допуски формы и расположения поверхностей и примеры их условных обозначений по ГОСТ 2.308
Таблица 3.9 – Допуски цилиндричности, круглости, профиля продольного сечения, соосности, симметричности, пересечения осей и радиального биения ГОСТ 24643
| Интервалы размеров.мм (диаметр) | Степени точности для  | |||||||||||||||
| мкм | мм | |||||||||||||||
| До3 | 0.8 | 1,2 | 0,3 | 0,5 | 0,8 | |||||||||||
| Свыше 3 до 10 | 1,6 | 2.5 | 0,4 | 0,6 | 1,0 | |||||||||||
| 10 – 18 | 1,2 | 0,5 | 0,8 | 1,2 | ||||||||||||
| 18 – 30 | 1,6 | 2,5 | 0,6 | 1,0 | 1,6 | |||||||||||
| 30 – 50 | 0,8 | 1,2 | 2,0 | |||||||||||||
| 50 – 120 | 2,5 | 1,0 | 1,6 | 2,5 | ||||||||||||
| 120 – 250 | 1,2 | 2,0 | 3,0 | |||||||||||||
| 250 – 400 | 1,6 | 2,5 | 4,0 | |||||||||||||
| 400 – 630 | 2,0 | 3,0 | 5,0 | |||||||||||||
| 630 – 1000 | 2,5 | 4,0 | 6,0 | |||||||||||||
| 1000 – 1600 | 3,0 | 5,0 | 8,0 | |||||||||||||
| 1600 – 2500 | 4,0 | 6,0 | 10,0 | |||||||||||||
| | Степени точности  в диаметральном выражении в диаметральном выражениии для радиального биения  |
Таблица 3.10 –Допуски плоскостности, прямолинейности, параллельности, перпендикулярности, наклона и торцового биения по ГОСТ 24643
| Интервалы размеров,мм (длина) | Степени точности для  | ||||||||||||||
| мкм | мм | ||||||||||||||
| До 10 | 0,6 | 1,6 | 2,5 | 0,1 | 0,16 | 0,25 | 0,4 | ||||||||
| Свыше 10 до 16 | 0,8 | 1,2 | 0,12 | 0,2 | 0,3 | 0,5 | |||||||||
| 16 – 25 | 1,6 | 2,5 | 0,16 | 0,25 | 0,4 | 0,6 | |||||||||
| 25 – 40 | 1,2 | 0,2 | 0,3 | 0,5 | 0,8 | ||||||||||
| 40 – 63 | 1.6 | 2.5 | 0,25 | 0,4 | 0,6 | 1,0 | |||||||||
| 63 – 100 | 0,3 | 0,5 | 0,8 | 1.2 | |||||||||||
| 100 – 160 | 2,5 | 0,4 | 0,6 | 1,0 | 1.6 | ||||||||||
| 160 – 250 | 0,5 | 0,8 | 1,2 | 2,0 | |||||||||||
| 250 – 400 | 0,6 | 1,0 | 1,6 | 2,5 | |||||||||||
| 400 – 630 | 0,8 | 1,2 | 2,0 | 3,0 | |||||||||||
| 630 – 1000 | 1,0 | 1,6 | 2,5 | 4,0 | |||||||||||
| 1000 – 1600 | 1,2 | 2,0 | 3,0 | 5,0 | |||||||||||
| 1600 – 2500 | 1,6 | 2,5 | 4,0 | 6,0 | |||||||||||
| 2500 – 4000 | 2,0 | 3,0 | 5,0 | 8,0 | |||||||||||
| 4000 – 6300 | 2,5 | 4,0 | 6,0 | 10,0 | |||||||||||
| 6300 – 10000 | 3.0 | 5,0 | 8,0 | 12,0 | |||||||||||
Степени точности для  (торцовое биение) (торцовое биение) | |||||||||||||||
| Примечание :Для торцового биения за номинальный размер принимать радиус рассматриваемого торца |
.
§
Для каждого вида допуска установлено 16 степеней точности в порядке возрастания величины допуска по ГОСТ 24643. Числовые значения допусков формы и расположения цилиндрических деталей даны в таблице 3.9, а для плоских деталей в таблице 3.10. Для плоских деталей длина поверхности детали принята за номинальный размер, так как допуск формы зависит от длины поверхности детали.
При установлении соотношения между допуском размера и допуском формы для цилиндрических деталей принят диаметр рассматриваемой поверхности, а для плоских деталей – допуск на толщину детали, так как наибольшая погрешность равна этому допуску (100 %).
Для цилиндрических деталей допуск формы задан в радиусном выражении, поэтому наибольшая погрешность формы принята равной 50 % от допуска на; диаметр.
Числовые значения допусков формы поверхности могут быть определены расчетным методом и методом подобия.
Расчетный метод основан на соотношении допусков размеров с допусками формы и шероховатостью поверхности.
Для деталей жесткой конструкции (L ≤ 2d)по соотношению допусков размера (Т) и формы (Тф) установлены три уровня относительной геометрической точности:
А – нормальный, используемый для поверхностей без особых требований к точности формы при низкой скорости вращения или перемещения; нормальная относительная геометрическая точность применяется наиболее часто в машиностроении;
В – повышенный, используемый для поверхностей, работающих при средних нагрузках и скоростях до 1500 об/мин, при оговоренных требованиях к плавности хода и герметичности уплотнений. Примеры применения: коренные шейки коленчатого вала и шейки распределительного вала, в подшипниках автомобильных двигателей; поверхности, образующие соединения с натягом или по переходным посадкам при воздействии больших скоростей и нагрузок, при наличии ударов и вибраций;
С – высокий, рекомендуемый для поверхностей в подвижных соединения при высоких нагрузках и скоростях свыше 1500 об/мин, при высоких требованиях к плавности хода, герметичности уплотнения и при необходимости трения малой величины. Примеры применения: приводной вал в подшипниках круглошлифовальных станков, впускные клапаны в направляющих автомобильного двигателя; поверхности в соединениях с натягом и при переходных посадках при высоких требованиях к точности центрирования, прочности соединения в условиях воздействия больших нагрузок, ударов и вибраций.
Допуски формы и расположения по особо высокой геометрической точности могут назначаться для рабочих поверхностей измерительных инструментов и приборов (например, поверхности наконечников микрометров, плоскости концевых мер длины; поверхностей деталей, сортируемых на размерные группы, в этом случае суммарный допуск формы и расположения поверхностей может быть равен или меньше допуска размерной группы).
Расчет допусков формы и шероховатости поверхности производится с учетом коэффициентов (таблица 2.11) формы (Кф) и шероховатости (Кr) по следующим зависимостям: Тф = КфТ; Ra = КrT
Для деталей значительной длины (L/2d >1) допуски формы рассчитываются с учетом коэффициента жесткости КЖ = L/2d по формуле:
Тф = КфКжТ
Расчетные величины допуска округляются по ГОСТ 24643 до табличных значений (см. таблицы 3.9 и 3.10) и затем указываются на чертеже.
Таблица 3.11 –Значения коэффициентов Кф и Кr
| Уровень относительной геометрической точности | Значение коэффициента Кф | Значение коэффициента Кr | |
| цилиндрические поверхности | плоские поверхности | ||
| АВС | 0,3 0,2 0,12 | 0,6 0,4 0,25 | 0,05 0,025 0,012 |
Метод подобия применяется при известном квалитете точности размера рассматриваемой поверхности. Определяется степень точности формы поверхности по условиям экономической точности для жесткой конструкции (см. таблицу 3.4). Затем степень точности снижается на одну, если L/d от 2 до 5; на две степени точности грубее, если L/d >5.Значение допуска находят по таблице 3.9 Для цилиндрических поверхностей или по таблице 3.10 для плоских поверхностей.
Технологически на обработанной поверхности кроме шероховатости может быть волнистость, которая обусловлена вибрацией во время резания.
Волнистость – это периодически повторяющиеся неровности, у которых шаг больше базовой длины для шероховатости поверхности. Волнистость занимает промежуточное положение между шероховатостью (L/Н > 50) и отклонением формы (L/H >1000), т.е. находится в интервале 1000 ≥ L/H ≥50.
Волнистость влияет на надежность работы изделий. Контроль волнистости осуществляется профилометрами при использовании наконечников с большим радиусом (R < 1 мкм) закругления (исключить шероховатость) или на кругломерах, когда на отклонение формы накладывается волнистость
§
Выбор вида допуска расположениязависит от конструктивных особенностей детали (ее геометрической формы) и от функционального назначения. Указанные на чертеже допуски расположения подлежат обязательному контролю, поэтому для неответственных поверхностей допуск расположения может быть отнесен к разряду общих (неуказанных) допусков.
У корпусных деталей (станина, плита, корпус и т. д.) необходимо обратите внимание на расположение плоских поверхностей и отверстий.
Для плоских поверхностей с номинальным углом между ними 90° задается допуск перпендикулярности, если номинальный угол 180°, то – допуск параллельности, при других значениях угла – допуск наклона. Допуск симметричности используется для поверхностей, имеющих симметричное расположение элементов (отверстий, плоскостей, пазов и т. д.) относительно общей оси.
Для отверстий под крепеж задается допуск позиционный или предельные отклонения межосевых расстояний. Позиционное отклонение – это комплексное указание положения элементов детали (смещение центра отверстия в различных направлениях).
Для отверстий в разных плоскостях задается допуск параллельности или пересечения осей. Для отверстий на общей оси (смежное или разнесенное расположение) задается допуск соосности.
Для деталей типа тела вращения (валы, втулки, зубчатые колеса, диски, гильзы, цилиндры и т. д.) назначаются следующие виды допусков: допуск соосности поверхностей вращения, который учитывает параллельное и угловое смещение осей рассматриваемых поверхностей; допуск радиального биения, который может быть задан в виде полного радиального биения или в виде радиального биения в заданном направлении.
Допуски соосности (рисунок 3.3) могут быть вписанными (для втулок, цилиндров), смежными (для ступенчатых валов и отверстий) и разнесенными (шейки вала под подшипники, отверстия в разных стенках корпуса).
Для деталей, не имеющих вращательного движения (корпуса, стойки и т. д.), целесообразно задавать допуск соосности, что обеспечивается технологией изготовления (одновременная обработка наружных и внутренних поверхностей, расточка смежных или разнесенных отверстий резцами, расположенными на обшей борштанге). Для деталей, имеющих вращательное движение (валы, гильзы, зубчатые колеса и т.д.) целесообразно задавать суммарные допуски радиального или торцового биения, которые наиболее полно характеризуют эксплуатационные свойства деталей. Допуск радиального биения будет влиять на величину зазора в соединении.
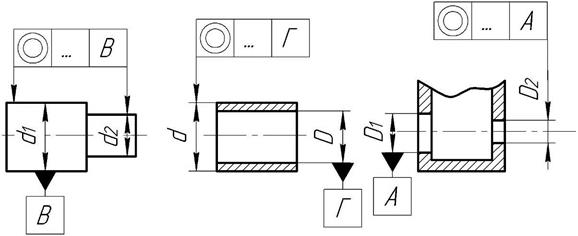
а) б) в)
Рисунок 3.3 – Возможные виды отклонений от соосности:
а – смежное (база – более точная поверхность); б – вписанное (база – более точная поверхность, чаще отверстие); в – разнесенное (база – общая ось или более точная поверхность)
Радиальное биение – это разность наибольших и наименьших расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси. Часто используют понятие «эксцентриситет», когда ось вращения детали не совпадает с геометрической осью этой детали. Радиальное биение выявляет удвоенный эксцентриситет. «Центрирование» означает совпадение оси одной детали с осью второй детали в соединении.
Полное радиальное биение задается для достаточно длинных цилиндрических поверхностей (L > 2d),т. е. оно включает допуск формы (цилиндричность), а также допуск расположения (соосность). Контроль такого параметра необходимо выполнять в нескольких сечениях, перпендикулярных оси, по показаниям приборов при вращении вала, установленного в центрах или на призмах. Радиальное биение в заданном направлении указывается для узких поверхностей при L < 0,5d (диски, заплечики вала или отверстия корпуса для установки подшипников и т. д.), а также для поверхностей, образующие которых непрямолинейны (поверхности сложного профиля разных видов кулачков).
Полное торцовое биение является результатом суммарного проявления отклонения от плоскостности реальной поверхности (формы поверхности) и от ее перпендикулярности относительно базовой оси. Торцовое биение в заданном направлении или полное торцовое биение назначается аналогично радиальному (см. таблицу 3.8).
Допуски наклона, параллельности и перпендикулярности при одном и том же угловом смещении имеют разное значение в линейном выражении на разных участках по длине детали.
Погрешность угла в 2″ дает отклонение в 1 мкм на длине 100 мм.
Выбор базовой поверхности (базы) определяется назначением детали и ее геометрической формой. Различают следующие виды баз: эксплуатационные (определяющие положение детали в машине, механизме); конструкторские (заданные на чертеже); технологические (используемые для установки деталей в процессе обработки); измерительные (используемые для установки детали в операциях контроля, измерения). С целью уменьшения погрешности установки (базирования) целесообразно соблюдать принцип единства баз, т.е. эксплуатационную базу принимать как конструкторскую, технологическую и измерительную. Например, отверстие в зубчатом колесе является эксплуатационной базой, его необходимо принять за конструкторскую, технологическую и измерительную базы. В корпусных деталях используется комплект баз: установочная (лишает деталь 3-х степеней свободы), направляющая (2-х степеней), опорная (1-й степени).
При выборе реальной поверхности в качестве базовой необходимо учитывать следующее:
– поверхность должна быть достаточной протяженности, позволяющей разнести точки установочной базы для удобства установки на нее;
– точность обработки должна быть выше (или равна) точности обработки; контролируемой поверхности (более точный квалитет, меньше шероховатость поверхности, оговорены требования к допуску формы поверхности).
При задании допусков наклона, параллельности, перпендикулярности за базу целесообразно принимать поверхность основания корпусной детали.
При выборе конструкторской базы для допусков симметричности и радиального биения могут быть следующие варианты в зависимости от эксплуатационной базы:
– для вписанного или смежного расположения поверхностей за базу принимается поверхность (или ее ось), по которой выполняется более точное центрирование (посадка с натягом, переходная посадка или с наименьшим зазором);
– общая ось двух или более поверхностей при разнесенном их расположении, когда обе они определяют центрирование детали (отверстия в стенках корпуса и шейки вала под подшипники);
– общая ось центровых отверстий, когда они служат эксплуатационной базой (оправки для установки втулки при обработке и контроле).
Центровые отверстия обычно являются технологической базой, а не эксплуатационной. Однако они могут использоваться, как измерительные базы, тогда их целесообразно принять за конструкторские базы, хотя и нарушается принцип единства баз. Базирование валов в центрах упрощает конструкции станочных и контрольных приспособлений. Погрешность базирования определяется точностью выполнения и расположения центровых бабок (совпадение центров по горизонтали и вертикали).
Для допуска пересечения осей за конструкторскую базу необходимо принять более точное отверстие.
Позиционные допуски могут быть с базовой поверхностью (более точная поверхность) или без нее.
Контролепригодность допуска расположения Трможно определить по формуле:
(0,2 ÷ 0,3) ТР≥ TбазL/Lбаз,
где Тр– заданный чертежом допуск расположения, мкм,
Тбаз –допуск базовой поверхности, мкм,
Lбаз –длина базовой поверхности, мм,
L – длина контролируемой поверхности, мм.
Если неравенство нарушено, то указанный допуск является неконтролепригодным. Необходимо увеличить заданный чертежом допуск расположения Tфили повысить точность базы (уменьшить допуск размера базовой поверхности детали Тбаз). Допуск размера базовой поверхности определяется по формуле:
Тбаз ≤ [δбаз]
где [δбаз] = (0,2 – 0,3) Тр Lбаз/L –допускаемая погрешность базирования при измерении заданного допуска расположения.
Погрешность базирования является одной из систематических составляющих суммарной погрешности измерения. Ее величина зависит от точности изготовления базовой поверхности, т.е. её допуска на размер и допуска формы.
Определение числового значения допусков расположения. Для каждого вида допуска расположения установлено 16 степеней точности в порядке возрастания величины допуска по ГОСТ 24643. На чертежах задаются допуски расположения точнее 10-й степени, а степени с 10-й по 16-ю относятся к неуказанным допускам расположения (общим допускам).
В большинстве случаев числовые значения допусков расположения определяются методом подобия (таблица 3.12), т.е. выбирается степень точности в зависимости от назначения детали и рассматриваемой поверхности. Затем по номинальному размеру поверхности и степени точности определяется числовое значение допуска (для цилиндрических поверхностей – по таблице 3.9, для плоских поверхностей – по таблице 3.10). Для плоских деталей длина детали принята за номинальный размер, так как погрешности формы и расположения поверхностей зависят от длины детали.
Расчетный метод используется только в следующих случаях:
– расчет допусков параллельности и симметричности шпоночного паза (см. главу 4);
– расчет допусков параллельности или пересечения осей в корпусах редукторов на расстоянии L между внешними стенками корпуса при известных допусках параллельности fxили пересечения осей fу зубчатой передачи, заданных на ширине колеса В,производится по следующим формулам:
T// = 2(0,2÷0,3)  ,
,
Тх= 2(0,2÷0,3)  .
.
Таблица 3.12 – Примеры назначения допусков расположения
| Квалитет размера | Степень точности | Области применения |
| 3–4 | 1–2 | Высокоточные детали прецизионных аппаратов и приборов. Направляющие прецизионных станков, шейки валов и шпиндели приборов и точных станков |
| 4–5 | 3–4 | Ответственные детали особо точных машин. Шпиндели станков повышенной прочности, измерительных приборов, гидравлическая аппаратура. Направляющие станков высокой точности, приборов, приспособлений |
| 6–7 | 5–6 | Точные машиностроительные детали. Посадочные поверхности валов под зубчатые колеса 5–6 степени, опорные шейки валов при п более 1000 об/мин. Направляющие поверхности станков нормальной точности, станочных приспособлений, рабочие поверхности измерительных инструментов. Торцы подшипников 5, 4, 2 классов. Заплечики валов и корпусов под подшипники, опорные горцы режущего инструмента, патронов, планшайб. Базовые торцы зубчатых колес |
| 6–8 9–10 | Машиностроительные детали нормальной точности, посадочные поверхности валов и отверстий под зубчатые колеса 7–8 степени точности при числе оборотов менее 1000 об/мин. Рабочие поверхности кондукторов прессов. Торцы подшипников 0 и 6 классов, торцы крышек и заплечики под подшипники. Уплотнительные поверхности фланцев. Рабочие поверхности режущих инструментов. Базовые торцы зубчатых колес | |
| 11–13 | 9–10 | Детали пониженной точности, нежесткой конструкции. Детали сельскохозяйственных машин, подъемно–транспортных машин при малых скоростях вращения, детали в ручных передачах. Поверхности под прокладки, торцы крышек, свободные поверхности |
| 12–16 14–17 | 11–12 13–16 | Поверхности низкой точности, неответственных деталей. Поверхности низкой точности с неуказанными допусками, поверхности отливок, штамповок |
– расчет допуска пересечения осей отверстий в корпусе червячного редуктора (± fx – предельное смещение средней плоскости червячного колеса зависит от степени точности по ГОСТ 3675; 9774; В – ширина венца червячного колеса; L – расстояние между внешними стенками корпуса, в которые устанавливается червяк),
Тх=(0,7÷0,8)  .
.
-расчет допуска перпендикулярности осей отверстий в корпусе под oпopy валов конической зубчатой передачи (Е∑ – предельные отклонения межосевого угла в передаче зависят от степени точности по ГОСТ 1758; 9368; R – среднее конусное расстояние; L – расстояние между внешними стенками корпуса):
Т =2(0,6÷0,7)  .
.
Числовые значения допусков расположения (соосности, симметричности, позиционные допуски, допуски пересечения осей) предпочтительно задавать в диаметральном выражении со значками Ø или Т, ранее эти допуски указывались в радиусном выражении, что учитывается соотношением 2:1. Если требуется задать допуск в радиусном выражении, то должны быть проставлены знаки R или Т/2.
Указание на чертежах допусков формы и расположения поверхностей прозводится согласно требованиям стандартов ЕСКД (ГОСТ 2.308) в прямоугольной рамке, разделенной на две или три части: в первой – графический символ; во второй – числовое значение в мм, в третьей – буквенное обозначение базы, располагается рамка всегда горизонтально.
Текстовая запись допускается только при отсутствии символа вида допуска. Рамку соединяют линией со стрелкой с контурной линией поверхности или ее продолжением, если допуск относится к поверхности или ее профилю (допуски формы и суммарные допуски).
Соединительная линия должна быть продолжением размерной линии, если допуск относится к оси или плоскости симметрии (соосность, симметричность), стрелку размерной линии допускается совмещать со стрелкой соединительной линии. При задании базовой поверхности также необходимо учитывать это требование. Надпись «Ось центров» делать рядом с обозначением базовой оси.
§
Стандартами установлены два вида допусков расположения: зависимые и независимые.
Зависимый допуск имеет переменное значение и зависит от действительных размеров базового и рассматриваемого элементов. Зависимый допуск более технологичный.
Зависимыми могут быть следующие допуски расположения поверхностей: позиционные допуски, допуски соосности, симметричности, перпендикулярности, пересечение осей.
Зависимыми могут быть допуски формы: допуск прямолинейности оси и допуск плоскостности для плоскости симметрии.
Зависимые допуски должны быть обозначены символом  или оговорены текстом в технических требованиях.
или оговорены текстом в технических требованиях.
Независимый допуск имеет постоянное числовое значение для всех деталей и не зависит от их действительных размеров.
Допуск параллельности и наклона может быть только независимый.
При отсутствии на чертеже специальных обозначений допуски понимаются как независимые. Для независимых допусков может использоваться символ  хотя его указание необязательно.
хотя его указание необязательно.
Независимые допуски используются для ответственных соединений, когда их величина определяется функциональным назначением детали.
Независимые допуски также используются в мелкосерийном и единичном производстве, а их контроль производится универсальными измерительными средствами (см. таблицу 3.13).
Зависимые допуски устанавливаются для деталей, сопрягаемых одновременно по двум или более поверхностям, для которых взаимозаменяемость сводится к обеспечению собираемости по всем сопрягаемым поверхностям (соединение фланцев с помощью болтов).
Используются зависимые допуски в соединениях с гарантированным зазором в крупносерийном и массовом производстве, контроль их производится калибрами расположения. На чертеже указывается минимальное значение допуска (Трmin), которое соответствует проходному пределу (наименьший предельный размер отверстия или наибольший предельный размер вала). Фактическая величина зависимого допуска расположения определяется действительными размерами соединяемых деталей, т. е. в разных сборках она может быть разная. При соединениях по скользящей посадке Tpmin = 0. Полное значение зависимого допуска определяется прибавлением к Трmin дополнительной величины Тдоп, зависящей от действительных размеров данной детали (ГОСТ Р 50056):
Tpзав = Трmin Тдоп.
Примеры расчета величины расширения допуска для типовых случаев даны в таблице 3.14. В этой таблице также даны формулы для пересчета допусков расположения на позиционные допуски при проектировании калибров расположения (ГОСТ 16085).
Расположение осей отверстий под крепежные детали (болты, винты, шпильки, заклепки) может быть задано двумя способами:
– координатным, когда заданы предельные отклонения ± δL координирующих размеров;
– позиционным, когда заданы позиционные допуски в диаметральном выражении – Тр.
Таблица 3.13 – Условия выбора зависимого допуска расположения
Пересчет допусков из одного способа в другой производится по формулам таблицы 3.15 для системы прямоугольных и полярных координат.
Координатный способ используется в единичном, мелкосерийном производстве, для неуказанных допусков расположения, а также в случаях, если требуется пригонка деталей, если заданы разные величины допусков по координатным направлениям, если число элементов в одной группе менее трех.
Позиционный способ более технологичный и используется в крупносерийном и массовом производстве. Позиционные допуски наиболее часто используются для задания расположения осей отверстий под крепежные детали. При этом координирующие размеры указываются только номинальными значениями в квадратных рамках, так как на эти размеры не распространяется понятие «общий допуск».
Числовые значения позиционных допусков не имеют степеней точности и определяются из базового ряда числовых значений по ГОСТ 24643. Базовый ряд состоит из следующих чисел: 0,1; 0,12; 0,16; 0,2; 0,25; 0,4; 0,5; 0,6; 0,8 мкм, эти значения могут быть увеличены в 10 ÷ 105 раз.
Числовое значение позиционного допуска зависит от типа соединения А (болтами, два сквозных отверстия во фланцах) или В (соединение шпильками, т. е. зазор в одной детали). По известному диаметру крепежной детали определяется по таблице 3.16 ряд отверстий, их диаметр (D) и минимальный зазор (Smin).
Таблица 3.14 – Перерасчет допусков расположения поверхностей на позиционные допуски
На чертеже детали указывают величину позиционного допуска (см. таблицу 3.7), решив вопрос о его зависимости. Для сквозных отверстий допуск назначается зависимый, а для резьбовых – независимый, поэтому он расширяется.
Для соединения типа (А) Тпоз = Sp, для соединений типа (В) для сквозных отверстий Тпоз = 0,4 Sp, а для резьбовых Тпоз=(0,5÷0,6) Sp (рисунок 3.4).

а) б)
1, 2 – соединяемые детали
Рисунок 3.4 – Виды соединения деталей при помощи крепежных изделий:
а – тип А, болтами; б – тип В, шпильками, штифтами
Расчетный зазор Sр, необходимый для компенсации погрешности расположения отверстий, определяется по формуле:
Sp = Smin,
где коэффициент К использования зазора для компенсации отклонения расположения осей отверстий и болтов. Он может принимать следующие значения:
К = 1 – в соединениях без регулировки в нормальных условиях сборки;
К = 0,8 – в соединениях с регулировкой, а также в соединениях без регулировки, но с утопленными и потайными головками винтов;
К = 0,6 – в соединениях с регулировкой расположения деталей при сборке;
К = 0 – для базового элемента, выполненного по скользящей посадке (H/h), когда номинальный позиционный допуск этого элемента равен нулю.
Если позиционный допуск оговаривается на определенном расстоянииот поверхности детали, то он задается как выступающий допуск и обозначается символом (Р). Например: центр сверла, торец шпильки, ввернутой в корпус.
Таблица 3.15 – Пересчет предельных отклонений размеров, координирующих оси отверстий на позиционные допуски по ГОСТ 14140
| Вид расположения | Эскиз | Формулы для определения позиционного допуска (в диаметральном выражении) |
| Система прямоугольных координат | ||
| I | Одно отверстие задано от сборочной базы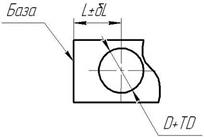 | Тр = 2δL δL = ±0,5 ТрТдоп = TD |
| II | Два отверстия координированы относительно друг друга (сборочная база отсутствует)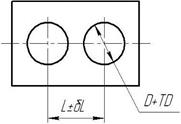 | Тр = δL δL = ± Тр Тдоп = TD |
| III | Три и более отверстий, расположенных в один ряд (сборочная база отсутствует)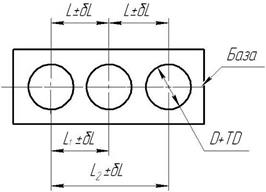 | Тр = 1,4δL δL =± 0,7ТрТдоп = TD δLy = ± 0,35Тр (δLy – отклонение относительно базовой оси) δLлес = δL∑∕2 (лесенкой) δLцеп = δL∑ ∕(n–1) (цепочкой) δL∑ – наибольшее расстояние между осями смежных отверстий |
| IV | Два и более отверстий расположены в один ряд (заданы от сборочной базы)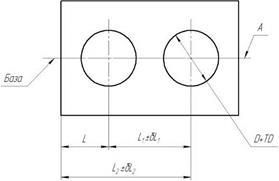 | Тдоп = TDТр = 2,8δL1 = 2,8 δL2 δL1 = δL2 = ± 0,35Тр (отклонение осей от общей плоскости – А или сборочной базы) |
| V VI | Отверстия расположены в два ряда (сборочная база отсутствует) 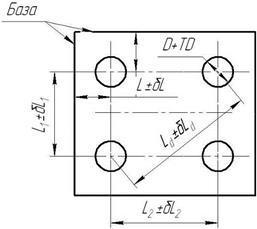 Отверстия координированы относительно двух сборочных баз | Тр  1,4δL1 1,4δL1 1,4 δL2 1,4 δL2δL1 = δL2 = ± 0,7 ТрТр = δLd δLd = ± Тр (размер задан до диагонали) Тдоп = TD δL1 = δL2 = δLТр  2,8 δL 2,8 δLδL = ± 0,35Тр |
| VII | Отверстия расположены в несколько рядов (сборочная база отсутствует)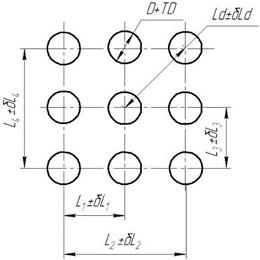 | δL1 = δL2 = … δLТр 2,8 δL δL = ± 0,35ТрТр = δLd δLd = ± Тр (размер задан до диагонали) Тдоп = TD |
| Система полярных координат | ||
| VIII | Два отверстия, координированы относительно оси центрального элемента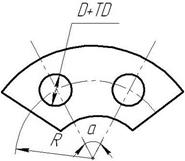 | Тр = 2,8 δR δR = ± 0,35Тр δα = ±  3400 3400(угловые минуты) Тдоп = TD |
| IX X | Три и более отверстия расположены по окружности (сборочная база отсутствует)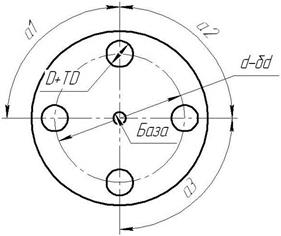 Три и более отверстия расположены по окружности, центральный элемент является сборочной базой | Тдоп = TDТр = 1,4 δα δα = ± 0,7Тр δα = ± 3400(угловые минуты) δα1 = δα2 =  Тдоп = TD ТDбаз Тдоп = TD ТDбаз |
Таблица 3.16 – Диаметры сквозных отверстий под крепежные детали и соответствующие им гарантированные зазоры по ГОСТ 11284, мм
| Диаметр крепежной детали d | 1-й ряд | 2-й ряд | 3-й ряд | |||
| DH12 | Smin | DH14 | Smin | DH14 | Smin | |
| 4,3 | 0,3 | 4,5 | 0,5 | 4,8 | 0,8 | |
| 5,3 | 0,3 | 5,5 | 0,5 | 5,8 | 0,8 | |
| 6,4 | 0,4 | 6,6 | 0,6 | |||
| 7,4 | 0,4 | 7,6 | 0,6 | |||
| 8,4 | 0,4 | |||||
| 10,5 | 0,5 | |||||
| Примечания: 1 Предпочтительным является 1-й ряд, который используется для соединений типов А и В (отверстия могут быть получены любым методом). 2 Для соединений типов А и В рекомендуется использовать 2-й ряд при получении отверстий по разметке, пробивке штампом повышенной точности, в литье по выплавляемым моделям или под давлением. 3 Соединения типа А могут быть выполнены по 3-му ряду при расположении с 6-го по 10-и вид, а также соединения типа В при расположении с 1-го по 5-й вид (любой метод обработки, кроме заклепочных соединений). |
3.4 Общие допуски формы и расположения поверхностей
С 01.01.2004 года неуказанные допуски формы и расположения поверхностей должны задаваться по ГОСТ 30893.2-02 «ОНВ. Общие допуски. Допуски формы и расположение поверхностей, неуказанные индивидуально». Ранее действовал ГОСТ 25069, который отменен.
Общие допуски круглости и цилиндричности равны допуску на диаметр, но не должны превышать допуски на диаметр и общего допуска на радиальное биение. Для частных видов отклонений формы (овальность, конусообразность, бочкообразность, седлообразность) общие допуски считать равными допуску на радиус, т.е. 0,5 Td (TD).
Общие допуски параллельности, перпендикулярности, наклона равны обшему допуску плоскостности или прямолинейности. Базовая поверхность рассматривается как прилегающая, и ее погрешность формы не учитывается.
Неуказанные допуски расположения поверхностей относятся к неответственным поверхностям деталей машин и в чертежах специально не оговариваются, а должны обеспечиваться технологически (обработка с одной установки, от одной базы, одним инструментом и т.д.).
Неуказанные допуски расположения условно можно разделить на три группы:
– первая – показатели, отклонения которых допускаются в пределах всего поля допуска размера рассматриваемого элемента или размера между элементами (см. таблицу 3.17);
Таблица 3.17 – Расчет допуска расположения, ограниченного полем допуска размера
– вторая – показатели, отклонения которых не ограничиваются полем допуска размера и не являются его составной частью, на них распространялись таблицы ГОСТ 25069, а сейчас ГОСТ 30893.2-2002;
– третья – показатели этих параметров косвенно ограничиваются допусками других размеров (предельные отклонения межосевых расстояний при позиционной системе задания осей отверстий, допуск наклона и допуск угла в линейном выражении).
Выбор вида допуска определяется конструктивной формой детали. Выбор базовой поверхности производится следующим образом:
– неуказанные допуски должны определяться от ранее выбранных баз для указанных одноименных допусков расположения или биения;
– если база ранее не выбрана, то за базовую поверхность принимается поверхность наибольшей протяженности, обеспечивающая надежную установку детали при измерении (например, для допуска соосности базой будет ступень вала большей длины, а при одинаковых длинах и квалитетах – поверхность большого диаметра).
Значения общих допусков формы и расположения (ориентации) установлены по трем классам точности, которые характеризуют различные условия обычной производственной точности, достигаемой без применения дополнительной обработки повышенной точности (таблица 3.18).
Обозначения классов для общих допусков расположения стандарт установил следующие: Н – точный, К – средний, L – грубый. Выбор класса точности осуществляется с учетом функциональных требований к детали и возможностей производства.
Таблица 3.18 – Общие допуски формы и расположения поверхностей по ГОСТ 30893.2
| Общие допуски прямолинейности и плоскостности | |||||||
| Класс точности | Интервалы номинальных длин | ||||||
| До 10 | Свыше 10 до 30 | Свыше 30 до 100 | Свыше 100 до 300 | Свыше 300 | |||
| HKL | 0,02 | 0,05 | 0,1 | 0,2 | 0,3 | ||
| 0,05 | 0,1 | 0,1 | 0,4 | 0,6 | |||
| 0,1 | 0,2 | 0,4 | 0,8 | 1,2 | |||
| Общие допуски перпендикулярности для номинальной длины короткой стороны угла | |||||||
| HKL | До 100 | Свыше 100 до 300 | Свыше 300 до 1000 | Свыше 1000 | |||
| 0,2 | 0,3 | 0,4 | 0,5 | ||||
| 0,4 | 0,6 | 0,8 | 1,0 | ||||
| 0,6 | 1,0 | 1,5 | 2,0 | ||||
| Общие допуски симметричности пересечения осей (в диаметральном выражении) | |||||||
| HKL | 0,5 | ||||||
| 0,6 | 0,8 | 1,0 | |||||
| 0,6 | 1,0 | 1,5 | 2,0 | ||||
| Общие допуски радиального и торцового биения | |||||||
| HKL | 0,1 0,2 0,5 | ||||||
Ссылки на общие допуски формы и расположения производить следующим образом:«Общие допуски формы и расположения – ГОСТ 30893.2 – К» или
– ГОСТ 30893.2 – К;
– Общие допуски ГОСТ 30893.2 – mK;
– ГОСТ 30893.2 – mK.
В последних двух примерах задан общий допуск среднего класса точности т для линейных и угловых размеров по ГОСТ 30893.1, а также средний класс для общих допусков формы и расположения – К.
Рекомендуется контролировать выборочно отклонения формы и расположения элементов с общими допусками, чтобы убедиться, что обычная производственная точность не отклоняется от первоначально установленной. Выход отклонений формы и расположения элемента за общий допуск не должен вести к автоматическому забракованию детали, если не нарушена способность детали к функционированию.
4 Нормирование точности шпоночных и шлицевых соединений
4.1 Шпоночные соединения
4.1.1 Назначение шпоночных соединений и их конструктивное исполнение
Шпоночные соединения предназначены для получения разъёмных соединений, передающих крутящие моменты. Они обеспечивают вращение зубчатых колес, шкивов и других деталей, монтируемых на валы по переходным посадкам, в которых наряду с натягами могут быть зазоры. Размеры шпоночных соединений стандартизированы.
Различают шпоночные соединения с призматическими (ГОСТ 23360), сегментными (ГОСТ 24071), клиновыми (ГОСТ 24068) и тангенциальными (ГОСТ 24069) шпонками. Шпоночные соединения (рисунки 4.1 и 4.2) с призматическими шпонками применяются в малонагруженных тихоходных передачах (кинематические цепи подач станков), в крупногабаритных изделиях (кузнечно-прессовое оборудование, маховики двигателей внутреннего сгорания, центрифуги и др.). Клиновые и тангенциальные шпонки воспринимают осевые нагрузки при реверсах в тяжело нагруженных соединениях. Наиболее широкое использование получили призматические шпонки.
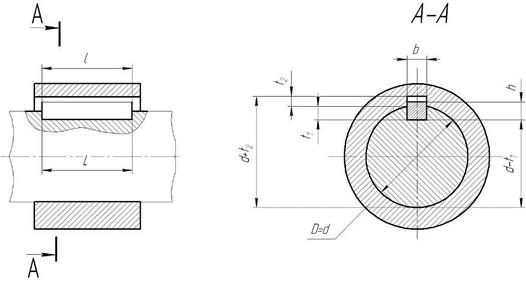
Рисунок 4.1 – Шпоночное соединение
 Призматические шпонки имеют три исполнения (рисунок 4.3). Вид исполнения шпонки определяет форму паза на валу (рисунок 4.4). Исполнение 1 – для закрытого паза, для нормального соединения в условиях серийного и массового типов производства; исполнение 2 – для открытого паза с управляющими шпонками, когда втулка перемещается вдоль вала при свободном соединении; исполнение 3 – для полуоткрытого паза со шпонками, установленными на конце вала с плотным соединением, напрессованной втулки на вал, в единичном и мелкосерийном типах производства. Размеру шпонки зависят от номинального размера диаметра вала и определяются по ГОСТ 23360 (см. таблицу 4.1).
Призматические шпонки имеют три исполнения (рисунок 4.3). Вид исполнения шпонки определяет форму паза на валу (рисунок 4.4). Исполнение 1 – для закрытого паза, для нормального соединения в условиях серийного и массового типов производства; исполнение 2 – для открытого паза с управляющими шпонками, когда втулка перемещается вдоль вала при свободном соединении; исполнение 3 – для полуоткрытого паза со шпонками, установленными на конце вала с плотным соединением, напрессованной втулки на вал, в единичном и мелкосерийном типах производства. Размеру шпонки зависят от номинального размера диаметра вала и определяются по ГОСТ 23360 (см. таблицу 4.1).
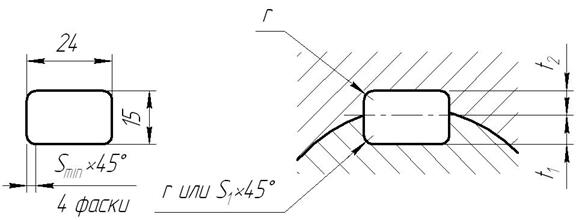
а) б)
Рисунок 4.2 – Поперечное сечение шпонки и пазов:
а – сечение шпонки; б – сечение пазов (r – соответствует своему максимальному значению)
 а) б) в)
а) б) в)
Рисунок 4.3 – Виды исполнений шпонок:
а – исполнение 1; б – исполнение 2; в – исполнение 3
 а) б) в)
а) б) в)
Рисунок 4.4 – Формы пазов на валах:
а – закрытый; б – открытый; в – полуоткрытый
Таблица 4.1 – Размеры соединений с призматическими шпонками по ГОСТ 23360 (ограниченно), мм
| Диаметр вала d | Размеры шпонки | Глубина шпоночного паза с отклонением | Радиус закругления r или фаска S1max | ||||
| Сечение | Фаска Smin | Интервалы длин l | |||||
| b | h | на валу t1 | во втулке t2 | ||||
| От 6 до 8 | 0,16 | От 6 до 20 | 1,2 0,1 | 1,0 0,1 | 0,16 | ||
| Свыше 8 ” 10 | ” 6 ” 36 | 1,8 0,1 | 1,4 0,1 | ||||
| ” 10″ 12 | ” 8″ 45 | 2,5 0,1 | 1,8 0,1 | ||||
| ” 12″ 17 | 0,25 | ” 10″ 56 | 3,0 0,1 | 2,3 0,1 | 0,25 | ||
| ” 17″ 22 | ” 14″ 70 | 3,5 0,1 | 2,8 0,1 | ||||
| ” 22 ” 30 | ” 18 ” 90 | 4,0 0,2 | 3,3 0,2 | ||||
| ” 30″ 38 | 0,40 | ” 22 ” 110 | 5,0 0,2 | 3,3 0,2 | 0,40 | ||
| “ 38 ” 44 | ” 28 ” 140 | 5,0 0,2 | 3,3 0,2 | ||||
| ” 44 ” 50 | “36 ” 160 | 5,5 0,2 | 3,8 0,2 | ||||
| ” 50 ” 58 | “45 ” 180 | 6,0 0,2 | 4,3 0,2 | ||||
| ” 58 ” 65 | ” 50″ 200 | 7,0 0,2 | 4,4 0,2 | ||||
| ” 65 ” 75 | 0,60 | “56 ” 220 | 7,5 0,2 | 4,9 0,2 | 0,60 | ||
| ” 75 ” 85 | “63 ” 250 | 9,0 0,2 | 5,4 0,2 | ||||
| ” 85 ” 95 | 14. | ” 70″ 280 | 9,0 0,2 | 5,4 0,2 | |||
| ” 95 “110 | ” 80 ” 320 | 10 0,2 | 6,4 0,2 | ||||
| ” 110″130 | ” 90″ 360 | 11 0,2 | 7,4 0,2 | ||||
| Примечание. 1. Длина шпонки выбирается из ряда целых чисел: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360. |
Примеры условных обозначений шпонок:
1) Шпонка 16 × 10 × 50 ГОСТ 23360 (шпонка призматическая, исполнение 1; b × h = 16 × 10, длина шпонки l = 50).
2) Шпонка 2 (3) 18 × 11 × 100 ГОСТ 23360 (шпонка призматическая,
исполнение 2 (или 3), b × h = 18 × 11, длина шпонки l = 100).
4.1.2 Посадки шпонок и рекомендации по выбору полей допусков
Основным посадочным размером является ширина шпонки b. По этому размеру шпонка сопрягается с двумя пазами: пазом на валу и пазом во втулке.
Шпонки обычно соединяются с пазами валов неподвижно, а с пазами; втулок – с зазором. Натяг необходим для того, чтобы шпонки не перемещались при эксплуатации, а зазор – для компенсации неточности размеров и взаимного расположения пазов. Шпонки вне зависимости от посадок изготавливаются по размеру b с допуском h9, что делает возможным их централизованное изготовление. Остальные размеры менее ответственны: высота шпонки h – по h11, длина шпонки l – по h14, длина паза под шпонку L – по H15.
Схемы расположения полей допусков для соединений с призматическими и сегментными шпонками приведены на рисунке 4.5.
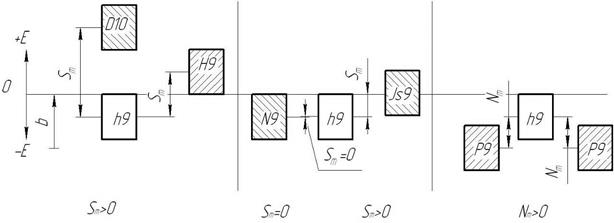 а) б) в)
а) б) в)
Рисунок 4.5 – Схемы расположения полей допусков на размер b шпоночного соединения:
а – свободное; б – нормальное; в – плотное;  – допуск шпонки;
– допуск шпонки;  – допуск паза вала;
– допуск паза вала;  – допуск паза втулки
– допуск паза втулки
Посадки шпонок осуществляются по системе вала (Сh). Стандартом допускаются различные сочетания полей допусков для пазов на валу и во втулке с полем допуска шпонки по ширине.
Выбор полей допусков рекомендуется выполнять по таблице 4.2.
Наибольшее распространение имеет нормальное соединение, когда втулка (зубчатое колесо) расположена по середине вала.
Свободное соединение применяется для направляющих шпонок (зубчатое колесо перемещается вдоль вала).
Плотное соединение используется в случае реверсивного вращения вала или при расположении шпонки на конце вала.
4.1.3. Требования к оформлению шпоночных соединений
Предельные отклонения размеров для выбранных полей допусков следует определять по таблицам ГОСТ 25347 или по таблицам 1.1, 1.2 и 1.3 данного пособия. Примеры оформления шпоночного соединения на сборочном чертеже, поперечных сечений вала и втулки, участвующих в соединении с призматической шпонкой, представлены на рисунках 4.6 и 4.7.
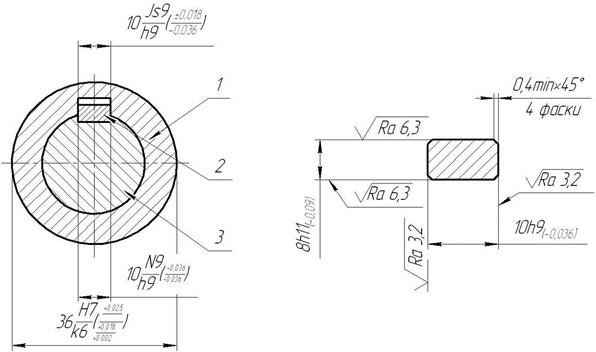
а) б)
1 – втулка; 2 – шпонка; 3 – вал
Рисунок 4.6 – Выполнение шпоночного соединения:
а – поперечное сечение в сборе; б – сечение шпонки
При выполнении поперечного сечения шпоночного соединения необходимо указать посадки, а у шпонки – поля допусков на размеры b и h шпонки в смешанном виде и шероховатости поверхностей. На чертежах поперечных сечений вала и втулки необходимо указать шероховатости поверхностей, поля допусков на размеры b, d иD в смешанном виде, а также следует нормировать размеры глубины пазов: на валу t1 – предпочтительный вариант или (d – t1) с отрицательным отклонением и во втулке (d t2) -предпочтительный вариант или ь с положительным отклонением. В обоих случаях отклонения выбираются в зависимости от высоты шпонки h (см. таблицу 4.1). Кроме этого, на чертежах поперечных сечений вала и втулки необходимо ограничивать допусками точность формы и взаимного расположения поверхностей. Предъявляются требования по допустимым отклонениям от симметричности шпоночных пазов и параллельности плоскости симметрии паза относительно оси детали (базы). Допуск параллельности следует принимать равным 0,5IT9, допуск симметричности при наличии в соединении одной шпонки – 2IT9, а при двух шпонках, расположенных диаметрально, – 0,5IT9 от номинального размера b шпонки. Допуски симметричности могут быть зависимыми в крупносерийном и массовом производстве.
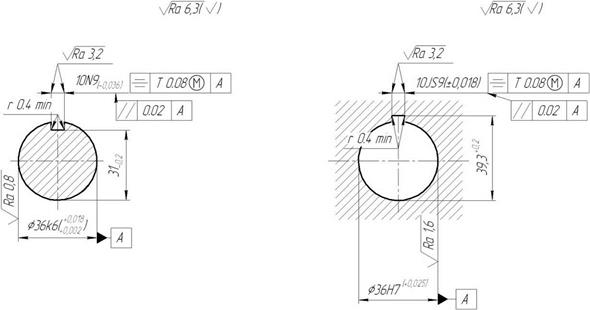
а) б)
Рисунок 4.7 – Поперечные сечения:
а – вала, шпоночный паз исполнения 2; б – втулки
Таблица 4.2 – Рекомендации по выбору полей допусков по ширине шпонки b
4.2 Шлицевые соединения
4.2.1 Назначение, краткая характеристика и классификация шлицевых соединений
Шлицевые соединения предназначены для передачи больших крутящих моментов, они имеют большую усталостную прочность, высокую точность центрирования и направления. Достигается это высокой точностью размером формы и расположения зубьев (шлицев) по окружности.
В зависимости от профиля зубьев шлицевые соединения делятся на прямобочные, эвольвентные и треугольные. Наибольшее распространение получили шлицевые соединения с прямобочным профилем зуба (рисунок 4.8), имеющие четное число зубьев (6, 8, 10, 16, 20). Выполняются прямобочные шлицевые соединения по ГОСТ 1139, в котором устанавливается три градации высоты чисел зубьев для одного и того же диаметра. В соответствии с этим соединения делятся на легкую, среднюю и тяжелую серии (таблица 4.3). Выбор серии зависит от величины передаваемой нагрузки.
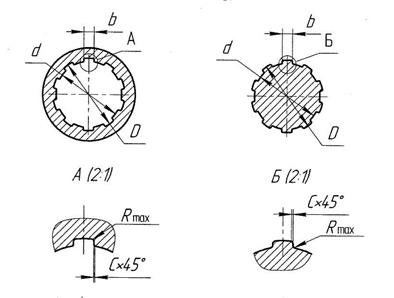
Рисунок 4.8 – Основные элементы шлицевого соединения с прямобочным профилем зуба: а – сечение втулки; б – сечение вала
Шлицевые соединения с эвольвентным профилем зуба (ГОСТ 6033) стандартизированы для модулей т = 0,5… 10 мм, для диаметров 4…500 мм и чисел зубьев z = 6.. .82. Угол профиля зуба α =30°.
Шлицевые соединения с эвольвентным профилем зубьев по сравнению с прямобочными передают большие крутящие моменты, имеют меньшую (на 10…40 %) концентрацию напряжений у основания зубьев, повышенную Циклическую прочность и долговечность, обеспечивают лучшее центрирование и направление деталей, просты в изготовлении, так как их можно фрезеровать методом обкатки. Шлицевые соединения с эвольвентным профилем зубьев широко применяются в автомобилестроении. Пример обозначения при центрировании по боковым сторонам зубьев: 50×2×9H/9g ГОСТ 6033 указывает, что номинальный диаметр равен 50 мм, модуль т = 2 мм, посадка по боковым сторонам зубьев 9H/9g.
Шлицевые соединения с треугольным профилем не стандартизированы, они имеют мелкие зубья. Угол профиля характеризуется углом впадины на валу 2β. Основными параметрами соединений этого типа являются: т = 0,3…0,8 мм; z = 15…70; 2β = 90° или 72°.
Шлицевые соединения с треугольным профилем применяются чаще всего вместо посадок с натягом, когда последние нежелательны, а также при тонкостенных втулках для передачи небольших крутящих моментов.
Таблица 4.3 – Основные размеры по ГОСТ 1139 прямобочных шлицевых соединений, мм
| Z×d×D | b | d1 | R | Z×d×D | b | d1 | R | Z×d×D | b | d1 | R | |||
| Легкая серия | Средняя серия | Тяжелая серия | ||||||||||||
| 6×23×26 | 22,1 | 0,2 | 6×11×14 | 3,0 | 9,9 | 0,2 | 10×16×20 | 2,5 | 14,1 | 0.2 | ||||
| 6×26×30 | 24,6 | ” | 6×13×16 | 3,5 | 12,0 | ” | 10×18×23 | 3,0 | 15,6 | ” | ||||
| 6×28×32 | 26,7 | ” | 6×16×20 | 4,0 | 14,5 | ” | 10×21×26 | 3,0 | 18,5 | ” | ||||
| 8×32×36 | 30,4 | 0,3 | 6×18×22 | 5,0 | 16,7 | ” | 10×23×29 | 4,0 | 20,3 | ” | ||||
| 8×36×40 | 34,5 | ” | 6×21×25 | 5,0 | 19.5 | ” | 10×26×32 | 4,0 | 23,0 | 0,3 | ||||
| 8×42×46 | 40,4 | ” | 6×23×28 | 6,0 | 21.3 | ” | 10×28×35 | 4,0 | 24,4 | ” | ||||
| 8×46×50 | 44,6 | ” | 6×26×32 | 6,0 | 23,4 | 0,3 | 10×32×40 | 5,0 | 28,0 | ” | ||||
| 8×52×58 | 49,7 | 0,5 | 6×28×34 | 7,0 | 25.9 | ” | 10×36×45 | 5,0 | 31,3 | ” | ||||
| 8×56×62 | 53,6 | ” | 8×32×38 | 6,0 | 29,4 | ” | 10×42×52 | 6,0 | 36,9 | ” | ||||
| 8×62×68 | 59,8 | ” | 8×36×42 | 7,0 | 33,5 | ” | 10×46×56 | 7,0 | 40,9 | 0,5 | ||||
| 10×72×78 | 69.6 | ” | 8×42×48 | 8,0 | 39.5 | 16×52×60 | 6,0 | 47,0 | ” | |||||
| 10×82×88 | 79,3 | ” | 8×46×54 | 9,0 | 42,7 | 0.5 | 16×56×65 | 5,0 | 50,6 | ” | ||||
| 10×92×98 | 89,4 | ” | 8×52×60 | 10,0 | 48,7 | “ | 16×62×72 | 6,0 | 56,1 | ” | ||||
| 10×102×108 | 99,9 | ” | 8×56×65 | 10,0 | 52,2 | ” | 16×72×82 | 7,0 | 65,9 | ” | ||||
| 10×112×120 | 108,8 | ” | 8×62×72 | 12,0 | 57.8 | “ | 20×82×92 | 6,0 | 75,6 | ” | ||||
| 10×72×82 | 12,0 | 67,4 | ” | 20×92×102 | 7,0 | 85,5 | ” | |||||||
| 10×82×92 | 12,0 | 77,1 | 20×102×115 | 8,0 | 94,0 | ” | ||||||||
| 10×92×102 | 14,0 | 87,3 | 20×112×125 | 9,0 | 104,0 | |||||||||
| 10×102×112 | 16,0 | 97,7 | ” | ” | ||||||||||
| 10×112×125 | 18,0 | 106,3 | ” | ” | ||||||||||
| Примечание: Размер Rсоответствует максимальному значению | ||||||||||||||
Выбор типа шлицевых соединений связан с их конструктивными и технологическими особенностями. Для точных соединений, которые предназначены для передачи значительных крутящих моментов и имеют реверсивное движение, целесообразнее применять соединения с эвольвентным профилем при центрировании по боковым сторонам зубьев.
В настоящем пособии рассматриваются только шлицевые соединения с прямобочными шлицами.
§
Допуски и посадки шлицевых соединений зависят от их назначения и принятой поверхности центрирования втулки относительно вала. Стандартом предусматриваются три способа центрирования: по поверхностям диаметрами d или D и по боковым поверхностям зубьев, т. е. по размеру b (см. рисунок 4.9).
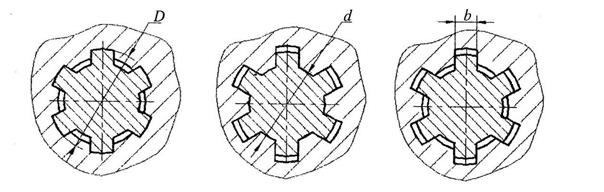
а) б) в)
Рисунок 4.9 – Способы центрирования в прямобочных шести шлицевых соединениях:
а – по наружному диаметру D; б – по внутреннему диаметру d;
в – по боковым сторонам зубьев b
Диаметры D и по d обеспечивают примерно одинаковую точность центрирования осей вала и отверстия втулки. При центрировании по D и d обязательно дополнительное центрирование по b.
Центрирование по наружному диаметруD является наиболее простым и экономичным, применяется, когда втулка термически не обрабатывается (сырая) или когда твердость ее материала после термообработки допускает калибровку протяжкой, а вал фрезеруется до окончательных размеров зубьев и по наружному диаметру шлифуется на обычном круглошлифовальном станке.
Применяется наиболее часто в крупносерийном производстве для незакаленных, неподвижных соединений.
Центрирование по внутреннему диаметруd применяется для закаленных, подвижных соединений, когда после операции протягивания отверстие втулки закаливается до высокой твердости (свыше 40 HRС) ее внутренний диаметр (отверстие) шлифуется на внутришлифовальном станке. Окончательно диаметр d вала обрабатывается на шлицешлифовальном станке.
Центрирование по боковой поверхности шлиц b применяется для передачи больших крутящих моментов, при знакопеременных нагрузках (при работе с реверсом). Этот метод центрирования широко используется в автомобилестроении. Пазы вала шлифуют по боковым сторонам. Отверстие во втулке обеспечивается протягиванием щлицевой протяжкой. Протяжка дорогой, но высокопроизводительный режущий инструмент.
По нецентрирующим диаметрам предусматриваются зазоры при любом виде центрирования. Поля допусков нецентрирующих диаметров: d – у вала b12, у втулки – H11;D – у вала a11, у втулки – H12.
§
Посадки для центрирующих диаметров шлицевых прямобочных соединений назначаются по системе отверстия (чтобы уменьшить номенклатуру дорогостоящих инструментов – протяжек). По ширине шлиц применяются внесистемные посадки, обеспечивающие соединения с гарантированными зазорами для компенсации погрешностей углового расположения зубьев. Рекомендуемые посадки представлены в таблице 4.4.
Предельные отклонения размеров d, D и b следует определять по таблицам ГОСТ 25347 или таблицам 1.1, 1.2, 1.3 данного пособия, а шероховатости поверхностей вала и втулки – назначать по таблицам 3.3.
Условное обозначение шлицевого соединения включает букву, обозначающую поверхность центрирования, число зубьев, номинальные размеры d, D, b, обозначение посадок (указываются после соответствующих размеров).
Пример условного обозначения шлицевого соединения легкой серии c числом зубьев z = 8, внутренним диаметром d = 36 мм, наружным диаметром D = 40 мм, шириной зуба b = 7 мм, с центрированием по наружному диаметру, с посадкой по диаметру центрирования  и по размеру b –
и по размеру b –  :
:
D–8×36  ×40 ×7 .
×40 ×7 .
Втулка (отверстие) этого соединения имеет вид: D–8×36H11×40H7×7F8, а вал D–8×36b12×40f7×7f7.
Допускается не указывать в обозначениях поля допусков и посадки нецентрирующих диаметров.
Пример условного обозначения неподвижного шлицевого соединения средней серии с центрированием по внутреннему диаметру с числом шлиц 6:
d–6×28  ×34×7
×34×7  .
.
Пример условного обозначения подвижного шлицевого соединения тяжелой серии с центрированием по боковой поверхности шлиц с числом шлиц 10, работающего в условиях реверса:
b–10×28×35×4  .
.
Таблица 4.4 – Рекомендуемые посадки элементов прямобочных шлицевых соединений при различных способах центрирования
Примеры оформления поперечных сечений деталей шлицевого прямобочного соединения
Оформление поперечных сечений деталей шлицевого прямобочного соединения на чертежах производится в соответствии с требованиями ЕСКД по ГОСТ 2.409 (см. рисунок 4.10). Рассмотрен пример неподвижного шлицевого соединения при центрировании по наружному диаметру с незакаленным отверстием во втулке.
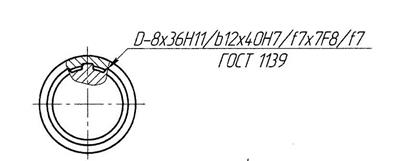
а)
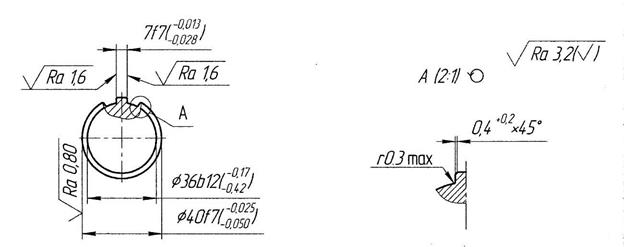
б)
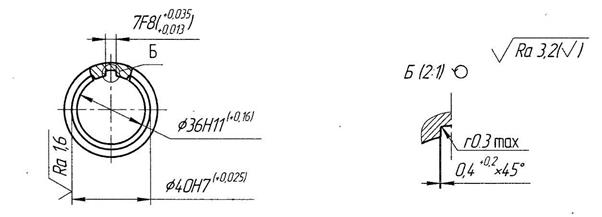
в)
Рисунок 4.10 – Оформление поперечных сечений шлицевого соединения:
а – шлицевое соединение в сборе; б – сечение вала D–8×36b12×40f7×7f7
в – сечение втулки D–8×36H11×40H7×7F8
5 Нормирование точности размеров и посадок
подшипников качения
5.1 Назначение, технические требования, категории и классы точности подшипников
Подшипники качения являются стандартными изделиями с полной внешней взаимозаменяемостью, но ограниченной внутренней между телами и дорожками качения наружного и внутреннего колец. Применяются подшипники качения в машинах и механизмах, где требуется высокая скорость и точность вращения при КПД = 0,99.
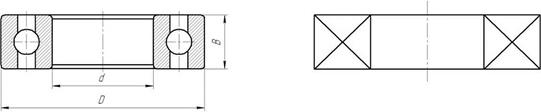
а) б)
Рисунок 5.1 – Эскиз подшипника: а – подшипник в разрезе (d и D – номинальные размеры внутреннего и наружного диаметров колец подшипника соответственно, В – ширина колец); б – условное обозначение подшипника на сборочном чертеже
По ГОСТ 3395 обозначаются типы и конструктивные исполнения подшипников (таблица 5.1).
Технические требования на шариковые и роликовые подшипники качения должны соответствовать ГОСТ 520-2002. Стандарт распространяется на подшипники с отверстиями во внутренних кольцах от 0,6 до 2000 мм и устанавливает следующие классы точности подшипников, указанные в порядке повышения точности: 8; 7; 0; нормальный; 6; 6Х; 5; 4; Т; 2.
Классы точности подшипников характеризуются значениями предельных отклонений размеров, формы и расположения поверхностей подшипников.
Классы точности 8 и 7 используются для изготовления подшипников по заказу потребителей и применяются в неответственных узлах. Класс 6Х применяется только для роликовых конических подшипников. Для всех подшипников, кроме конических, для обозначения нормального класса точности применяют знак «0». Для конических подшипников нулевого класса используют знак «0», а для нормального класса – «N», класс точности 6Х обозначают знаком – «X». Знак «0» маркируют только в том случае, если слева от него имеются знаки маркировки.
Наиболее часто в машиностроении используются подшипники классов 0; 6, в категории С. Подшипники 4-го и 5-го классов применяются при значительных скоростях вращения (шпиндели шлифовальных и прецизионных станков и в других высокооборотных механизмах). Подшипники 2-го и Т классов применяются для гироскопических и других прецизионных приборов.
Таблица 5.1 – Подшипники качения. Типы и конструктивные исполнения по ГОСТ 3395 (ограничены с учетом заданий)
В зависимости от наличия требований (по уровню вибрации или уровню других дополнительных технических требований) установлены три категории подшипников – А; В; С в порядке ослабления требований.
– к категории А относятся подшипники классов точности – 5; 4; Т; 2;
– к категории В – подшипники классов точности – 0; 6Х; 6; 5;
– к категории С – подшипники классов точности – 8; 7; 0; нормального; 6.
По заказу потребителя допускается изготовление подшипников определенного класса точности без отнесения к категориям.
Упрощенные изображения подшипников на сборочных чертежах допускается выполнять по ГОСТ 2.420-69.
5.2 Условные обозначения подшипников
По ГОСТ 3189 устанавливается построение условных обозначений (маркировка) подшипников.
Система условных обозначений необходима для указаний подшипников на чертежах и в спецификациях, для применения в технической литературе и для маркировки подшипников при изготовлении.
Полное условное обозначение подшипника состоит из основного условного обозначения и дополнительных, расположенных справа (начинается с прописной буквы) и слева, отделенных от основного знаком тире (рисунок 5.2).
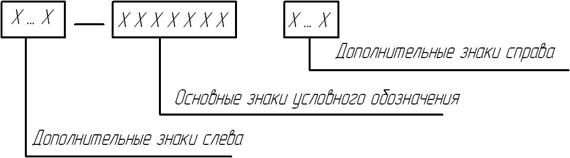
Рисунок 5.2 – Знаки в условном обозначении подшипника
Основное условное обозначение состоит из семи знаков, расположенных в определенном порядке. Расшифровка знаков основного условного обозначения приводится на рисунок 5.3.
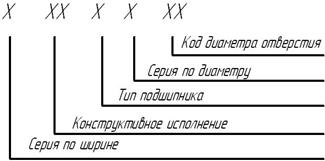
Рисунок 5.3 – Порядок расположения знаков основного условного обозначения
Диаметры отверстий, кратные пяти, обозначают частным от деления значения номинального диаметра d на 5. Диаметры отверстий от 10 до 17 мм обозначают по таблице 5.2.
Диаметры отверстия, равные 22; 28; 32; 500 мм и более, обозначают через дробь после серии диаметров.
Например, 602/32 означает радиальный шариковый однорядный подшипник с защитной шайбой (конструктивное исполнение – 6, тип – 0, серия диаметров – 2, диаметр отверстия – 32 мм).
Таблица 5.2 – Специальные обозначения диаметров отверстия подшипников
Диаметры отверстия, выраженные дробным числом или не кратным пяти, обозначают знаками, равными приближенному целому числу, полученному от деления значения номинального диаметра на 5. Серия диаметров таких подшипников – 9 указывается на третьем месте.
Размерная серия подшипника – сочетание серий по диаметру и ширине (высоте) – определяет габаритные размеры подшипника по наружному диаметру и ширине при постоянном внутреннем диаметре.
В ГОСТ 3478 установлено девять серий диаметров, обозначаемых цифрами: 0; 8; 9;1; 7; 2; 3; 4; 5 в порядке увеличения наружного диаметра и 10 серий по ширине, обозначаемых цифрами: 7; 8; 9; 0; 1; 2; 3; 4; 5; 6 в порядке увеличения ширины кольца В. Серия по ширине – 0 в условном обозначении не указывается. Конструктивное исполнение (наличие защитных шайб, уплотнений, буртиков и т.д.) обозначается цифрами от 00 до 99 (см. таблицу 5.1) по ГОСТ 3395.
При наличии нулей в знаках основное условное обозначение будет состоять из трёх цифр, то есть последней значащей цифрой в условном обозначении подшипника может быть цифра, стоящая на третьем месте. Например, 205 обозначает радиальный шарикоподшипник с внутренним диаметром d = 25 мм, серия по диаметру – 2, тип подшипника – 0, конструктивное исполнение – 00, серия по ширине – 0. Слева от основного условного обозначения проставляют знаки, определяющие класс точности (см. п. 4.1) и категорию подшипника. Класс точности 0 (ноль) и категория С в обозначении не указываются.
Справа от основного условного обозначения записываются дополнительные требования, утвержденные в технологической документации завода изготовителя подшипников (материал деталей подшипника, смазка, конструктивные изменения, требования по уровню вибрации, грузоподъемность и другие специальные требования). Эти требования указываются в зависимости от назначения подшипников, когда их нормирование необходимо учитывать по условиям эксплуатации. Если требования не оговариваются, то знаки справа опускаются. Частным случаем полного обозначения подшипника является основное условное обозначение. Маркирование подшипников производят любым способом, не вызывающим коррозии металла.
Габаритные размеры подшипников, используемых в заданиях по курсовой работе, даны в таблицах 5.3, …, 5.8, а отклонения по ширине подшипников даны для классов точности 0 и 6 по ГОСТ 520.
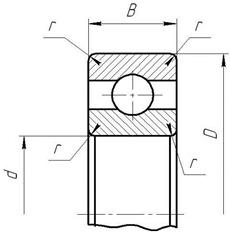
Рисунок 5.4 – Основные размеры подшипника шарикового однорядного
Таблица 5.3 – Подшипники шариковые радиальные однорядные по ГОСТ 8338,размеры, мм (см. рисунок 5.4)
| Обозначение | d | D | В | r | Обозначение | d | D | В | r | |
| Серия диаметров – 2 | Серия диаметров – 3 | |||||||||
| 10-0,12 | 1,0 | 15-0,12 | 2,0 | |||||||
| 11-0,12 | 1,0 | 17-0,12 | 2,0 | |||||||
| 12-0,12 | 1,0 | 19-0,2 | 2,0 | |||||||
| 14-0,12 | 1,5 | 21-0,12 | 2,5 | |||||||
| 15-0,12 | 1,5 | 23-0,12 | 2,5 | |||||||
| 16-0,12 | 1,5 | 25– 0,12 | 2,5 | |||||||
| 17-0,12 | 2,0 | 27-0,2 | 3,0 | |||||||
| 18-0,12 | 2,0 | 29-0,15 | 3,0 | |||||||
| 19-0,12 | 2,0 | 31-0,15 | 3,5 | |||||||
| 20-0,12 | 35-0,15 | 3,5 | ||||||||
| 21–0,15 | 2,5 | 37-0,15 | 3,5 | |||||||
| 22-0,15 | 2,5 | 39-0,15 | 3,5 | |||||||
| 23-0,15 | 2,5 | 41-0,2 | 4,0 | |||||||
| 24-0,15 | 2,5 | 43–0,2 | 4,0 | |||||||
| 25-0,15 | 2,5 | 45-0,2 | 4,0 | |||||||
| 26-0,15 | 3,0 | 47-0,2 | 4,0 | |||||||
| 28-0,2 | 3,0 | 49-0,2 | 4,0 | |||||||
| 30-0,2 | 3,0 | 50-0,2 | 4,0 | |||||||
| 34-0,2 | 3,5 | 55-0,2 | 4,0 | |||||||
| 40-0,25 | 4,0 | 58-0,25 | 5,0 | |||||||
| 45-0,25 | 4,0 | 65-0,25 | 5,0 |
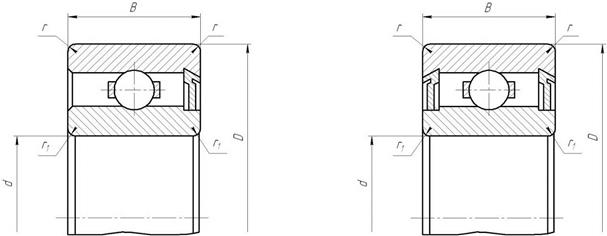
а) б)
Рисунок 5.5 – Основные размеры подшипников радиальных однорядных с уплотнениями: а – с односторонним; б – с двухсторонним
Таблица 5.4 – Подшипники шариковые радиальные однорядные с уплотнениями по ГОСТ 8882, размеры, мм (см. рисунок 5.5)
| Обозначение | d | D | B | r | r1 |
| Серия диаметров – 5 | |||||
| 160504, 180504 | 18-0,12 | 1,5 | 1,5 | ||
| 160505, 180505 | 18-0,12 | 1,5 | 1,5 | ||
| 160506, 180506 | 20-0,12 | 1,5 | 1,5 | ||
| 160507, 180507 | 23-0,12 | 2,0 | 2,0 | ||
| 160508, 180508 | 23-0,12 | 2,0 | 2,0 | ||
| 160509, 180509 | 23-0,12 | 2,0 | 2,0 | ||
| 160510, 180510 | 23-0,12 | 2,0 | 2,0 | ||
| 160511, 180511 | 25-0,15 | 2,5 | 2,5 | ||
| 160512, 180512 | 28-0,15 | 2,5 | 2,5 | ||
| 160513, 180513 | 31-0,15 | 2,5 | 2,5 | ||
| 160514, 180514 | 31-0,15 | 2,5 | 2,5 | ||
| Серия диаметров – 6 | |||||
| 160606, 180606 | 27-0,12 | 2,0 | 2,0 | ||
| 160607, 180607 | 31-0,12 | 2,5 | 2,5 | ||
| 160608, 180608 | 33-0,12 | 2,5 | 2,5 | ||
| 160609, 180609 | 36-0,12 | 2,5 | 2,5 | ||
| 160610, 180610 | 40-0,12 | 3,0 | 3,0 | ||
| 160611, 180611 | 43-0,15 | 3,0 | 3,0 | ||
| 160612, 180612 | 46-0,15 | 3,5 | 3,5 | ||
| 160613, 180613 | 48-0,15 | 3,5 | 3,5 | ||
| 160614, 180614 | 51-0,15 | 3,5 | 3,5 |
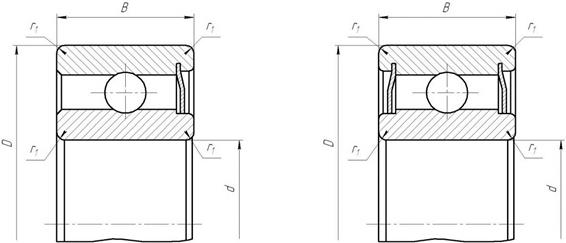
а) б)
Рисунок 5.6 – Основные размеры подшипников радиальных однорядных с защитными шайбами: а – с одной; б – с двумя
Таблица 5.5 – Подшипники шариковые радиальные однорядные с защитными шайбами по ГОСТ 7242, размеры, мм (см. рисунок 5.6)
| Обозначение | d | D | B | r1 | |
| С одной защитной шайбой | С двумя защитными шайбами | Серия диаметров – 1 | |||
| 12-0,12 | 1,0 | ||||
| 12-0,12 | 1,0 | ||||
| 13-0,12 | 1,5 | ||||
| 14-0,12 | 1,5 | ||||
| 15-0,12 | 1,5 | ||||
| Серия диаметров – 2 | |||||
| 15-0,12 | 1,5 | ||||
| 16-0,12 | 1,5 | ||||
| 17-0,12 | 2,0 | ||||
| 18-0,12 | 2,0 | ||||
| 19-0,12 | 2,0 | ||||
| 20-0,12 | 2,0 | ||||
| Серия диаметров – 3 | |||||
| 17-0,12 | 2,0 | ||||
| 19-0,12 | 2,0 | ||||
| 21-0,12 | 2,5 | ||||
| 23-0,12 | 2,5 | ||||
| 25-0,12 | 2,5 | ||||
| 27-0,12 | 3,0 |
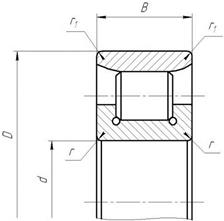
Рисунок 5.7 – Основные размеры подшипников радиальных роликовых
Таблица 5.6 – Подшипники радиальные с короткими цилиндрическими роликами по ГОСТ 8328, размеры, мм (см. рисунок 5.7)
| Обозначение | d | D | B | r | r1 |
| Серия диаметров – 4 | |||||
| 27-0,12 | 3,0 | 3,0 | |||
| 29-0,12 | 3,0 | 3,0 | |||
| 31-0,12 | 3,5 | 3,5 | |||
| 33-0,15 | 3,5 | 3,5 | |||
| 35-0,15 | 3,5 | 3,5 | |||
| 37-0,15 | 3,5 | 3,5 | |||
| 42-0,15 | 4,0 | 4,0 | |||
| 45-0,15 | 4,0 | 4,0 | |||
| Серия диаметров – 6, 0 | |||||
| 27-0,12 | 2,0 | 2,0 | |||
| 31-0,12 | 2,5 | 2,0 | |||
| 33-0,12 | 2,5 | 2,5 | |||
| 36-0,12 | 2,5 | 2,5 | |||
| 40-0,12 | 3,0 | 3,0 | |||
| 43-0,15 | 3,0 | 3,0 | |||
| 46-0,15 | 3,5 | 3,5 | |||
| 51-0,15 | 3,5 | 3,5 | |||
| 58-0,2 | 3,5 | 3,5 | |||
| 64-0,2 | 4,0 | 4,0 | |||
| 73-0,2 | 4,0 | 4,0 | |||
| 80-0,2 | 4,0 | 4,0 | |||
| 86-0,25 | 4,0 | 4,0 | |||
| 93-0,25 | 5,0 | 5,0 | |||
| 102-0,25 | 5,0 | 5,0 | |||
| 108-0,25 | 5,0 | 5,0 |
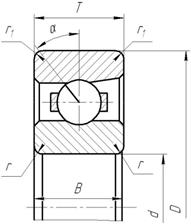
Рисунок 5.8 – Основные размеры подшипников радиально- упорных шариковых и их конструктивное исполнение: 36000, α = 12°; 46000, α = 26°; 66000, α = 36°; Т – монтажная высота подшипника; α – угол контакта между линией действия нагрузки на тело качения и плоскостью, перпендикулярной оси подшипника
Таблица 5.7 – Подшипники радиально-упорные шариковые по ГОСТ 831, размеры, мм (см. рисунок 5.8)
| Обозначение | d | D | B=T | r | r1 |
| Серия диаметров – 2 | |||||
| 36205,46205 | 15-0,25 | 1,5 | 0,5 | ||
| 36206,46206 | 16-0,25 | 1,5 | 0,5 | ||
| 36207,46207 | 17-0,25 | 2,0 | 1,0 | ||
| 36208,46208 | 18-0,25 | 2,0 | 1,0 | ||
| 36209,46209 | 19-0,25 | 2,0 | 1,0 | ||
| 36210,46210 | 20-0,25 | 2,0 | 1,0 | ||
| 36212,46212 | 22-0,3 | 2,5 | 1,2 | ||
| 36214,46214 | 24-0,3 | 2,5 | 1,2 | ||
| 36215,46215 | 25-0,3 | 2,5 | 1,2 | ||
| 36216,46216 | 26-0,3 | 3,0 | 1,5 | ||
| Серия диаметров – 3 | |||||
| 46305,66305 | 17-0,35 | 2,0 | 1,0 | ||
| 46306,66306 | 19-0,35 | 2,0 | 1,0 | ||
| 46308,66308 | 23-0,35 | 2,5 | 1,2 | ||
| 46310,66310 | 27-0,35 | 3,0 | 1,5 | ||
| 46311,66311 | 29-0,45 | 3,0 | 1,5 | ||
| 46312,66312 | 31-0,45 | 3,5 | 2,0 | ||
| 46314,66314 | 35-0,45 | 3,5 | 2,0 | ||
| 46315,66315 | 37-0,45 | 3,5 | 2,0 | ||
| 46316,66316 | 39-0,45 | 3,5 | 2,0 | ||
| Серия диаметров – 4 | |||||
| 27-0,35 | 3,0 | 1,5 | |||
| 29-0,35 | 3,0 | 1,5 | |||
| 31-0,35 | 3,5 | ||||
| 33-0,5 | 3,5 | 2,0 | |||
| 35-0,5 | 3,5 | 2,0 | |||
| 37-0,5 | 3,5 | 2,0 | |||
| 42-0,5 | 4,0 | 2,0 |
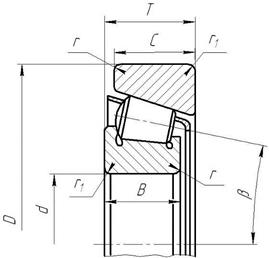
Рисунок 5.9 – Основные размеры подшипников роликовых конических однорядных: β – угол конуса, класс точности 0 и 6
Таблица 5.8 – Подшипники роликовые конические однорядные повышенной грузоподъемности по ГОСТ 27365, размеры, мм (см. рисунок 5.9)
| Обозначение | d | D | B | T | ΔTs | C | r | r1 |
| Серия диаметров – 2 | ||||||||
| 7206А | 16-0,2 | 17,25 | ±0,25 | 1,0 | 1,0 | |||
| 7207А | 17-0,24 | 18,25 | 1,5 | 1,5 | ||||
| 7208А | 18-0,24 | 19,75 | 1,5 | 1,5 | ||||
| 7209А | 19-0,242 | 20,75 | 1,5 | 1,5 | ||||
| 7210А | 20-0,24 | 21,75 | 1,5 | 1,5 | ||||
| 7211А | 21-0,3 | 22,75 | 1,5 | 1,5 | ||||
| 7212А | 22-0,3 | 23,75 | 2,0 | 1,5 | ||||
| 7213А | 23-0,3 | 24,75 | 2,0 | 1,5 | ||||
| 7214А | 24-0,3 | 26,25 | 2,0 | 1,5 | ||||
| 7215А | 25-0,3 | 27,25 | 2,0 | 1,5 | ||||
| 7216А | 26-0,3 | 28,25 | 2,5 | 2,0 | ||||
| 7217А | 28-0,4 | 30,5 | ±0,5 | 2,5 | 2,0 | |||
| 7218А | 30-0,4 | 32,5 | 2,5 | 2,0 | ||||
| 7219А | 32-0,4 | 34,5 | 3,0 | 2,5 | ||||
| 7220А | 34-0,4 | 37,0 | 3,0 | 2,5 | ||||
| 7221А | 36-0,4 | 39,5 | 3,0 | 2,5 | ||||
| 7222А | 38-0,4 | 41,0 | 3,0 | 2,5 | ||||
| Серия диаметров – 3 | ||||||||
| 7304А | 16,25 | ±0,25 | 1,5 | 1,5 | ||||
| 7305А | 18,25 | 1,5 | 1,5 | |||||
| 7306А | 20,75 | 1,5 | 1,5 | |||||
| 7307А | 22,75 | 2,0 | 1,5 | |||||
| 7308А | 25,25 | 2,0 | 1,5 | |||||
| 7309А | 27,25 | 2,0 | 1,5 | |||||
| 7310А | 29,25 | 2,5 | 2,0 | |||||
| 7311А | 31,5 | 2,5 | 2,0 | |||||
| 7312А | 33,5 | 3,5 | 1,2 | |||||
| 7314А | 38,0 | 3,5 | 1,2 | |||||
| 7315А | 40,0 | 3,5 | 1,2 | |||||
| 7316А | 42,5 | 4,0 | 1,5 | |||||
| 7318А | 46,5 | ±0,5 | 4,0 | 1,5 | ||||
| 7320А | 51,5 | 4,0 | 1,5 | |||||
| 7322А | 54,5 | 4,0 | 1,5 | |||||
| 7324А | 59,5 | 4,0 | 1,5 | |||||
| Серия диаметров – 5 | ||||||||
| 7506А | 21,25 | ±0,25 | 1,0 | 1,0 | ||||
| 7507А | 24,25 | 2,0 | 1,5 | |||||
| 7508А | 24,75 | 2,0 | 1,5 | |||||
| 7509А | 24,75 | 2,0 | 1,5 | |||||
| 7510А | 24,75 | 2,0 | 1,5 | |||||
| 7511А | 26,75 | 2,0 | 1,5 | |||||
| 7512А | 29,75 | 2,0 | 1,5 | |||||
| 7514А | 33,5 | 2,0 | 1,5 | |||||
| 7516А | 35,25 | 2,5 | 2,0 | |||||
| 7518А | 42,5 | ±0,5 | 2,5 | 2,0 | ||||
| 7520А | 49,0 | 3,0 | 2,5 | |||||
| 7522А | 56,0 | 3,0 | 2,5 | |||||
| 7524А | 61,5 | 3,0 | 2,5 | |||||
| 7526А | 67,75 | ±0,75 | 3,0 | 2,5 | ||||
| 7528А | 71,75 | 3,0 | 2,5 | |||||
| 7530А | 77,0 | 3,0 | 2,5 |
5.3 Предельные отклонения диаметров колец подшипников
Кольца подшипников имеют малую жесткость, при сборке происходит их деформация. Размеры колец до сборки и после нее отличаются. Поэтому допуски присоединительных диаметров имеют отличие по сравнению с системой допусков и посадок общего назначения.
Предельные отклонения (∆dтр и ∆Dmp) для внутреннего и наружного колец определяются по ГОСТ 520 для средних диаметров – dmp и Dmp соответственно, как разность между средним диаметром и номинальным его значением:
∆dmp = dmp – d ∆Dmp = Dmp – D.
Средний диаметр (dmp; Dmp) равен полусумме наибольшего (dsmax; Dsmax) и наименьшего (dsmin; Dsmin) действительных значений диаметров определенных двухточечным контактом (измерением) в одной радиальной плоскости (перпендикулярной оси):
dmp = (dsmax dsmin)/2;
Dmp = (Dsmax Dsmin)/2.
Для всех типов и классов точности подшипников верхнее отклонение для наружного и внутреннего колец равно нулю.
Нижние предельные отклонения задаются со знаком минус для обоих колец (см. таблицу 5.9.), что позволяет для присоединительных деталей (вал и корпус) использовать стандартные поля допусков по ГОСТ 25346.
Поля допусков подшипников имеют специальные обозначения: l – для диаметра наружного кольца; L – для диаметра внутреннего кольца с указанием класса точности. Например, L6; l6 – допуски внутреннего и наружного колец 6-го класса точности соответственно.
Значения допусков на посадочные размеры подшипника класса точности 0 соответствуют примерно 5 или 6 квалитетам, а для подшипников 2 класса – 2 или 3 квалитетам.
Допуск цилиндричности для колец подшипника допускается в пределах 0,5 от допуска на диаметр посадочной поверхности 0 и 6 классов точности, или 0,25 от допуска на диаметр посадочной поверхности для классов 5; 4; 2; Т.
Особое значение на работоспособность подшипников оказывает шероховатость посадочных поверхностей (Ra = 0,2…0,4), а также дорожек и тел качения (Ra = 0,1…0,025).
Надежность работы подшипниковых узлов зависит от правильного выбора посадок колец подшипников на вал и в корпус.
5.4 Выбор посадок для колец подшипника
Соединение колец подшипников качения с валами (осями) и отверстиями корпусов производятся в соответствии с ГОСТ 3325. Основные отклонения и поля допусков валов и отверстий корпусов для посадочных мест, предназначенных для монтажа подшипников качения, представлены на рисунке 5.10. Посадка наружного кольца в отверстие корпуса осуществляется по системе вала, причем отклонение наружного кольца подшипника обозначено буквой l, а поле допуска отверстия в корпусе выбирается из рисунка 5.10, а. Внутреннего кольца подшипника имеет отклонение отрицательное, что позволяет использовать для вала стандартные поля допусков (см. рисунок 5.10, б).
Выбор полей допусков для посадок зависит от типа, размера, класса точности подшипника, от величины, направления и действия нагрузки (радиальная или осевая) и других условий эксплуатации: интенсивности радиальной нагрузки, режима работы (допустимая перегрузка), жесткости вала и корпуса, вида нагружения.
Различают три вида нагружения колец подшипника: циркуляционное, местное и колебательное. Вид нагружения кольца подшипника зависит от того, вращается кольцо или неподвижно, а также как воспринимается радиальная нагрузка.
Вращающееся кольцо испытывает циркуляционный вид нагружения (нагрузку воспринимает кольцо всей окружностью дорожки качения и передает ее посадочной поверхности вала или корпуса), что требует обеспечения неподвижного соединения с сопрягаемой деталью.
Местнонагруженное кольцо воспринимает результирующую радиальной нагрузки ограниченным участком окружности дорожки качения кольца и передает ее соответствующему ограниченному участку посадочной поверхности вала или корпуса (это наблюдается на не вращающемся кольце). Посадка его обычно производится с гарантированным зазором, чтобы исключить интенсивный местный износ дорожки качения кольца подшипника и заклинивание тел качения.
Колебательный вид нагружения встречается реже. В этом случае оба кольца устанавливаются по переходным посадкам (js; Js), обеспечивающим проворачивание колец. При колебательном нагружении на подшипник действуют две радиальные нагрузки: постоянная по величине и вращающаяся вокруг оси. Их равнодействующая не совершает полного оборота, а колеблется на ограниченном участке окружности дорожки качения кольца, например, подшипники дробильных машин, насосов, транспортеров и т.д.
Величина минимального натяга для циркуляционно-нагруженного кольца зависит от интенсивности радиальной нагрузки, определяемой по формуле:
P = R/(B – (r – r1))K1K2K3,
где Р – интенсивность радиальной нагрузки, H/мм; кН/м;
R – радиальная реакция опоры в подшипнике, Н; (кН);
В – (r и r1) –- ширина подшипника, мм;
r и r1 – радиусы закругления на торцах кольца подшипника, мм;
K1 – динамический коэффициент посадки, зависящий от допустимой перегрузки (принимать K1 = 1 при перегрузке до 150 %, когда толчки и вибрации умеренные; K1 = 1,8 при перегрузке до 300 %, когда удары и вибрация сильные);
K2 – коэффициент, учитывающий ослабление посадочного натяга при пониженной жесткости вала или корпуса (полый вал или тонкостенный корпус); для жесткой конструкции K2 = 1 (таблица 5.10);
K3 –коэффициент неравномерности распределения радиальной нагрузки между рядами тел качения в двухрядных роликоподшипниках и сдвоенных шарикоподшипниках при наличии осевой нагрузки на опору определяется (таблица 5.11). Для однорядных подшипников K3 = 1.
Выбор посадки кольца при циркуляционном виде нагружения производить по таблице 5.12, а для местнонагруженного кольца – по таблице 5.13.
Таблица 5.9 – Предельные отклонения внутреннего и наружного колец подшипника по ГОСТ 520
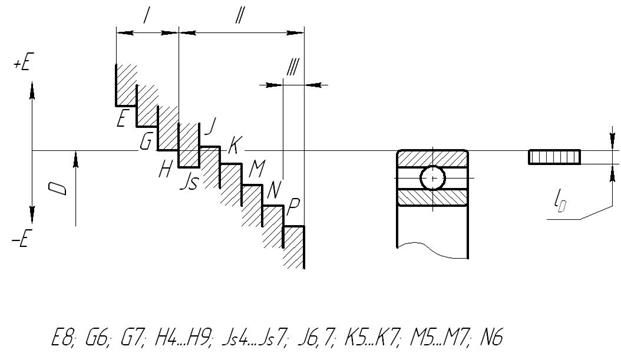
а)
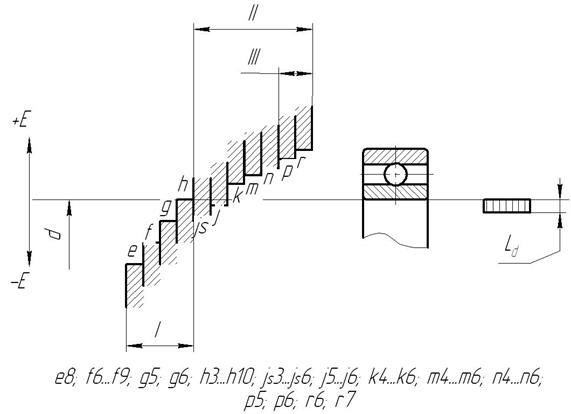
б)
Рисунок 5.10 – Основные отклонения и поля допусков присоединительных размеров подшипников качения и посадочных мест их монтажа: а – отверстия корпусов; б – валов; I – для обеспечения посадок с зазором; II – для обеспечения посадок с натягом; III – для обеспечения посадок с натягом в тонкостенных корпусах или на полых валах; ld – поле допуска наружного кольца (l0; l6; l5; l4; l2; lT); Ld – поле допуска внутреннего кольца (L0; L6; L5; L4; L2; LT)
Таблица 5.10 – Значение коэффициента К2
| dотв/d или D/Dкор | D/d ≤ 1,5 | D/d = 1,5…2 | D/d > 2 | Для корпуса |
| Свыше 0 до 0,4 | ||||
| “0,4 “0,7 | 1,2 | 1,4 | 1,6 | 1,1 |
| “0,7 “0,8 | 1,5 | 1,7 | 1,4 | |
| “0,8 | 2,3 | 1,6 | ||
| Примечание: D, d – диаметры колец подшипника; dотв – диаметр отверстия полого вала; Dкор – диаметр наружной поверхности тонкостенного корпуса. |
Таблица 5.11 – Значение коэффициента К3
| (A/R) ctg β | К3 |
| До 0,2 | |
| Свыше 0,2 до 0,4 | 1,2 |
| “0,4 “0,6 | 1,4 |
| “0,6 “1 | 1,6 |
| “1 | |
| Примечание: А – осевая нагрузка; R – радиальная реакция опоры в подшипнике, β – угол контакта тел качения. |
Таблица 5.12– Выбор посадки для циркуляционно-нагруженного кольца
Таблица 5.13 – Рекомендуемые поля допусков для монтажа колец подшипников качения при местном нагружении
5.5Нормирование точности посадочных поверхностей вала и корпуса, сопрягаемых с подшипником
От точности сопрягаемых с подшипником поверхностей вала и отверстия корпуса зависит работоспособность и долговечность подшипника, поэтому к ним предъявляются высокие технические требования.
§
Система допусков на резьбу должна обеспечивать как свинчиваемость, так и прочность резьбового соединения. Наиболее широко применяются соединения с зазорами, однако могут быть соединения с натягами и с переходными посадками.
Система допусков для посадок с зазором установлена ГОСТ 16093. Все отклонения и допуски отсчитываются от номинального профиля в направлении, перпендикулярном оси резьбы (рисунок 6.2).
По ГОСТ 16093 установлены степени точности на средний диаметр резьбы с 3-й по 10-ю в порядке убывания точности. В качестве основного принят допуск 6-й степени точности. Резьбы 6-й степени могут быть получены фрезерованием, нарезанием резцом, гребенкой, метчиком, плашкой, при накатывании роликом. Более точные степени требуют после операций нарезания применять шлифование профиля резьбы. Степени 3,4,5 используются для коротких резьб с мелким шагом. Для резьб с крупным шагом, при увеличенной длине свинчивания, рекомендуется применять 7-ю или 8-ю степень точности.
В таблице 6.3 даны допуски среднего диаметра болта – Td2, a в таблице 6.4 допуски среднего диаметра гайки – TD2. Кроме этого, для болта установлены допуски по наружному диаметру –Td (4, 6, 8 степени точности), а для гайки допуски по внутреннему диаметру – TD1 (4, 5, 6, 7, 8 степени точности) (таблица 6.5). По ГОСТ 16093 допуски на шаг резьбы и угол профиля не установлены, возможные отклонения по ним допускаются за счет изменения среднего диаметра резьбы и введения диаметральных компенсаций. Геометрически средний диаметр, шаг и угол профиля взаимозависимы. Поэтому стандартный (табличный) допуск на средний диаметр является суммарным и определяется по формуле:
Td2(TD2) = T’ d2 (T’D2) fp fα,
где T’d2 (T’D2) – часть суммарного допуска, которая определяет допустимое отклонение собственно среднего диаметра болта (гайки);
fp – диаметральная компенсация погрешностей по шагу;
fp = ∆Pn·ctg α/2, при α = 60° fp = 1,732∆Pn;
∆Рп – погрешность шага, в мкм, на всей длине свинчивания;
fα – диаметральная компенсация погрешностей половины угла профиля:
fα =  ∆α/2 , при α = 60° fα = 0,36Р∆α/2;
∆α/2 , при α = 60° fα = 0,36Р∆α/2;
∆α/2 =  (угловые минуты).
(угловые минуты).
Таблица 6.1 – Диаметры и шаги по ГОСТ 8724
| Номинальный диаметр d | Шаг резьбы Р | Номинальный размер d | Шаг резьбы Р | ||||||
| 1-й ряд | 2-й ряд | 3-й ряд | Крупный | Мелкий | 1-й ряд | 2-й ряд | 3-й ряд | Крупный | Мелкий |
| – | – | 0,8 | 0,5 | – | – | 4; 3; 2; 1,5; 1 | |||
| – | – | 0,5 | – | – | 4; 3; 2; 1,5 | ||||
| – | – | 1,25 | 1; 0,75; 0,5 | – | 5,5 | 4; 3; 2; 1,5; 1 | |||
| – | – | 1,5 | 1,25; 1; 0,75; 0,5 | – | – | 58; 62 | 4; 3; 2; 1,5; | ||
| – | – | 1,75 | 1,5; 1,25; 1; 0,75; 0,5 | – | 4; 3; 2; 1,5; 1 | ||||
| – | – | 1,5; 1,25; 1; 0,75; 0,5 | – | – | – | 4; 3; 2; 1,5 | |||
| – | – | 15; 17 | 1,5; 1 | – | – | – | 6; 4; 3; 2; 1,5 | ||
| – | – | 1,5; 1; 0,75; 0,5 | – | – | – | 4; 3; 2; 1,5 | |||
| 18; 22 | – | 2,5 | 2; 1,5; 1; 0,75; 0,5 | 72; 80 | – | – | 6; 4; 3; 2; 1,5; 1 | ||
| – | 2; 1,5; 1; 0,75; 0,5 | – | – | 78; 82 | – | ||||
| – | – | 25; 28 | – | 2; 1,5; 1 | – | – | 6; 4; 3; 2; 1,5 | ||
| – | 3,5 | 2; 1,5; 1; 0,75; 0,5 | – | – | – | 6; 4; 3; 2; 1,5 | |||
| – | – | 26; 35; 38 | – | 1,5 | – | – | 6; 4; 3; 2; 1,5 | ||
| – | 3; 2; 1,5; 1 | – | – | 6; 4; 3; 2; 1,5 | |||||
| – | – | – | 3; 2; 1,5 | – | – | – | 6; 4; 3; 2; 1,5 | ||
| 4,5 | 4; 3; 2; 1,5; 1 | – | – | 8; 6; 4; 3; 2; 1,5 | |||||
| – | – | 4; 3; 2; 1,5; 1 | 140; 160 | 150; 170 | – | – | 8; 6; 4; 3; 2; 1,5 | ||
| – | – | – | 3; 2; 1,5 | 180; 200 | – | – | 8; 6; 4; 3; 2 |
Погрешность половины угла наклона боковой стороны профиля –∆α/2 – определяется как среднее арифметическое абсолютных величин отклонений правой и левой половин угла профиля резьбы. Диаметральная компенсация равна разности средних диаметров гайки и болта, что обеспечит их свинчиваемость. Для обеспечения свинчиваемости средний диаметр болта необходимо уменьшить, а средний диаметр гайки увеличить в процессе обработки.
Таблица 6.2 – Размеры диаметров метрической резьбы по ГОСТ 24705
| Шаг резьбы, мм | Диаметр резьбы | Внутренний диаметр болта по дну впадин d3 | |
| Средний диаметр d2(D2) | Внутренний диаметр d1(D1) | ||
| 0,5 | d – 1 0,675 | d – 1 0,459 | d – 1 0,386 |
| 0,75 | d – 1 0,513 | d – 1 0,188 | d – 1 0,080 |
| 0,8 | d – 1 0,480 | d – 1 0,134 | d – 1 0,018 |
| d – 1 0,350 | d – 2 0,917 | d – 2 0,773 | |
| 1,25 | d – 1 0,188 | d – 2 0,647 | d – 2 0,466 |
| 1,5 | d – 1 0,026 | d – 2 0,376 | d – 2 0,160 |
| 1,75 | d – 2 0,863 | d – 2 0,106 | d – 3 0,853 |
| d – 2 0,701 | d – 3 0,835 | d – 3 0,546 | |
| 2,5 | d – 2 0,376 | d – 4 0,294 | d – 4 0,933 |
| d – 2 0,051 | d – 4 0,752 | d – 4 0,319 | |
| 3,5 | d – 3 0,727 | d – 4 0,211 | d – 5 0,706 |
| d – 3 0,402 | d – 5 0,670 | d – 5 0,093 | |
| 4,5 | d – 3 0,077 | d – 5 0,129 | d – 6 0,479 |
| d – 4 0,752 | d – 5 0,587 | d – 7 0,866 | |
| 5,5 | d – 4 0,428 | d – 6 0,046 | d – 7 0,252 |
| d – 4 0,103 | d – 7 0,505 | d – 8 0,639 |
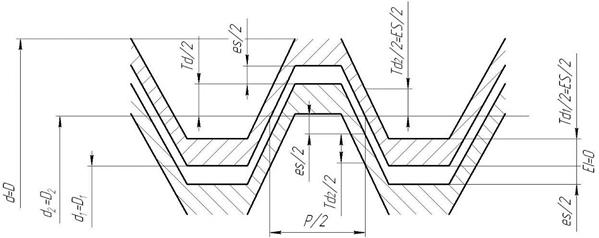
Рисунок 6.2 – Схемы расположения полей допусков по среднему диаметру:
а – болта; б –гайки
Таблица 6.3 – Допуск среднего диаметра болта Td2, мкм, по ГОСТ 16093
| Номинальный диаметр резьбы d, мм | Шаг Р, мм | Степень точности | |||||||
| Свыше 5,6 до 11,2 | 0,5 | (132) | – | – | |||||
| 0,75 | (160) | – | – | ||||||
| 1,0 | |||||||||
| 1,25 | |||||||||
| 1,5 | |||||||||
| Свыше 11,2 до 22,4 | 0,5 | (140) | – | – | |||||
| 0,75 | (170) | – | – | ||||||
| 1,0 | |||||||||
| 1,25 | |||||||||
| 1,5 | |||||||||
| 1,75 | |||||||||
| 2,0 | |||||||||
| 2,5 | |||||||||
| Свыше 22,4 до 45 | 0,5 | – | – | – | |||||
| 0,75 | (180) | – | – | ||||||
| 1,0 | |||||||||
| 1,5 | |||||||||
| 2,0 | |||||||||
| 3,0 | |||||||||
| 3,5 | |||||||||
| 4,0 | |||||||||
| 4,5 | |||||||||
| Свыше 45 до 90 | 0,5 | – | – | – | |||||
| 0,75 | – | – | – | ||||||
| 1,0 | |||||||||
| 1,5 | |||||||||
| 2,0 | |||||||||
| 3,0 | |||||||||
| 4,0 | |||||||||
| 5,0 | |||||||||
| 5,5 | |||||||||
| 6,0 | |||||||||
| Свыше 90 до 180 | 1,0 | – | – | – | |||||
| 1,5 | |||||||||
| 2,0 | |||||||||
| 3,0 | |||||||||
| 4,0 | |||||||||
| 6,0 | |||||||||
| Примечания: 1 Значения, указанные в скобках, по возможности не применять. 2 Для деталей из пластмасс использовать 10-ю степень точности. |
Таблица 6.4 – Допуски среднего диаметра гайки TD2, мкм, по ГОСТ 16093
| Номинальный диаметр резьбы d, мм | Шаг Р, мм | Степень точности | ||||
| Свыше 5,6 до 11,2 | 0,5 | – | ||||
| 0,75 | – | |||||
| 1,0 | ||||||
| 1,25 | ||||||
| 1,5 | ||||||
| Свыше 11,2 до 22,4 | 0,5 | – | ||||
| 0,75 | – | |||||
| 1,0 | ||||||
| 1,25 | ||||||
| 1,5 | ||||||
| 1,75 | ||||||
| 2,0 | ||||||
| 2,5 | ||||||
| Свыше 22,4 до 45 | 0,5 | – | – | |||
| 0,75 | – | |||||
| 1,0 | ||||||
| 1,5 | ||||||
| 2,0 | ||||||
| 3,0 | ||||||
| 3,5 | ||||||
| 4,0 | ||||||
| 4,5 | ||||||
| Свыше 45 до 90 | 0,5 | – | – | |||
| 0,75 | – | – | ||||
| 1,0 | ||||||
| 1,5 | ||||||
| 2,0 | ||||||
| 3,0 | ||||||
| 4,0 | ||||||
| 5,0 | ||||||
| 5,5 | ||||||
| 6,0 | ||||||
| Свыше 90 до 180 | 1,0 | – | ||||
| 1,5 | ||||||
| 2,0 | ||||||
| 3,0 | ||||||
| 4,0 | ||||||
| 6,0 |
Таблица 6.5 – Допуски диаметров d и D1, мкм
| Шаг Р, мм | Степень точности | |||||||
| Наружная резьба Td | Внутренняя резьба TD1 | |||||||
| 0,5 | – | – | ||||||
| 0,75 | – | – | ||||||
| 0,8 | ||||||||
| 1,0 | ||||||||
| 1,25 | ||||||||
| 1,5 | ||||||||
| 1,75 | ||||||||
| 2,0 | ||||||||
| 2,5 | ||||||||
| 3,0 | ||||||||
| 3,5 | ||||||||
| 4,0 | ||||||||
| 4,5 | ||||||||
| 5,0 | ||||||||
| 5,5 | ||||||||
| 6,0 | ||||||||
| Примечание: Другие степени точности для диаметров d и D1 не применяются. |
Таблица 6.6 – Числовые значения основных отклонений диаметров наружной и внутренней резьбы, мкм, по ГОСТ 16093
| Шаг резьбы Р, мм | Наружная резьба, es для d и d2 | Внутренняя резьба, EI для D и D1 | |||||
| d | e | f | g | E | F | G | |
| 0,5 | – | –50 | –36 | –20 | 50 | 36 | 20 |
| 0,75 | – | –56 | –38 | –22 | 56 | 38 | 22 |
| 0,8 | – | –60 | –38 | –24 | 60 | 38 | 24 |
| 1,0 | –90 | –60 | –40 | –26 | 60 | 40 | 26 |
| 1,25 | –95 | –63 | –42 | –28 | 63 | 42 | 28 |
| 1,5 | –95 | –67 | –45 | –32 | 67 | 45 | 32 |
| 1,75 | –100 | –71 | –48 | –34 | 71 | 48 | 34 |
| 2,0 | –100 | –71 | –52 | –38 | 71 | 52 | 38 |
| 2,5 | –106 | –80 | –58 | –42 | 80 | – | 42 |
| 3,0 | –112 | –85 | –63 | –48 | 85 | – | 48 |
| 3,5 | –118 | –90 | – | –53 | 90 | – | 53 |
| 4,0 | –125 | –95 | – | –60 | 95 | – | 60 |
| 4,5 | –132 | –100 | – | –63 | 100 | – | 63 |
| 5,0 | –132 | –106 | – | –71 | 106 | – | 71 |
| 5,5 | –140 | –112 | – | –75 | 112 | – | 75 |
| 6,0 | –140– | –118 | – | –80 | 118 | – | 80 |
| Примечание: Основные отклонения для h и H равны 0. |
Таблица 6.7 – Длины свинчивания для групп S; N; L по ГОСТ 16093
| Номинальный диаметр резьбы d, мм | Шаг Р, мм | Длина свинчивания, мм | |||
| S | N | L | |||
| До | Свыше | До | Свыше | ||
| Свыше 5,6 до 11,2 | 0,5 | 1,6 | 1,6 | 4,7 | 4,7 |
| 0,75 | 2,4 | 2,4 | 7,1 | 7,1 | |
| 1,0 | 3,0 | 3,0 | |||
| 1,25 | 4,0 | 4,0 | |||
| 1,5 | 5,0 | 5,0 | |||
| Свыше 11,2 до 22,4 | 0,5 | 1,8 | 1,8 | 5,5 | 5,5 |
| 0,75 | 2,8 | 2,8 | 8,3 | 8,3 | |
| 1,0 | 3,8 | 3,8 | |||
| 1,25 | 4,5 | 4,5 | |||
| 1,5 | 5,6 | 5,6 | |||
| 1,75 | 6,0 | 6,0 | |||
| 2,0 | 8,0 | 8,0 | |||
| 2,5 | |||||
| Свыше 22,4 до 45 | 0,5 | 2,1 | 2,1 | 6,3 | 6,3 |
| 0,75 | 3,1 | 3,1 | 9,5 | 9,5 | |
| 1,0 | 4,0 | 4,0 | |||
| 1,5 | 6,3 | 6,3 | |||
| 2,0 | 8,5 | 8,5 | |||
| 3,5 | |||||
| 4,5 | |||||
| Свыше 45 до 90 | 1,0 | 4,8 | 4,8 | ||
| 1,5 | 7,5 | 7,5 | |||
| 2,0 | 9,5 | 9,5 | |||
| 3,0 | |||||
| 4,0 | |||||
| 5,0 | |||||
| 5,5 | |||||
| 6,0 | |||||
| Свыше 90 до 180 | 1,5 | 8,3 | 8,3 | ||
| 2,0 | |||||
| 3,0 | |||||
| 4,0 | |||||
| 6,0 | |||||
| Примечание: Номинальные диаметры в указанных пределах выбирать по таблице 6.1. |
Вводится понятие – приведенный средний диаметр – диаметр условной идеальной резьбы. Это значение измеренного среднего диаметра d2изм (D2изм), увеличенное для наружной резьбы (или уменьшенное для внутренней) на суммарную диаметральную компенсацию погрешностей по шагу и погрешностей половины угла профиля: d2пр = d2изм (fp fα); D2пр = D2изм (fp fα).
Оценка годности резьбы производится набором калибров: гладкие калибры для наружного диаметра болта и внутреннего – у гайки, резьбовые калибры (резьбовые пробки и кольца с проходной и непроходной сторонами).
Проходной резьбовой калибр имеет полный профиль и проверяет приведенный средний диаметр d2np(D2пр) (см. рисунок 6.3), т.е. верхний предел допуска у болта или нижний – у гайки. Он выполняет комплексный контроль всех элементов резьбы (d2(D2), Р, α). Непроходной резьбовой калибр имеет укороченную длину профиля, срезанный виток и направляющий поясок, контролирует наименьший средний диаметр у болта или наибольший у гайки.
Условия годности резьбы по среднему диаметру:
условие прочности условие свинчиваемости
для болта d2изм ≥ d2min, d2пр ≤ d2max
для гайки D2изм ≤ D2maxD2пр ≥ D2min
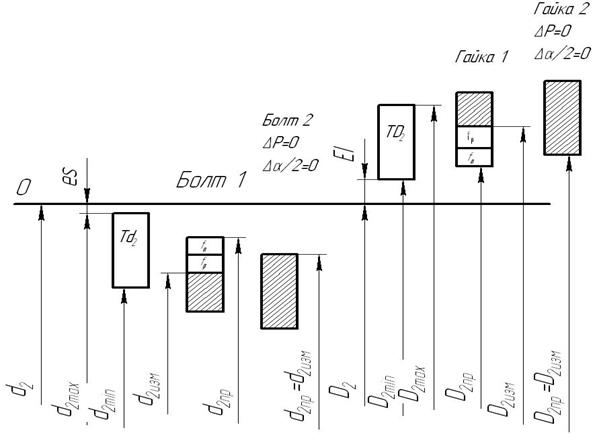
а) б)
Рисунок 6.3 – Схемы расположения полей допусков по среднему диаметру:
а – болта; б – гайки
Положение полей допусков определяется значением основных отклонений. Для наружной резьбы предусмотрено пять верхних отклонений – еs – («в тело»), обозначаемых в порядке возрастания зазора буквами – h; g; f; е; d. Для внутренней резьбы предусмотрено четыре нижних отклонения E1 – («в тело»), обозначаемых – H; G; F; Е (см. таблицу 6.6 и см. рисунок 6.4).
Поле допуска метрической резьбы состоит из обозначения поля допуска среднего диаметра (d2 или D2), указанного на первом месте, и обозначения поля допуска наружного диаметра для болта d и поля допуска внутреннего диаметра для гайки D1 например: 7g6g; 5Н6Н.
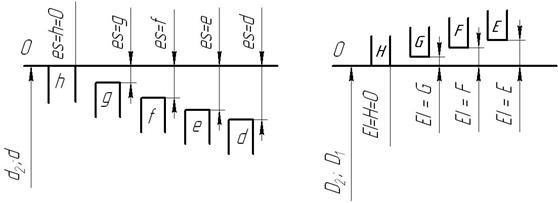
а) б)
Рисунок 6.4 – Основные отклонения метрической резьбы с зазором:
а – для наружной; б – для внутренней
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется: 6g; 6Н.
Точность резьбы зависит от длины свинчивания, (длины участка взаимного перекрытия наружной и внутренней резьбы в осевом направлении), так как чем длиннее резьба, тем больше накопленная погрешность шага. Три группы длин свинчивания устанавливает ГОСТ 16093: S – короткие; N – нормальные; L – длинные (см. таблицу 6.7). Для нормальной (N) длины высота гайки равна 0,8d.
Нормальная длина свинчивания в обозначении резьбы не указывается, в остальных случаях необходимо указывать длину свинчивания, например:
– М18×1,5–4H5H–LH – гайка, шаг р = 1,5; D = 18; TD2 по 4Н, TD1 по 5H, резьба левая; (завинчивают против часовой стрелки);
– М18–6H – гайка с крупным шагом р = 2,5, 6-й степени точности, с основным отклонением Н для среднего и внутреннего диаметров;
– M18–6g–40 – болт с крупным шагом р = 2,5, 6-й степени точности с основным отклонением g для среднего и наружного диаметров, длина свинчивания – 40 мм.
В соответствии со сложившейся ранее практикой поля допусков условно сгруппированы в три класса точности и рекомендованы к применению в зависимости от длины свинчивания (таблица 6.8).
Точный класс применяется для резьбы с мелким шагом, для точной кинематической резьбы приборов и для резьбообразующего инструмента.
Средний класс получил наибольшее применение. В машиностроении наиболее часто для резьбы с мелким шагом используют поля допусков: для болтов – 5g6g, а для гайки – 5Н.
Грубый класс применяется для резьбы в длинных глухих отверстиях, при пониженных требованиях к точности.
Таблица 6.8 – Поля допусков метрической резьбы с зазором по ГОСТ 16093
6.3 Допуски и посадки метрической резьбы с натягами
§
Посадки с натягом для метрической резьбы назначаются по ГОСТ 4608, а переходные посадки – по ГОСТ 24834. Применяют эти виды посадок для резьбовых шпилек, которые ввинчиваются в корпус. Номинальные диаметры шпилек, ряды предпочтительности и шаги даны в таблица 6.9. Переходные посадки обеспечивают полную взаимозаменяемость и облегчают процесс сборки. Однако они требуют дополнительного элемента заклинивания (контакт по коническому сбегу резьбы; упор в плоский бурт шпильки; упор цилиндрической цапфы шпильки в дно гнезда) (таблица 6.10). Соединения с натягом не обеспечивают полной взаимозаменяемости. Требуется 100%-ный контроль среднего диаметра и рассортировка на группы. Число сортировочных групп (2 или 3) указывается после обозначения степени точности в скобках. Натяги образуются только по среднему диаметру, по наружному и внутреннему диаметрам предусмотрены зазоры.
Длина свинчивания зависит от материала корпуса: для стали от 1d до 1,25d; для чугуна от 1,25d до 1,5d; для алюминиевых и магниевых сплавов от 1,5d до 2d.
Выбор полей допусков и посадок производят по таблице 6.11 в зависимости от материала корпуса, диаметра и шага резьбы. Допуски среднего диаметра резьб с натягом (сортируемых на группы) не включают диаметральных компенсаций погрешностей шага и угла профиля. Погрешности шага и угла профиля ограничиваются своими допусками (Тр и Tα). Допуски среднего диаметра резьбы с переходными посадками являются суммарными, как для резьб с зазором. Значения допусков и основных отклонений определять по стандартам и справочникам. Схемы расположения полей допусков для резьб с натягом даны на рисунке 6.5, а для резьбовых соединений по переходным посадкам – на рисунке 6.6.
Таблица 6.9 – Метрическая резьба. Посадки с натягом и переходные. Диаметры и шаги, мм
| Номинальный диаметр резьбы, d | Шаг, Р | Номинальный диаметр резьбы, d | Шаг, Р | ||||
| 1-й ряд | 2-й ряд | Крупный | Мелкий | 1-й ряд | 2-й ряд | Крупный | Мелкий |
| – | 0,8 | – | 2,5 | 2,0; 1,5 | |||
| – | 1,0 | – | – | 2,5 | 2,0; 1,5 | ||
| – | 1,25 | 1,0 | 3,0 | 2,0 | |||
| – | 1,5 | 1,25 | 3,5* | 2,0 | |||
| – | 1,75 | 1,5;1,25 | 4,0* | 3,0 | |||
| 2,0 | 1,5 | 4,5* | 3,0 | ||||
| Примечания: 1 Первый ряд следует предпочитать второму ряду. 2 Шаги, отмеченные значком *, только для переходных посадок. |
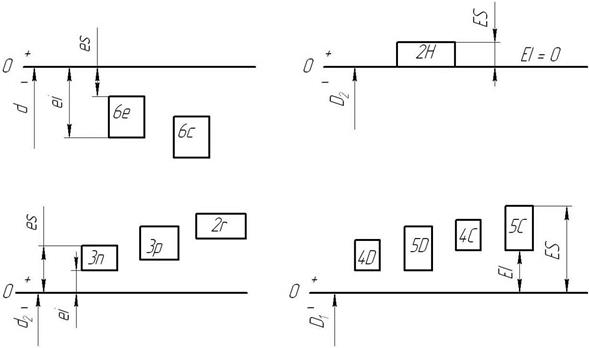
а) б)
Рисунок 6.5 – Расположение полей допусков метрической резьбы с натягом:
а – для наружной; б – для внутренней
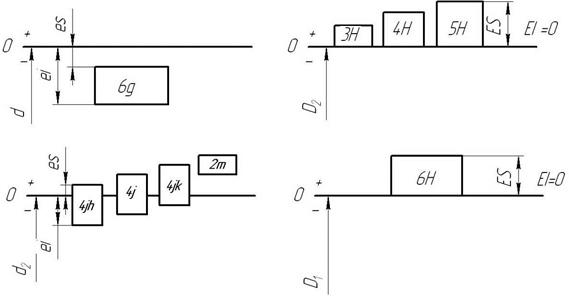
а) б)
Рисунок 6.6 – Схемы расположения полей допусков метрической резьбы с переходными посадками: а – для наружной; б – для внутренней
Таблица 6.10 – Примеры дополнительных элементов заклинивания в резьбовых соединениях с переходными посадками (по информационному приложению к ГОСТ 24834)
| Вид заклинивания | Материал детали с внутренней резьбой | Рекомендации к применению |
1 Конический сбег резьбы1)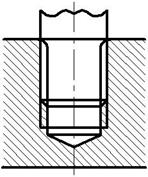 | Сталь, чугун, алюминиевые и магниевые сплавы | Наиболее часто используемый вид заклинивания, применяется в сквозных и глухих отверстиях. Не рекомендуется применять при высоких динамических нагрузках. При слишком большом крутящем моменте затяжки может иметь место деформация внутренней резьбы в верхней части резьбового отверстия2) |
2 Плоский бурт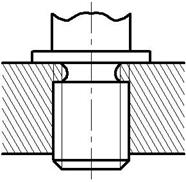 | В основном алюминиевые и магниевые сплавы | Применяется в сквозных и глухих отверстиях. Прилегающая плоскость бурта должна быть перпендикулярна к оси резьбы. Диаметр бурта должен быть не менее 1,5d. |
3 Цилиндрическая цапфа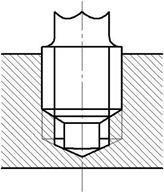 | Сталь, чугун, алюминиевые и магниевые сплавы | Применяется только в глухих отверстиях. Имеет меньшее стопорящее действие, чем у элементов 1 и 2. Диаметр цилиндрической цапфы несколько меньше внутреннего диаметра резьбы. Угол конуса на конце цапфы должен совпадать с углом заточки сверла для обработки отверстия под резьбу |
| Примечания: 1 Для накатанных резьб конический сбег имеет наилучшее заклинивающее действие тогда, когда сбег резьбы выполнен по всей длине переходного конуса. 2 Во избежание деформации внутренняя резьба выполняется с зенковкой 60°. Толщина стенки резьбового отверстия должна быть не менее 0,5d для надежного распределения радиальных напряжений. |
Таблица 6.11 – Поля допусков и посадки с натягом и переходные
| Материал детали с внутренней резьбой | Номинальный диаметр d(D), мм | Шаг P, мм | Поля допусков диаметров резьбы | Примеры обозначения посадки | |||||||
| Наружной | Внутренней | ||||||||||
| свыше | до | свыше | до | d | d2 | D2 | D1 | ||||
| Посадки с натягом по ГОСТ 4608 | |||||||||||
| чугун и ал. сплавы чугун, ал. и магниевые сплавы сталь, высокопрочные титановые сплавы | | | 0,8 1,25 0,8 1,25 0,8 1,25 | 1,25 1,25 | 6e | 2r(2) 3p(2) 3n(3) | 2H(2) 2H(2) 2H(3) | 5D 5C 5D 5C 4D 4C | 2H5D(2) 2r(2) 2H5D(2) 3p(2) 2H4d(3) 3n(3) | ||
| Переходные посадки по ГОСТ 24834 | |||||||||||
| Сталь, чугун, ал. и магниевые сплавы Чугун, ал. и магниевые сплавы Сталь |
|
| 0,8 | 3,5
| 6g | 2m 4jh 4jk;2m 4j;2m 4jk 4j | 3H 5H 5H 5H 4H 4H | 6H | 3H6H 2m 5H6H 4jk 4H6H 4jk | ||
| Примечания: 1 Поле допуска наружного диаметра резьбы в обозначении не указывается. 2 Допускается применение без сортировки на группы посадок 3H6H/3p; 3H6H/3n. | |||||||||||
7 Нормирование точности цилиндрических зубчатых передач и колес
§
Зубчатые передачи находят широкое применение в различных видах машин и механизмов, исполняя роль передаточного механизма. Они определяют качество, надежность, работоспособность и долговечность машин, станков, приборов и других изделий. Расчет геометрических параметров зубчатых передач необходим с конструкторской точки зрения, так как определяет основные размеры и габариты передачи, а также с технологических позиций, так как влияет на выбор оборудования и методов обработки.
Наиболее широко применяются эвольвентные цилиндрические зубчатые передачи внешнего и внутреннего зацепления с исходным контуром, профилирующим режущий инструмент по ГОСТ 13755. Исходный контур выполняется в виде прямозубой рейки с углом α = 20°. Прямозубые колеса имеют направление зуба вдоль оси колеса. У косозубых колес зуб направлен под утлом βк оси колеса.
Основным геометрическим параметром, определяющим все элементы передачи, является модуль – т, который выбирается в зависимости от передаваемой нагрузки из нормального ряда модулей по ГОСТ 9563 .
Модуль – это число, показывающее, сколько миллиметров диаметра делительной окружности приходится на один зуб зубчатого колеса.
Зубчатые колеса с модулем от 0,05 мм до 1 мм принято называть мелкомодульными; от 1 до 10 мм – среднемодульными и свыше 10 мм – крупномодульными.
Основное применение находит первый ряд модулей: 0,5; 0,6; 0,8; 1; 1,25; 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12; 16. Второй ряд применяется ограниченно: 0,55; 0,7; 0,9; 1,125; 1,375; 1,75; 2,25; 2,75; 3,5; 4,5; 5; 7; 9; 11; 14; 18.
Мелкомодульные передачи (m < 1) используются при малых нагрузках (в приборостроении, при ручном приводе). Чем больше передаваемая нагрузка, тем больше должен быть модуль и ширина зубчатого венца – В. Рекомендуется принимать В = (3… 15) т.
Число зубьев колес принято обозначать буквой Z , а в передаче для ведущего (шестерни) и ведомого колес –Z1 и Z2 соответственно.
В зубчатой передаче число оборотов зависит от числа зубьев колеса.
Передаточное число i =  =
=  , где n1 и n2 – число оборотов в минуту ведущего и ведомого колеса.
, где n1 и n2 – число оборотов в минуту ведущего и ведомого колеса.
Межосевое расстояние (делительное) в передаче а = m(Z1 Z2)/2.
К основным параметрам зубчатого колеса относятся:
– диаметр делительной окружности –d = mZ;
– диаметр окружности выступов –da = d 2т =m(Z 2);
– диаметр окружности впадин –df= d – 2,5т = m(Z – 2,5);
– окружной шаг (шаг по делительной окружности) pt = 360/z = π m;
– диаметр основной окружности –db = dcosα = m z cosα;
– шаг зацепления или основной шаг (шаг по основной окружности):
рα = рb = рt cosα = πm cos α;
– высота головки зуба ha = m;
– высота ножки hf = 1,25 т;
– толщина зуба по делительной окружности S =рt/2 = π т/2 на высоте головки зуба hα;
– толщина зуба по постоянной хорде Sc = 1,387 m, измеренная на высоте hc = 0,7476 m от вершины зуба. Этот показатель не зависит от числа зубьев колеса, а зависит только от модуля;
– размер по роликам –М (для определения значения окружной толщины зуба или величины смещения исходного контура для мелкомодульных колес);
– длина общей нормали W или средняя длина общей нормали Wm.
Длина общей нормали – это расстояние между двумя параллельными плоскостями, касательными к двум разноименным, активным боковым поверхностям зубьев колеса. Номинальное значение длины общей нормали определяется по формуле:
W = pt (Zw – 1) S,
где Zw = 0,111 z 0,5 или Zw = z/9 1 – число охватываемых при измерении зубьев, которое необходимо округлять до ближайшего целого числа (таблица 7.1). Для колес с углом зацепления α = 20° формула принимает вид:
W = m [1,476 (2Zw – 1) 0,014 Z].
Длина общей нормали прямо пропорциональна модулю, поэтому в таблицах справочников указывается значение длины общей нормали для т = 1 (см. таблицу 7.1). При изменении модуля табличное значение необходимо умножить на величину модуля.
Средняя длина общей нормали определяется по результатам измерения всех длин у колеса от зуба к зубу, как среднее арифметическое значение:
Wm =  .
.
Ввиду погрешностей обработки, у одного зубчатого колеса длина общей нормали изменяется от зуба к зубу.
Для размещения смазки и исключения заклинивания требуется увеличивать или уменьшать толщину зуба. Теоретическое зацепление считается двухпрофильным, когда контакт идет по обеим сторонам зуба.
Реальная передача имеет однопрофильное зацепление, т.е. по рабочим профилям – контакт, а по нерабочим – зазор.
Таблица 7.1 – Геометрические параметры зубчатого колеса при m = 1, α = 20 °С
| Число зубьев Z колеса | Количество охватываемых зубьев Zw | Длина общей нормали W, мм | Диаметр основной окружности db, мм | Число зубьев Z колеса | Количество охватываемых зубьев Zw | Длина общей нормали W, мм | Диаметр основной окружности db, мм | ||
| 4,596 | 11,276 | 47,924 | |||||||
| 4,938 | 14,095 | 16,965 | 48,864 | ||||||
| 4,652 | 15,035 | 16,978 | 49,804 | ||||||
| 4,666 | 15,975 | 16,992 | 50,743 | ||||||
| 4,680 | 16,914 | 19,959 | 51,683 | ||||||
| 7,660 | 18,794 | 19,973 | 52,623 | ||||||
| 7,688 | 20,673 | 19,987 | 53,562 | ||||||
| 7,702 | 21,613 | 20,001 | 54,502 | ||||||
| 7,716 | 22,557 | 20,015 | 55,442 | ||||||
| 7,730 | 23,492 | 20,029 | 56,382 | ||||||
| 7,744 | 24,432 | 20,057 | 58,261 | ||||||
| 7,758 | 23,051 | 61,08 | |||||||
| 10,725 | 26,311 | 23,065 | 62,02 | ||||||
| 10,739 | 27,251 | 23,093 | 63,899 | ||||||
| 10,753 | 28,191 | 23,121 | 66,778 | ||||||
| 10,767 | 29,13 | 23,149 | 67,578 | ||||||
| 10,781 | 30,07 | 26,051 | 70,477 | ||||||
| 10,795 | 31,001 | 26,157 | 71,416 | ||||||
| 10,809 | 31,95 | 26,185 | 73,296 | ||||||
| 10,872 | 32,889 | 26,199 | 74,236 | ||||||
| 10,836 | 33,829 | 26,213 | 75,175 | ||||||
| 13,803 | 34,769 | 29,194 | 77,055 | ||||||
| 13,817 | 35,708 | 29,236 | 79,874 | ||||||
| 13,831 | 36,648 | 29,306 | 84,572 | ||||||
| 13,845 | 37,588 | 32,286 | 86,452 | ||||||
| 13,859 | 38,527 | 32,314 | 88,331 | ||||||
| 13,873 | 39,467 | 32,328 | 89,271 | ||||||
| 13,887 | 40,407 | 32,369 | 92,09 | ||||||
| 13,900 | 41,346 | 32,398 | 93,97 | ||||||
| 13,914 | 42,286 | 35,350 | 93,97 | ||||||
| 16,881 | 43,226 | 35,420 | 98,668 | ||||||
| 16,895 | 44,166 | 38,414 | 101,468 | ||||||
| 16,909 | 45,105 | 38,442 | 103,336 | ||||||
| 16,923 | 46,045 | 38,470 | 105,246 | ||||||
| 16,937 | 46,985 | 38,512 | 108,066 | ||||||
Величина бокового зазора зависит от условий эксплуатации: температуры, смазки, нагрузки, условий загрязнения и других требований (см. п. 7.3).
У зубчатого колеса различают окружной шаг по делительной окружности:
pt = 360/Z = π m,
и шаг зацепления или основной шаг (шаг по основной окружности):
Pb = Pt cos α = π т cos α.
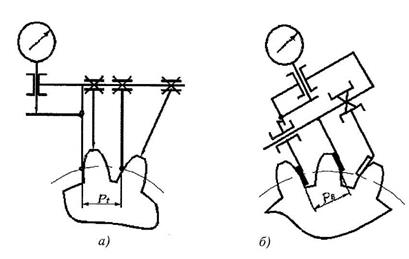
Рисунок 7.1 – Схема измерения шаговых параметров зубчатого колеса:
а – окружного шага; б – шага зацепления
Контроль окружного шага может быть выполнен накладным шагомером или универсальным зубоизмерительным прибором. Базирующие наконечники опираются на наружный (или внутренний) диаметр (рисунок 7.1, а). Широко используется метод измерения от «первого шага», принятого за номинальное значение с определением отклонений от него. Измерив по всей окружности Z раз, можно построить график и определить накопленную погрешность окружного шага.
Шаг зацепления (основной шаг) контролируется в плоскости, касательной к основному цилиндру (рисунок 7.1, б). Настройка прибора производиться на ноль по блоку кольцевых мер длины, равному номинальному значению шага зацепления. Метод измерения относительный, так как прибор показывает погрешность шага зацепления:
∆pb = pbr – pbном
§
По условиям работы зубчатые передачи делятся на следующие эксплуатационные группы:
– отсчетные (кинематические);
– скоростные (окружная скорость до 120 м/с);
– силовые;
– передачи общего назначения.
Основное требование к отсчетным передачам – высокая кинематическая точность (согласованность в углах поворота). Применяются они в точных кинематических цепях (измерительные приборы, делительные механизмы станков), имеют малый модуль и небольшую длину зуба и работают при малых окружных скоростях до 6 м/с.
Для скоростных передач основное требование – плавность работы, т.е. бесшумность и отсутствие вибраций. Для них важна также полнота контакта по рабочим профилям зуба. Это зубчатые передачи средних размеров, они входят в состав редукторов турбин, двигателей, коробок перемены передачи автомобилей, коробок скоростей станков и других быстроходных механизмов.
Силовые передачи требуют полноты контакта (рисунок 7.2), особенно по длине зуба. Это колеса с крупным модулем, большой длиной зуба (В > 10m). Такие передачи работают в грузоподъемных, землеройных, строительных и дорожных машинах, в конвейерах, эскалаторах, механических вальцах и т.д.
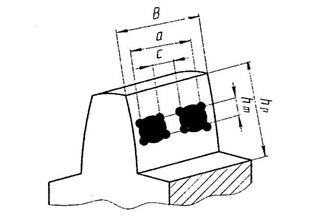
Рисунок 7.2 – Пятно контакта
Величину пятна контакта оценивают относительными размерами в процентах:
– по длине зуба:  100 %,
100 %,
где а – общая длина контакта; с – сумма длин пробелов в пятне (если c > т);
В – ширина зубчатого венца;
– по высоте зуба:  100 %,
100 %,
где hm – средняя высота пятна контакта; hp – рабочая высота зуба, равная 2т.
Пятно контакта оценивается в собранной передаче, после работы под нагрузкой. Мгновенное пятно контакта составляет около 75 % от суммарного пятна контакта и оценивается “по краске” после одного оборота.
Передачи общего назначения наиболее распространены в машиностроении. Они работают при окружных скоростях до 10 м/с и незначительных нагрузках. Для них не устанавливаются повышенные требования ни по одному из трех рассмотренных требований.
7.2.1 Система допусков на зубчатые передачи
Для регламентации точности созданы системы допусков на отдельные виды зубчатых передач (цилиндрические, конические, червячные), так как точность работы механизма зависит не только от точности отдельных элементов (зубчатых колес), но и от точности расположения осей в корпусах.
Для цилиндрических зубчатых передач с т ≥ 1 система допусков определена в ГОСТ 1643, а для мелкомодульных – в ГОСТ 9178.
Для конических зубчатых передач с т ≥ 1 система допусков определена в ГОСТ 1758, а для мелкомодульных – в ГОСТ 9368.
Для червячных передач при т ≥ 1 система допусков определена в ГОСТ 3675, а для мелкомодульных – в ГОСТ 9774.
Системы допусков для различных видов зубчатых передач имеют много общего. Далее рассмотрена система допусков на цилиндрические зубчатые передачи с модулем т ≥ 1 (ГОСТ 1643).
Для всех видов зубчатых передач установлено 12 степеней точности (с 1 по 12) в порядке увеличения допусков, в разных стандартах особо точные и грубые степени не оговорены допусками, т.е. оставлены как резервные. Для цилиндрических передач первая, вторая и 12 степени точности резервные.
Степень точности – заданный уровень допустимого несоответствия значений их действительных параметров расчетным (номинальным) значениям.
В каждой степени выделены три нормы точности согласно эксплуатационным группам: кинематическая точность, плавность работы и контакт зубьев. В каждой норме определены независимые, равноправные показатели точности и допуски на них (рисунок 7.3).
Кинематическая точность оценивается нормами кинематической погрешности зубчатой передачи и кинематической погрешностью колеса. Кинематическая погрешность передачи есть разность между действительным и номинальным углами поворота ведомого зубчатого колеса, выраженная в линейных величинах длиной дуги делительной окружности. Все показатели кинематической точности оцениваются за один оборот колеса.
Кинематическая погрешность зубчатого колеса определяется погрешностью кинематической цепи деления зубообрабатывающего станка.
Степени точности по ГОСТ 1643
Рисунок 7.3 – Показатели точности зубчатых колёс и передач
Кинематическая погрешность оценивается следующими показателями: накопленной погрешностью шага, радиальным биением зубчатого венца, колебанием длины общей нормали, колебанием измерительного межосевого расстояния за оборот колеса.
Плавность работы передачи характеризуется циклическими погрешностями при повороте колеса на один зуб. Наличие циклически повторяющихся погрешностей (шага, профиля зуба и др.) вызывает в процессе работы передачи шум и вибрацию. Чистовая обработка боковой поверхности зубьев (шлифованием, шевингованием и др. методами) позволяет повысить плавность работы передачи, так как улучшается профиль зуба. Отклонение шага зацепления, зависящее от погрешности зуборезного инструмента, также влияет на плавность передачи.
Контакт зубьев характеризуется размерами пятна контакта на боковых поверхностях зубьев при работе передачи и определяет величину передаваемой нагрузки. Пятно контакта зависит от погрешностей самих колес и от погрешностей их монтажа в корпус.
Независимо от степени точности выбирается вид сопряжения, который характеризуется нормой бокового зазора между нерабочими профилями зубьев колес, находящихся в зацеплении.
В стандартах на все виды зубчатых передач при образовании символов нормируемых отклонений и допусков используются следующие обозначения:
– F – показатели, определяющие кинематическую точность;
– f – показатели плавности работы передачи;
– показатель, относящийся к передачи, обозначается индексом – 0;
– действительное значение измеренного параметра имеет в конце общего символа – r;
– один штрих означает, что показатель определяется в однопрофильном зацеплении;
– два штриха требуют выполнять контроль параметра в двухпрофильном зацеплении;
– показатели без штрихов проверяются у зубчатого колеса без зацепления с другим и характеризуют геометрическую точность.
7.2.2 Расшифровка условных обозначений
Показатели нормы кинематической точности:
Fi0‘ – допуск на кинематическую погрешность зубчатой передачи; определяется как сумма допусков кинематических погрешностей двух сопрягаемых колес
Fi0‘ = Fi1‘ Fi2‘
Fi‘ – допуск на кинематическую погрешность зубчатого колеса:
Fi‘ = Fp ff;
Fp – допуск на накопленную погрешность шага зубчатого колеса;
Fpk – допуск на накопленную погрешность «к» шагов (k ≥2) назначается для длины делительной окружности, соответствующей 1/6 части числа зубьев колеса.
Fr – допуск на радиальное биение зубчатого венца;
Fi” – допуск на колебание измерительного межосевого расстояния за оборот зубчатого колеса (Fi” = 1,4Fr);
Fvw –допуск на колебание длины общей нормали: Fvw = Wmахr – Wminr;
Fc – допуск на погрешность обката зависит от кинематической погрешности зубообрабатывающего станка (Fc = Fvw).
Показатели нормы плавности работы передачи:
fi0‘ – допуск на местную кинематическую погрешность передачи;
fzz0 – допуск на циклическую погрешность зубцовой частоты в передаче;
fzk0 – допуск на циклическую погрешность передачи;
fi‘ – допуск на местную кинематическую погрешность зубчатого колеса;
± fpb – предельные отклонения шага зацепления fpb = Pbr – Ph;
± fPt – предельные отклонения окружного шага fPt = Ptr – Рt;
ff –допуск на погрешность профиля зуба;
ff” – колебание измерительного межосевого расстояния на одном зубе;
fzk = fzko – допуск на циклическую погрешность зубчатого колеса равен циклической погрешности передачи с частотой «к» за оборот;
fzzo – допуск на циклическую погрешность зубцовой частоты в передачи;
fzz = 0,6fzzo – допуск на циклическую погрешность зубцовой частоты зубчатого колеса.
Показатели нормы контакта зубьев:
– для передачи:
%% – суммарное пятно контакта по высоте и ширине зуба реальной передачи при вращении под нагрузкой;
fx – допуск параллельности осей, fx = Fβ;
fy – допуск на перекос осей, fу = 0,5 Fβ;
– для зубчатого колеса:
Fβ – допуск на погрешность направления зуба;
Fk – допуск на суммарную погрешность контактной линии.
Показатели норм бокового зазора:
-для передачи:
± fa – предельные отклонения межосевого расстояния (МОР) для передач с нерегулируемым расположением осей, ± fa = ±0,5jnmin;
jnmin – минимальный гарантированный боковой зазор;
Тjn – допуск на боковой зазор;
– для зубчатого колеса при внешнем зацеплении:
Ea“s – верхнее предельное отклонение измерительного МОР,
Еа“s = fi“; Еa”s = aнб” – aном;
– Еa“i – нижнее предельное отклонение измерительного МОР,
Еa”i = – ТН; Еa”j = a”нм – аном;
– EHs – наименьшее дополнительное смешение исходного контура зубчатого колеса;
ТH – допуск на смещение исходного контура, ТH > Fr;
– EWms – наименьшее отклонение средней длины общей нормали;
TWm – допуск на среднюю длину общей нормали; TWm = (ТH – 0,7Fr)2sinα;
TW – допуск на длину общей нормали всей партии колес, изготавливаемых по данному чертежу;
ECs – наименьшее отклонение толщины зуба; ECs = EHs 2 sinα;
TC – допуск на толщину зуба, TC = 2ТH tgα;
EMs – наименьшее отклонение размера М по роликам при m ≤ 1;
TM – допуск на размер по роликам.
– для зубчатого колеса при внутреннем зацеплении:
– Ea“s – верхнее предельное отклонение измерительного MOP;
Ea“s = –TH
Ea“i – нижнее предельное отклонение измерительного МОР;
Ea“i = fi“;
EHi – наименьшее дополнительное смешение исходного контура зубчатого колеса;
TH – допуск на смешение исходного контура, TH > Fr;
EWmi – наименьшее отклонение средней длины общей нормали;
TWm – допуск на среднюю длину общей нормали TWm = (ТH – 0,7Fr)2 sinα;
Для передач с m ≥ 1 мм установлено шесть видов сопряжений:
А, В, С,D, Е и Н, которые характеризуются величиной гарантированного наименьшего бокового зазора jnmin между нерабочими профилями. Вид сопряжения А имеет наибольшее значение jnmin, далее идет уменьшение значения бокового зазора, в итоге вид сопряжения Н дает jnmin = 0.
На каждый вид сопряжения установлен допуск бокового зазора Тjn, который для соответствующего вида сопряжения обозначается а, b, с, d, h (последний соответствует сопряжениям Е и H); для передач с m ≥ 1 при необходимости можно использовать увеличенные допуски х, у, z.
Для передач с т < 1мм предусмотрено пять видов сопряжений D, Е, F, G, Н в порядке убывания jnтin.
Для нерегулируемых передач с модулем свыше 1 мм установлено в порядке убывания точности шесть классов отклонений межосевого расстояния от I до VI, при соблюдении которых обеспечивается гарантированный боковой зазор. При этом сопряжения Н и Е обеспечиваются при II классе, а сопряжения D, С, В и А – при III, IV, V и VI классах. В обоснованных случаях это соответствие можно изменять. Рекомендации по соответствию степени точности и вида сопряжения даны в таблице 7.2.
Таблица 7.2 – Соответствие видов сопряжений видам допуска и классу отклонений межосевого расстояния по ГОСТ 1643
Некоррегированные зубчатые передачи на операциях зубонарезания имеют коэффициент смещения исходного контура равный нулю, то есть для них обеспечивается номинальное межосевое расстояние между исходной рейкой и зубчатым колесом.
Коррегирование зубчатых колес (смещение исходного контура) производится при малом числе зубьев (Z < 17), чтобы исключить подрезание ножки зуба при зацеплении. Если передача некоррегированная (х = 0), то вид сопряжения соответствует виду допуска на боковой зазор (а; b; с; d; h)и классу отклонений межосевого расстояния (II…VI).
Если допуск на межосевое расстояние требуется назначить больше, чем по нормам VI класса, то указывают его числовое значение в обозначении точности колеса.
Если вид допуска бокового зазора и класс отклонений межосевого расстояния соответствуют виду сопряжения, то они не указываются в условном обозначении точности колеса.
Полное обозначение степени точности зубчатой передачи представлено на рисунке 7.4
Пример, когда в указанной точности передачи виду сопряжения В соответствует вид допуска бокового зазора b, и V классу межосевого расстояния:
8-7-7-B ГОСТ 1643.
Если по всем нормам назначены одинаковые степени точности, условное обозначение точности колеса должно быть указано следующим образом:
1-В ГОСТ 1643.
Когда на одну из норм не задается степень точности, то взамен цифры указывается буква N, так как параметры этой нормы контролю не подлежат.
N-8-8 ГОСТ 1643.
Вид сопряжения для отсчетных передач рекомендуется принимать Н или Е, так как требуется уменьшать «мертвый ход». Пример обозначения отсчетнойпередачи:
6-7-7-Е ГОСТ 1643.





 8-7-7-B a/VI ГОСТ 1643
8-7-7-B a/VI ГОСТ 1643
Класс отклонения межосевого расстояния корпуса

Допуск на боковой зазор
Вид сопряжения
Степень точности по нормам контакта
Степень точности по нормам плавности
Степень кинематической точности
Рисунок 7.4
Скоростная передача может иметь следующее комбинирование степеней точности:
7-6-6-С ГОСТ 1643.
Комбинированные нормы точности позволяют не выдерживать высокую точность по тем показателям, по которым условия работы передачи этого не требуют.
Силовая передача может обозначаться:
N-7-6-A ГОСТ 1643,
при этом требования к показателям кинематической точности не нормируются, нормы плавности работы назначаются по 7-й степени, а нормы контакта – по 6-й степени, вид сопряжения принят – А.
Пример обозначения точности зубчатой передачи общего назначения:
9-А ГОСТ 1643.
Для каждого вида норм определены показатели точности и допуски на эти показатели (см. рисунок 7.3). Числовые значения допусков представлены далее в таблицах.
7.3 Выбор степени точности зубчатой передачи
Выбор степени точности производится конструктором на основе конкретных условий работы передачи и требований, предъявляемых к ней. Используются методы – расчетный, опытный и табличный.
Расчетный метод применяется для особо ответственных передач. Конкретные методики расчета приводятся в отраслевых стандартах.
При опытном методе степень точности проектируемой передачи принимают по прототипу работающего механизма.
Выбор степени точности табличным методом но нормам плавности работы производится в зависимости от области применения и заданной скорости по рекомендациям таблицы 7.3, далее необходимо учесть характер эксплуатационной группы.
В зависимости от эксплуатационной группы разрешается комбинировать степени точности выполняя более жесткие требования только по тем параметрам, которые влияют на конкретные эксплуатационные свойства.
С технологической точки зрения нормы плавности могут быть не более чем на одну степени грубее или на две степени точнее нормы кинематической точности. Степень точности по нормам контакта может быть любой более точной, равной или на одну степень грубее, чем нормы плавности.
Для кинематических (отсчетных) передач наиболее важной является кинематическая точность, она назначается на одну степень точнее, чем нормы плавности и контакта зубьев.
Для силовых передач, работающих при малых и средних скоростях (прокатные станы), степень точности но контакту зубьев должна быть выше, чем по кинематической точности и по плавности (на одну степень). Для среднескоростных (автомобили) и высокоскоростных передач (турбины) степень точности по нормам плавности целесообразно назначать на одну точнее, чем по нормам кинематической точности.
Для передач общего назначения для всех норм точности назначают одинаковую степень точности.
Вид сопряжения, гарантирующий необходимую величину наименьшего бокового зазора jnmin, назначается независимо от степени точности.
Боковой зазор определяется величиной межосевого расстояния и толщиной зубьев колес и зависит от температурного режима работы передачи, способа подачи смазки и окружной скорости V.
Рекомендуемые виды сопряжений зубчатых колес в передаче в зависимости от степени точности по нормам плавности работы указаны в таблице 7.3.
Таблица 7.3 – Рекомендации применения зубчатых колес но нормам плавности работы передачи но ГОСТ 1643
| Степень точности | |||||||||
| Категории точности | Низкая | Пониженная | Средняя | Точная | Высокоточная | Прецизионная | Особо прецизионная | ||
| Вид сопряжения | А–В | А–С | A–D | А; В; С; D; Е; Н | |||||
| Область применения | Измерительные зубчатые колеса*,отсчетные*, делительные механизмы*, прецизионные*, редукторы турбомашин | ||||||||
| Авиационные двигатели | |||||||||
| Металлорежущие станки, сменные колеса гитары, дифференциала, шпиндельных пар, коробки скоростей и подач | |||||||||
| Пассажирский железнодорожный состав | |||||||||
| Товарный железнодорожный состав, редукторы общего назначения | |||||||||
| Легковые автомобили, коробки перемены передач, роботы, манипуляторы | |||||||||
| Прокатные станы, грузовые автомобили, тракторы, транспортеры, литейные машины | |||||||||
| Крановые механизмы, силовые узлы | |||||||||
| Сельскохозяйственные машины, ручные передачи | |||||||||
| Окружная скорость, м/с | Прямозубые | до 2 | 2…6 | 6…10 | 10…20 | 20…35 | 35..40 | св. 40 | |
| Косозубые | до 4 | 4…10 | 10…15 | 15…40 | 40…70 | 70..75 | св. 75 | ||
| Скоростная группа | тихоходные | среднескоростные | скоростные | ||||||
| Методика нарезания зубчатого венца | Зубонакатывание, метод копирования или обкатки | Метод копирования или зубофре- зерования | Обкатка на точных станках | Обработка на прецизионных станках с малой циклической ошибкой | |||||
| Окончательная обработка зубьев | Не требуется | Зубохо- нингова- ние, притирка | Шлифование и притирка; зубохонингование | Шлифование и доводка | |||||
| Примечание. * Задается степень кинематической точности, которая не зависит от окружной скорости. |
Ориентировочно для размещения смазки боковой зазор можно принять в зависимости от модуля.
Для тихоходных и кинематических передач jn1= 0,01 т, а для высокоскоростных и тяжело-нагруженных – jn1= 0,03 т (мм), для среднескоростных можно принять 0,02 m.
Гарантированный боковой зазор получается как сумма температурных и силовых деформаций:
jnmin ≥ jn1 jn2.
Боковой зазор, соответствующий температурной компенсации, определяется по формулам:
jn2 = a[α1∙(t1 – 20 °С) –α2∙(t2 – 20 °С)]∙2sinα (мм)
при α =20° jn2 = 0,684∙ a [α1∙(t1 – 20°)-α2∙(t2 – 20°)],
где а – межосевое расстояние в передаче, мм;
α1 и α2 – коэффициенты линейного расширения для материалов зубчатых колес и корпуса;
t1и t2 – предельные температуры зубчатых колес и корпуса, для которых рассчитывается боковой зазор.
Значения коэффициентов линейного расширения (град.-1; мм на 1мм и 1 °С) при температурном перепаде от 20 до 100 °С равны:
– для незакаленной стали α = 11,5∙10-6,
– для закаленной стали α = 12∙10-6,
– для силумина α = 23∙10-6.
– для чугуна α = 10,5∙10-6,
§
– для бронзы α = 17,6∙10-6,
– для стекла α = (6…11)∙10-5.
Рассчитав минимальный гарантированный зазор, можно определить вид сопряжения с учетом межосевого расстояния в передаче (см. таблицу 7.4).
Сопряжение вида В применяется наиболее часто, так как исключает заклинивание стальной или чугунной зубчатой передачи от нагрева при разности температур колес и корпуса в 25 °С.
Наибольший боковой зазор не регламентируется. Это вызвано тем, что боковой зазор является замыкающим звеном размерной цепи, в которой допусками ограничены отклонения всех составляющих размеров (межцентровое расстояние и смещение исходных контуров на шестерне и колесе, непараллельность и перекос осей). Поэтому величина наибольшего зазора не может превзойти значения, получающегося при определенном сочетании составляющих размеров.
Назначив степени точности зубчатого колеса и вид сопряжения, можно записать полное обозначение точности зубчатой передачи (см. п. 7.2.).
Числовые значения допусков по нормам кинематической точности определяются по таблицам 7.5 и 7.6; допуски по нормам плавности работы – таблицы 7.7 и 7.8; нормы контакта – по таблице 7.9; нормы бокового зазора – таблицы 7.10 и 7.11.
Таблица 7.4 – Нормы бокового зазора цилиндрических зубчатых передач
Таблица 7.5 – Нормы кинематической точности (показатель Fp, допуск в мкм)
| Степень точности | Модуль, мм | Диаметр делительной окружности, мм | |||||
| свыше 12,7 до 20,4 | свыше 20,4 до 31,8 | свыше 31,8 до 50,9 | свыше 50,9 до 101,8 | свыше 101,8 до 200,5 | свыше 200,5 до 400,1 | ||
| 1÷10 | |||||||
| 1÷16 | |||||||
| 1÷16 | |||||||
| 1÷25 | |||||||
| 1÷25 |
7.4 Выбор контрольного комплекса
Для оценки точности изготовления зубчатых колес необходимо выбрать контрольный комплекс показателей. Контроль точности зубчатых колес должен выполняться как минимум по четырем показателям, соответствующим четырем нормам точности системы допусков. Контролируемые показатели устанавливает предприятие-изготовитель.
Предпочтение следует отдавать комплексным показателям, так как они более полно характеризуют погрешности, возникающие в процессе эксплуатации. При сравнительной оценке влияния точности передачи на эксплуатационные качества изделия предпочтительно использовать такие комплексные показатели, как кинематическая погрешность колеса Fir‘ и передачи Fior‘, циклическая погрешность колеса fzkrи передачи fzkor, циклическая погрешность зубцовой частоты в передаче fzzo‘, суммарное пятно контакта и гарантированный боковой зазор.
Таблица 7.6 – Нормы кинематической точности
| Делительный диаметр D, мм | Обозначение показателя | Модуль, мм | Степень точности | ||||||
| Допуски, мкм | |||||||||
| До 125 | Fi‘ | от 1 до 10 | FP ff (таблица 7.5 таблица 7.7) | – | |||||
| Fr | от 1 до 3,5 | ||||||||
| от 3,5 до 6,3 | |||||||||
| от 6,3 до 10 | |||||||||
| Fi” | от 1 до 3,5 | – | |||||||
| от 3,5 до 6,3 | – | ||||||||
| от 6,3 до 10 | – | ||||||||
| Fvw | от 1 до 10 | 6,0 | – | – | – | ||||
| Свыше 125 до 400 | Fi‘ | от 1 до 10 | FP ff (таблица 7.5 таблица 7.7) | – | |||||
| Fr | от 1 до 3,5 | ||||||||
| от 3,5 до 6,3 | |||||||||
| от 6,3 до 10 | |||||||||
| Fi” | от 1 до 3,5 | – | |||||||
| от 3,5 до 6,3 | – | ||||||||
| от 6,3 до 10 | – | ||||||||
| Fvw | от 1 до 10 | – | – | – | |||||
| Примечание. При комбинировании норм кинематической точности и плавности работы из разных степеней точности находить по формуле: |Fi“|комб = |Fi“ – fi“|F |fi“|f, где индекс F указывает, что допуски следует определять по степеням для норм кинематической точности, а индекс f – по степени норм плавности работы. |
В производственных условиях часто вместо комплексных показателей используют комплексы поэлементных показателей (таблица 7.12) и соответственно средства поэлементного контроля (таблица 7.13). Каждый установленный комплекс является равноправным. Замена комплексных показателей комплексами поэлементных показателей выполняется по следующим причинам:
– в стандартах отсутствуют допуски на комплексные показатели по нормам точности (для колес грубее 9-й степени);
– на предприятии нет средств комплексной проверки;
– требуется выявить технологические погрешности при зубообработке (погрешность эвольвентного профиля при зубошлифовании; погрешность углового шага при зубодолблении и другие).
Выбор контрольного комплекса зависит от принятой технологии изготовления, размеров передачи, состояния средств производства зубчатых колес, серийности производства, требуемой точности и наличия зубоизмерительных приборов.
Таблица 7.7 – Нормы плавности работы зубчатых колес
| Диаметр делительной окружности d,мм | Обозначение показателя | Модуль, мм | Степень точности | ||||||||
| Допуски, мкм | |||||||||||
| До 125 | f´i‘ | от 1 до 3,5 | – | – | |||||||
| от 3,5 до 6,3 | – | – | |||||||||
| ±fPt | от 1 до 3,5 | 6,0 | |||||||||
| от 3,5 до 6,3 | 8,0 | ||||||||||
| ±fPb | от 1 до 3,5 | 5,6 | 9,5 | ||||||||
| от 3,5 до 6,3 | 7,5 | ||||||||||
| ff | от 1 до 3,5 | 6,0 | 8,0 | – | – | ||||||
| от 3,5 до 6,3 | 7,0 | – | – | ||||||||
| f´i” | от 1 до 3,5 | ||||||||||
| от 3,5 до 6,3 | |||||||||||
| Свыше 125 до 400 | f´i‘ | от 1 до 3,5 | – | – | |||||||
| от 3,5 до 6,3 | – | – | |||||||||
| ±fPt | от 1 до 3,5 | 7,0 | |||||||||
| от 3,5 до 6,3 | 9.0 | ||||||||||
| ±fPb | от 1 до 3,5 | 6,7 | |||||||||
| от 3,5 до 6,3 | 8,5 | ||||||||||
| ff | от 1 до 3,5 | 7,0 | 9,0 | – | – | ||||||
| от 3,5 до 6,3 | 8,0 | – | – | ||||||||
| f´i” | от 1 до 3,5 | ||||||||||
| от 3,5 до 6,3 | |||||||||||
Контрольный комплекс должен быть оптимальным, т.е. необходимо использовать минимальное количество приборов, а погрешность измерения должна быть допустимой. Предпочтение следует отдавать измерениям, проводимым на базе рабочей оси вращения зубчатого колеса.
Метод двухпрофильного контроля и поэлементные комплексы позволяют оценить, главным образом, геометрическую точность зубчатого колеса, важную с позиций кинематических функций. Однако они не могут обеспечить всесторонней оценки качества работы зубчатой передачи с позиций долговечности, уровня шума. Этот пробел решается в условиях крупносерийного или массового производства за счет обкатки (притирки) и подбора пары колес по уровню шума или пятну контакта, так как не обеспечивается полная взаимозаменяемость.
Таблица 7.8 – Нормы плавности работы (показатели fzk и fzzo).
| Делительный диаметр, мм | Частота зацепления k | Обозначение показателя | Модуль, мм | Степень точности | ||||
| Допуски в мкм | ||||||||
| До 125 для fzk | Свыше 8 до 16 | fzk | от 1 до 6,3 | 2,4 | 3,8 | 6,0 | 9,5 | |
| от 6,3 до 10 | 2,8 | 5,0 | 2,5 | |||||
| fzzo | от 1 до 3,5 | 4,5 | 6,7 | |||||
| от 3,5 до 6,3 | 5,6 | 8,0 | ||||||
| от 6,3 до 10 | 6,7 | |||||||
| Свыше 16 до 32 | fzk | от 1 до 6,3 | 1,9 | 3,0 | 4,8 | 7,5 | ||
| от 6,3 до 10 | 2,2 | 3,8 | 6,0 | 9,5 | ||||
| fzzo | от 1 до 3,5 | 5,0 | 7,1 | |||||
| от 3,5 до 6,3 | 5,6 | 8,5 | ||||||
| от 6,3 до 10 | 7,1 | |||||||
| Свыше 32 до 63 | fzk | от 1 до 6,3 | 1,5 | 2,5 | 3,8 | 6,0 | 8.5 | |
| от 6,3 до 10 | 1,8 | 3,2 | 5,0 | 8,0 | ||||
| fzzo | от 1 до 3,5 | 5,0 | 7,5 | |||||
| от 3,5 до 6,3 | 6,0 | 9,0 | ||||||
| от 6,3 до 10 | 7,1 | |||||||
| Свыше 32 до 125 | fzk | от 1 до 6,3 | 1,3 | 2,1 | 3,2 | 5,3 | 7.1 | |
| от 6,3 до 10 | 1,5 | 2,6 | 4,2 | 6,7 | 9.5 | |||
| fzzo | от 1 до 3,5 | 5,3 | 8,0 | |||||
| от 3,5 до 6,3 | 6,7 | |||||||
| от 6,3 до 10 | 8,0 | |||||||
| Свыше до 400 | Свыше 8 до16 | fzk | от 1 до 6,3 | 3,4 | 5,6 | 8,5 | ||
| от 6,3 до 10 | 4,0 | 6,7 | 10,5 | |||||
| Свыше 16 до 32 | от 1 до 6,3 | 2,8 | 4,5 | 6,7 | ||||
| от 6,3 до 10 | 3,0 | 5,3 | 8,0 | |||||
| Свыше 32 до 63 | от 1 до 6,3 | 2,2 | 3,6 | 5,6 | 9,0 | |||
| от 6,3 до 10 | 2,5 | 4,2 | 6,7 | |||||
| Свыше 63 до 125 | от 1 до 6,3 | 2,1 | 3,0 | 4,8 | 7,5 | |||
| от 6,3 до 10 | 2,5 | 3,6 | 5,6 | 9,0 | ||||
| Примечания: 1 fzk = fzko; fzz= 0,6 fzzo. 2 При контроле с измерительным колесом частота k принимается равной числу зубьев контролируемого колеса. 3 Допуск на циклическую погрешность частоты при k = 2z; 3z; 4z за оборот колеса устанавливается равным соответственно 0,5; 0,4 и 0,35 fzzo. 4 fzzo не зависит от делительного диаметра. |
Для проверки гарантированного бокового зазора, определяющего вид сопряжения, широко применяется пять методов косвенного контроля размеров зубьев колеса (рисунок 7.4). В таблицах стандартов отклонения и допуски, характеризующие толщину зуба, указаны при измерении их относительно оси колеса, которая выступает в качестве базы.
1. Контроль вида сопряжения (размеров зубьев) на межцентромере при двухпрофильном зацеплении контролируемого и измерительного колес дает наиболее полные результаты во всех возможных фазах зацепления (рисунок 7.4, а). При этом нормируются предельные отклонения измерительного межосевого расстояния: верхнее Ea“Sи нижнее Еа”iв зависимости от вида зацепления. Этот метод контроля широко используется в условиях массового и крупносерийного производства зубчатых колес 7-й и более грубых степеней точности.
2. Исходному контуру (режущему инструменту) сообщается дополнительное радиальное смещение от номинального положения в тело зубчатого колеса, что приводит к уменьшению толщины зуба.
Таблица 7.9 – Нормы контакта зубьев цилиндрических зубчатых колес и передач
| Ширина зубчатого венца, мм | Обозначение показателя | Модуль, m, мм | Степень точности | |||||||
| Допуски в мкм | ||||||||||
| До 40 | Fβ = fx | от 1 до 16 | 5,5 | 7,0 | 9,0 | |||||
| fy | от 1 до 16 | 2,8 | 4,0 | 4,5 | 5,6 | 9,0 | ||||
| Свыше 40 до100 | Fβ = fx | от 1 до 16 | 8,0 | |||||||
| fy | от 1 до 16 | 4,0 | 5,0 | 6,3 | 8,0 | |||||
| Свыше 100 до 160 | Fβ = fx | от 1 до 16 | ||||||||
| fy | от 1 до 16 | 5,0 | 6,3 | 8,0 | ||||||
| Относительные размеры суммарного пятна контакта | ||||||||||
| По высоте зуба в % | ||||||||||
| По ширине зуба в % | ||||||||||
| Примечание. Норма мгновенного пятна контакта (при повороте колеса на один оборот и легком торможении) должна быть не менее 75 % от суммарного пятна контакта. |
Стандартом регламентируется наименьшее дополнительное смещение исходного контура –ЕHs (или ЕHi для колес с внутренним зацеплением) и величина допуска на смещение исходного контура ТH.
Контроль может выполняться на базе оси колеса универсальным зубоизмерительным прибором для мелкомодульных и среднемодульных колес с диаметром до 300 мм.
На результатах контроля на базе окружности выступов тангенциальным зубомером сказываются отклонения диаметра и несоосность его относительно рабочей оси колеса. Требуется вводить производственный допуск на EHsи ТH с учетом принятых допусков на da (см. таблицу 7.14).
Производственный допуск рассчитывается по следующим формулам:
EHsпр = |EHs| 0,35 Fda; TH пр= ТH – 0,7 Fda – 0,5 Tda.
3. Контроль бокового зазора методом контроля толщины зуба по хорде оценивается как весьма грубый, поскольку выполняется на базе окружности выступов колеса, а не от оси колеса. Измерение производится кромками зубомера, а результаты зависят от того, какая хорда выбрана для измерения. Для контроля вводится производственный допуск. Нормируется наименьшее отклонение толщины зуба Ecs и допуск на толщину зуба Тс.
Производственные отклонения и допуск можно определить по следующим формулам при α = 20°:
Ecs=0,73 EHsпр; Тс пр = 0,73ТH пр.
4. Контроль через измерение длины общей нормали осуществляется нормалемерами. Положительным моментом при этом является отсутствие требований к окружности выступов зубчатого колеса. Но при этом измерение длины общей нормали производится независимо от оси колеса, следовательно’, не учитывается влияние радиального биения зубчатого колеса на величину бокового зазора. Кроме того, колебание длины общей нормали не сказывается на величине смещения исходного контура и бокового зазора. Поэтому оценка колеса в отношении размера зубьев должна производиться по средней длине общей нормали, а не по наибольшей или наименьшей.
Номинальная длина общей нормали W характеризует размеры зубьев, входящих в зацепление без бокового зазора.
Средняя длина общей нормали Wmr более точно характеризует размеры зубьев колеса и величину бокового зазора, который зависит непосредственно от радиального биения зубчатого венца.
Отклонения длины общей нормали Wr от номинального значения непосредственно определяют боковой зазор, который равен сумме отклонений сопрягаемых колес.
Для колеса с внешними зубьями нормируется наименьшее (верхнее) отклонение средней длины общей нормали, равное сумме двух слагаемых (таблицы 7.10 и 7.11) EWms = –(E´Wms Е´´Wms). Величина первого слагаемого зависит от делительного диаметра d и вида сопряжения, а второе слагаемое учитывает погрешность от радиального биения. Нижнее отклонение с учетом допуска TWm (таблица 7.11) равняется EWmi =–(|EWms| TWm).
Для колес с внутренними зубьями значение нижнего отклонения Ewi в стандарте указывается как исходное, а верхнее EWs получается суммированием со значением допуска Tw. Таким образом, для колес с внешними зубьями все отклонения задаются со знаком минус «–», а для колес с внутренними зубьями со знаком плюс « ».
5. Контроль мелкомодульных зубчатых колес осуществляется через измерение размера поверх роликов М с высокой точностью, что является положительным качеством этого метода (рисунок 7.4, д). Недостатком является то, что измерения производятся независимо от оси колеса, вследствие чего исключается влияние радиального биения зубчатого венца. Для данного метода контроля также рассчитывается производственный допуск. Нормируются наименьшее отклонение размера EMs по роликам и допуск ТМна размер по роликам.
Таблица 7.10 – Нормы бокового зазора (показатели EHs; EWs; E´Wms – первое слагаемое)
Таблица 7.11 – Нормы бокового зазора, допуски, мкм
§
Для контроля передачи с нерегулируемым расположением осей нормируются предельные отклонения межосевого расстояния ±fa (таблица 7.4), а с регулируемым расположением осей – минимальный боковой зазор jnmin (таблица 7.4) и допуск бокового зазора Tjn (определяется видом сопряжения).
В стандартах и справочной литературе приводятся рекомендуемые контрольные комплексы, которые наиболее полно заменяют комплексные показатели.
Рекомендации по выбору контрольных комплексов даны в таблице 7.12. Области применения и базирование универсальных зубоизмерительных приборов указаны в таблице 7.13.
Рисунок 7.4 – Пять методов контроля толщины зуба:
а – по измерительному межосевому расстоянию на приборе межцентромер;
б – по величине смещения исходного контура тангенциальным зубомером;
в – по отклонению толщины зуба на постоянной хорде, измеренному зубомером или штангензубомером; г – по отклонению средней длины общей нормали, измеренной нормалемером; д – по размеру поверх шариков или роликов при m < 1 мм
Первый комплекс рекомендуется применять для оценки точности зубчатых колес, работающих в прецизионных парах (измерительные, делительные, отсчетные механизмы) при наличии на фирме прибора для однопрофильного контроля.
Второй комплекс рекомендуется применять для точных колес при модуле более 3 мм, когда используются шагомеры для контроля окружного шага и шага зацепления.
Третий комплекс наиболее широко используется при производстве зубчатых передач 7 и 8 степеней точности в автомобильной, авиационной отраслях и в станкостроении. Операционный и приемочный контроль может выполняться на удобных и простых приборах (межцентромерах) по всем показателям норм точности. Если этот комплекс используется для более точных степеней, когда выполняется шлифование эвольвентного профиля, то необходим контроль профиля на эвольвентомерах.
Четвертый комплекс применяется редко, когда нет межцентромеров, в единичном, мелкосерийном производстве, а также в тракторостроении, в подъемно-транспортных механизмах и в производстве сельскохозяйственных машин.
Пятый и шестой комплексы рекомендуются для контроля крупномодульных (m ≥ 3)колес грубых степеней точности в условиях мелкосерийного производства.
7.5 Требования к рабочим чертежам зубчатых колес
Чертежи зубчатых колес выполняются в соответствии с требованиями стандартов ЕСКД, для цилиндрических зубчатых колес – по ГОСТ 2.403.
В правом верхнем углу поля чертежа на расстоянии 20 мм от верхнего поля помещается таблица параметров зубчатого венца. Размеры таблицы: общая ширина – 110 мм, правый крайний столбец шириной 35 мм, средний столбец – 10 мм, минимальная высота строки – 7 мм. Таблица состоит из трех частей (отделенных друг от друга сплошными основными линиями).
В первой части указываются основные данные: m; Z;β; направление линии зуба, исходный контур, коэффициент смещения χ; степень точности.
Во второй части – размеры и отклонения для контроля зубьев по одному из следующих вариантов:
W – длина общей нормали с отклонениями средней длины общей нормали;
Sc – толщина по постоянной хорде и высоте до нее hc;
М – торцовый размер по роликам и диаметр ролика для m < 1. Для коррегированных колес указываются контролируемые показатели по всем нормам точности и допуски на них.
В третьей части – справочные данные: делительный диаметр – d; обозначение сопряженного зубчатого колеса (его число зубьев).
На чертеже колеса указываются требования к точности на элементы заготовок под операции зубонарезания, так как погрешности этих элементов влияют на точность обработки зубчатого венца. Требования к элементам зубчатого колеса (заготовки, поступающей после токарной обработки на операцию зубонарезание) регламентируются отраслевыми стандартами, согласно рекомендации ИСО DR 1328 (таблица 7.14). Все допускаемые отклонения задаются в тело заготовки.
Отверстие зубчатого колеса D является основной эксплуатационной (установка на вал), технологической (установка на оправку при зубонарезании) и измерительной базой (на межцентромере; эвольвентомере и других приборах). Допуск на базовое отверстие TD выбирается в зависимости от степени точности по нормам плавности. У валковых колес опорные шейки вала с допуском Td выполняют функции основной эксплуатационной, технологической и измерительной базы.
Диаметр вершин зубьев da (наружный цилиндр заготовки) в качестве базы может использоваться в нескольких вариантах. Во всех вариантах требуются ограничения по полю допуска Tdn и по радиальному биению диаметра вершин зубьев Fda.
Таблица 7.12–Комплексы контроля цилиндрических зубчатых колес
Таблица 7.13 – Области применения универсальных измерительных приборов
| Код прибора | Наименование прибора | Базы при контроле | Модуль m | Делительный диаметр d | Степень точности | Контролируемые параметры |
| Прибор для однопрофильного контроля | Ось колеса | 1÷8 | 20÷320 | 3…8 | F´ir; f´ir | |
| 1÷10 | 20÷400 | 3…8 | F´ ior ; fior | |||
| Межцентромер для контроля измерительного межосевого расстояния | Ось колеса | 0,2÷1 | 5÷80 | 5…9 | F´´ir ;f´´ir ; Ea´´r % % пятна контакта j nr ; ±far | |
| 0,2÷1 | 5÷160 | |||||
| 1÷10 | 100÷300 | |||||
| 1÷10 | 20÷320 | |||||
| Биениемер | Ось колеса | 0,2÷2 | 5÷200 | 3…7 | Fr | |
| 1÷10 | 20÷400 | 7…12 | ||||
| 0,3÷1 | 5÷120 | 3…7 | ||||
| Эвольвентомер универсальный или индивидуальный | Ось колеса | 1÷10 | 20÷320 | 3…8 | f fr | |
| 1÷12 | 20÷340 | |||||
| 1÷12 | 20÷340 | |||||
| 1÷16 | 50÷250 | |||||
| Нормалемер рычажный или микрометрическии | Боковая поверхность зуба | от 1 | до 360 | 3…8 | Wr; EWr; EWmr EVwr Fvw ; Tw | |
| от 0,5 | до 100 | |||||
| от 0,5 | до 300 | 7…12 | ||||
| Штангензубомер; оптический зубо- мер | Окружность выступов | 3÷18 | Z = 20÷360 | 9…12 | Ec ; Sc; hc; Tc | |
| 1÷18 | 5…9 | |||||
| Зубомер тангенциальный или микрометрический | Окруж ность выступов | 2÷10 | – | 5…9 | EHr; TH | |
| 4÷16 | ||||||
| Шагомеры для окружного шага, шага зацепления | Боковая поверхность зуба | 2÷28 | от 20 | 3…8 | ptr ; pbr ; fptr ;fpbr | |
| 2÷10 | св 200 | |||||
| Шагомер для шага и накопленной погрешности шага | Ось или окружность выступов | 1÷16 | 200÷400 | 3…8 | Fpr; ptr | |
| Ходомер, прибор для контроля направления зуба | Ось колеса | 1÷10 | 20÷400 | 3…12 | Fβr | |
| Контрольно- обкатной станок для подбора пары колес | Ось колеса | 1÷10 | 20÷400 | 3…8 | %% пятна контакта, уровень шума |
Вариант 1 – первоначально как измерительная база для выверки положения заготовки на зубообрабатывающем станке и затем для измерения размеров зубьев Sc , hc , рt , рb .
Вариант 2 – только как измерительная база для выверки установки заготовки на станке.
Вариант 3 – только как измерительная база для контроля размеров зуба с учетом величины смещения исходного контура. Применяется в основном для коррегированных колес.
Вариант 4 – наружный диаметр не используется в качестве базы, и допуски на него назначаются как на свободные размеры (общие допуски). Применяется редко, при грубых степенях точности (грубее 9-й).
Торец может использоваться как установочная, эксплуатационная, технологическая или измерительная базы, поэтому необходимо ограничить торцовое биение по базовому торцу. Биение зависит от точности по нормам контакта зубьев (Fβ, см. таблицу 7.9.), которые задаются на ширине зубчатого венца β. Если конструкция колеса несимметричная, то более точно выполняется торец, как правило, совмещенный с торцом зубчатого венца. Если ширина ступицы больше ширины зубчатого венца, то базовым является торец ступицы. В этом случае на ширину ступицы квалитет следует принимать по величине торцового биения (по таблице 3.10 – степень точности, а по таблице 3.12 – квалитет).
Допуск на ширину зубчатого венца В принимают по h11÷h14,т.е. как на свободный размер.
Так как установленные допуски и отклонения справедливы при измерениях на базе рабочей оси, при использовании наружного цилиндра заготовки в качестве измерительной базы, то вносимые погрешности от наружного диаметра должны быть компенсированы уменьшенным (по сравнению со стандартным) производственным допуском. Таким образом, при контроле смешения исходного контура и измерении толщины зуба на базе наружного цилиндра заготовки рассчитываются производственные отклонения и допуски (EHs nри ТНпр; ECSпр и TCпр). Расчеты приводятся в отраслевых стандартах. Шероховатость боковых поверхностей зуба и других поверхностей определяется по таблице 3.3.(см. гл. 3).
7.6 Пример оформления рабочего чертежа зубчатого колеса
Расчет параметров зубчатого колеса выполнен для следующих исходных данных: m = 3,5; Z = 24; исходный контур по ГОСТ 13755; x = 0; окружная скорость V = 15м/с; a = 147 мм, зубчатая передача коробки скоростей специального станка, рабочая поверхность зубьев закаленная и может испытывать нагрев до 60 °С, корпус коробки чугунный и нагревается до 35 °С.
Определяются основные геометрические параметры зубчатого колеса: d = mZ = 84 мм ;da = m(Z 2) = 91 мм; В = 10m = 35 мм.
Рассчитывается число зубьев, охватываемое длиной общей нормали: Zw = 0,111 Z 0,5 = 0,111 ∙ 24 0,5 = 3,164 и округляется полученное значение до целого числа Zw =3,0. Рассчитывается номинальное значение длины общей нормали: W = 3,5 [1,476 (2 ·3 – 1) 0,014 · 24] = 27,006. На чертеже зубчатого колеса в таблице параметров номинальное значение длины общей нормали указывается с точностью до тысячных долей миллиметров. Проверку выполняем по данным таблицы 7.1:
W = 3,5∙7,716 = 27,006 мм; Zw = 3.
Передача задана как скоростная, поэтому основное требование – плавность работы. Принимаем по таблице 7.3 степень точности по нормам плавности – 6-ю, по нормам контакта также 6-ю, а по нормам кинематической точности 7-ю.
Вид сопряжения определим по минимальному гарантированному боковому зазору с учетом температурного режима:
jпmin = jn1 jп2,
jп1 = 0,02 m = 0,02∙3,5 = 0,070 мм,
jп2 = 0,684 · 147 [12 · 10-6 (60 – 20) – 10,5 · 10-6 (35 – 20)] = 0,040 мм,
jпmin = 0,110 мм.
Для заданного межосевого расстояния по таблице 7.4 находим вид сопряжения – С, с видом допуска с, который обеспечивает боковой зазор jпmin = 100 мкм.
Таблица 7.14 – Требования к точности заготовок цилиндрических зубчатых колес (по рекомендации ИСО DR 1328)
| Наименование элемента | Обозначение поля допуска | Степень точности по нормами плавности работы | |||||||||
| Квалитеты по ГОСТ 25346 | |||||||||||
| Базовое отверстие | TD | ||||||||||
| Опорные шейки вала | Td | ||||||||||
| Диаметр вершин зубьев | Вариант 1 | Tda | |||||||||
| Fda | 0,1d 5 | 0,16d 10 | 0,25d 15 | 0,4d 25 | |||||||
| Вариант 2 | Tda | Tda = 0,01m | Tda = 0,02m | ||||||||
| Fda | Fda = 0,6Fr | ||||||||||
| Вариант 3 | Tda | Tda = 0,5TH | |||||||||
| Fda | Fda = 0,25TH | ||||||||||
| Вариант 4 | Tda | IT12 | IT14 | ||||||||
| Fda | Fda = 0,1m | ||||||||||
| Базовый торец | FT | FT= (0,5 Fβ d6)/B; dб = 3d/4 | |||||||||
| Примечания: 1 Fr – допуск на радиальное биение зубчатого венца (см. таблицу 7.6). 2 ТH – допуск на смещение исходного контура (см. таблицу 7.11). 3 Fβ – допуск на направление зуба (см. таблицу 7.9). 4 Расчетные значения Tda округлять до ближайших значений по ГОСТ 25346 (см. таблицу 1.1). 5 Расчетные значения Fda и FTокруглять до ближайших значений по таблицам 3.9 и 3.10 соответственно. 6 Расчетный диаметр dб = 3da/4 соответствует диаметру, на котором производится измерение торцового биения, если имеется ступица, то учитывать ее диаметр. | |||||||||||
Обозначение степени точности получается следующее:
7-6-6-С ГОСТ 1643.
Определим верхнее и нижнее отклонения для средней длины общей нормали.
Верхнее отклонение EWms = E’Wms E”Wms . По таблице 7.10 и таблице 7.11 для вида сопряжения С, 6-й степени точности, d = 84 мм при Fr = 36 мкм (таблица 6.6) определяются значения I и II слагаемых: E’Wms = 60 мкм; E”Wms = 9 мкм.
Тогда EWms = 60 9 = 69 мкм.
По таблице 7.11 допуск на длину общей нормали ТWm = 50 мкм.
Нижнее отклонение средней длины общей нормали ЕWmi = |EWms| TWm = 69 50 = 119 мкм. Оба отклонения для колеса с внешними зубьями должны быть заданы «в тело», т.е. с минусом.
Таким образом, в таблице чертежа должно быть проставлен исполнительный размер длины общей нормали Wm = 27,006  .
.
Определим требования к базовым поверхностям зубчатого колеса по таблице 7.14.
Базовое отверстие должно быть выполнено по 6-му квалитету, так как приняты нормы плавности по 6-ой степени:
ø30Н6( 0,016).
Принимаем, что диаметр вершин зубьев используется как измерительная база для выверки положения заготовки на зубообрабатывающем станке, а также для контроля толщины и шага у зубчатого колеса. Точность его оцениваем по 1-му варианту, следовательно, Tda выполняется по 8-му квалитету:
ø91h8.
Допуск на радиальное биение Fda = 0,16d 10 = 0,16 – 84 10 = 23,44 мкм. Принимаем Fda = 25 мкм по таблице 3.9 (см. гл. 3).
Торцовое биение базового торца на диаметре ступицы 60 мм находим расчетом, определив Fβ = 9 мкм (по таблице 7.9):
FT= (0,5 Fβdб)/B = (0,5∙9∙60)/35 = 8,4 мкм.
По таблице 3.10 (гл. 3) принимаем FT = 10 мкм. Все расчетные параметры указываем на чертеже зубчатого колеса (рисунок 7.5).
Рассмотрим два варианта выбора контрольных комплексов.
Так как плавность работы и контакт зубьев заданы по 6-й степени, в качестве первого варианта выбираем 1-й комплекс, учитывая наличие на фирме приборов для однопрофильного контроля.
Для контроля кинематической точности зубчатого колеса принимаем F’i а для передачи – F’io. Числовые значения F’i в стандарте отсутствуют и определяются как сумма F’i = Fp ff.
Для первого колеса для 7-й степени кинематической точности при d = 84 определить по таблице 7.5 Fp1 = 45, по таблице 7.7: ff1 = 8; F´i1 = 45 8 =53.
Для второго колеса определим диаметр d2= 2а – d1 = 2∙147 – 84 = 210, тогда Fp2 = 90; ff2 = 9; F´i2 = 90 9 = 99. Погрешность передачи равна сумме кинематических погрешностей сопрягаемых колес F’io = F’i1 F’i2. Погрешность передачи F’io = 53 99 = 152 мкм.
По нормам плавности принимаем fio‘ для передачи и fi‘ для зубчатого колеса. Контроль этих параметров, как и предыдущих, выполняется на приборе для однопрофильного контроля.
Допуски по принятым показателям (таблица 7.7):
fi‘ = 18 мкм;fio‘ =1,25∙fi‘ = 1,25∙18 = 22,5 мкм.
Профиль эвольвенты шлифуется по указанию таблице 7.3, поэтому как технологический показатель принимается ff = 8мкм по таблице 7.7.
По нормам контакта зубьев для 6 степени принимаем Fβ для колеса (прибор ходомер), а для передачи (см. таблицу 7.9) fx и fy ; Fβ = fx = 9 мкм; fy = 4,5 мкм при ширине зубчатого венца В = 10m = 35 мм.
Контроль контакта зубьев также может быть выполнен по суммарному пятну контакта, которое составит для 6-й степени точности 50 % по высоте зубьев и 70 % по ширине зубьев (таблица 7.9).
Нормы бокового зазора косвенно оцениваются по предельным отклонениям межосевого расстояния в передаче fa = ±50 мкм (см. таблицу 7.4). У зубчатого колеса толщина зуба оценивается тангенциальным зубомером по величине смещения исходного контура: EHS =87 мкм по таблице 6.10 для вида сопряжения С, степени точности 6, при делительном диаметре 84 мм.
Допуск на смещение исходного контура ТH = 100 мкм при виде сопряжения С и Fr = 36 мкм (таблица 7.6). Рассчитывается производственный допуск, так как необходимо учесть погрешности диаметра выступов:
EHsпр = |EHs| 0,35 Fda = 87 0,35 · 25 = 96 мкм,
ТH пр = ТH – 0,7 Fda – 0,5 Tda=100 – 0,7 · 25 – 0,5 · 54 = 56 мкм.
Выбранный контрольный комплекс, значения допусков и используемые приборы даны в таблице 7.15.
В качестве второго варианта выбираем третий комплекс, учитывая, что на фирме нет прибора для однопрофильного контроля, а производство станков серийное.
Показатели кинематической точности: F”i, и FVw, для оценки плавно- ста работы: f”i, и ff, так как 6-я степень требует шлифования эвольвенты; контакт зубьев оценивается по суммарному пятну контакта и fx = Fβ = 9 мкм; fy = 0,5 Fβ = 4,5 мкм; боковой зазор оценивается косвенно по отклонению средней длины общей нормали.
По таблице 7.13 назначаются измерительные приборы для контроля выбранных показателей: межцентромер и нормалемер. Весь набор показателей (кроме Fvw) контролируется на одном приборе, а измерительная база, которой является ось колеса, совпадает с технологической.
§
Затем определяются численные значения всех показателей.
При комбинировании норм кинематической точности и плавности из разных степеней точности допуск на колебание измерительного межосевого расстояния за оборот колеса находим по формуле:
[F”i] комб = [F”i – f”f]F [f’´´i]f
Таблица 7.15 – Первый вариант контрольного комплекса для зубчатой передачи степени точности 7-6-6-С ГОСТ 1643
По таблице 7.6 для 7-й степени точности F”i =50 мкм; по таблице 7.7 для 7-й степени точности f”i = 20 мкм, а для 6-й степени точности f”i = 14 мкм. Тогда [F”i]комб = [50 – 20] 14 = 44 мкм. По таблице 7.6 определяется допуск на колебание длины общей нормали Fvw = 22 мкм.
Контроль по нормам плавности осуществляется по колебанию измерительного межосевого расстояния при повороте на один зуб. Допуск по этому показателю уже определен: f”i = 14 мкм.
По нормам контакта зубьев по таблице 7.9 суммарное пятно контакта установлено: по высоте – 50 %, по ширине – 70 %.
Для корпуса передачи fx = Fβ = 9 мкм; fy = 0,5 Fβ = 4,5 мкм.
Косвенно боковой зазор оценивается по наименьшему отклонению средней длины общей нормали и допуску на нее, которые были рассчитаны раньше, как геометрические показатели.
Для контроля бокового зазора у колеса с внешним зацеплением в выбранном комплексе стандартом предусматриваются предельные отклонения измерительного межосевого расстояния: верхнего Ea´´s = f”i = 14 мкм и нижнего Ea“i = –TH = –100 мкм (таблица 7.11). Для передач с нерегулируемым расположением осей по таблице 7.4 для вида сопряжения С и межосевого расстояния а = 147 мм определяются предельные отклонения межосевого расстояния ±fa = 0,5, а также jnmin = 100 мкм.
Непосредственный контроль зубчатых колес и передач по всем показателям установленного комплекса не является обязательным, если изготовитель гарантирует выполнение соответствующих требований принятой у него системой контроля точности производства.
Выбранный контрольный комплекс, значения допусков и используемые приборы даны в таблице 7.16.
Таблица 7.16 – Второй вариант контрольного комплекса для зубчатого колеса степени точности 7-6-6-С ГОСТ 1643
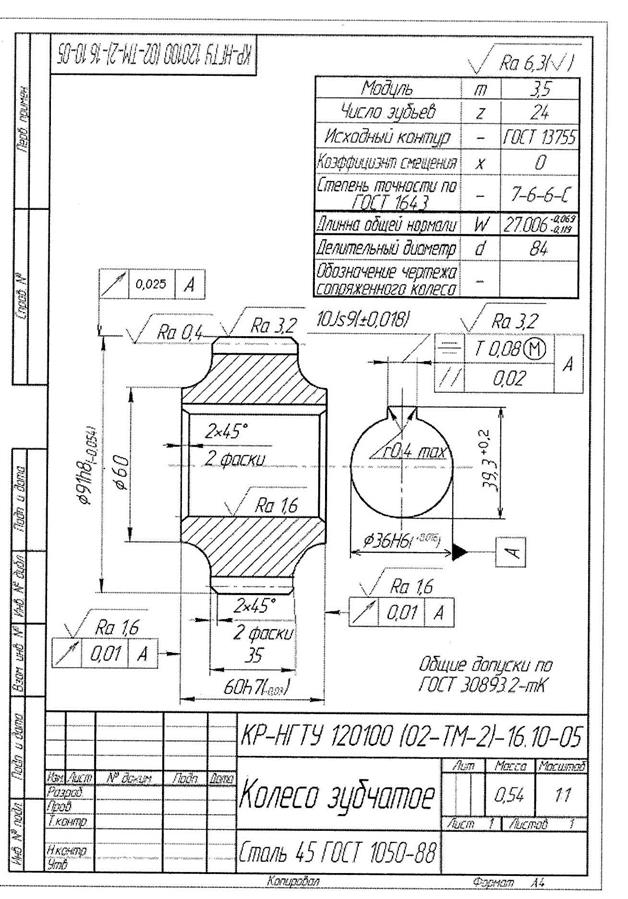
Рисунок 7.5 – Пример рабочего чертежа зубчатого колеса
8 Выбор универсальных средств измерений
8.1 Факторы, влияющие на выбор средств и методов измерения
В современном машиностроительном производстве наибольшая часть контроля приходится на геометрические параметры деталей. Контроль их в процессе производства является обязательным. Затраты на выполнение контрольных операций существенно влияют на себестоимость изделий машиностроения, а точность их оценки определяет качество выпускаемых изделий.
Правильность выбора средств измерения (СИ) должен уметь оценивать конструктор, технолог и метролог. При выполнении операций технического контроля (измерение деталей и изделий) должен обеспечиваться принцип единства измерений.
Единство измерений – это такое состояние измерений, при котором результаты измерений выражены в узаконенных единицах и погрешность измерений известна с указанной вероятностью (см. РМГ 29–99).
Контроль должен быть объективным и достоверным.
На выбор методов и средств измерений влияет большое количество факторов, которые необходимо учитывать.
Организационно-технические факторы зависят от специфики производства (тип производства, стабильность техпроцесса, обеспечение полной или групповой взаимозаменяемости и т.п.). Различают виды контроля: сплошной 100%-ный контроль всех деталей (единичное, мелкосерийное производство, нестабильный техпроцесс, групповая взаимозаменяемость, авиа- и судостроение) и выборочный, статистический контроль (крупносерийное, массовое производство, полная взаимозаменяемость, стабильный техпроцесс).
Универсальные средства измерений находят широкое применение во всех типах производства, так как имеют низкую себестоимость. Производительность операций контроля при этом также низкая.
Применение специальных средств измерения должно быть экономически обосновано. Калибры, контрольные приспособления, средства автоматизированного контроля относятся к средствам единичного производства. Их проектирует и изготавливает предприятие-потребитель, применение их выгодно в крупносерийном, массовом производстве. Они должны быть аттестованы и периодически подвергаться калибровке.
Конструктивные параметры изделия (габариты, масса, жесткость конструкции, конструктивные особенности, доступность к точкам контроля и контролируемый размер) также существенно влияют на выбор методов и средств измерения. Могут быть использованы контактные и бесконтактные, абсолютные и относительные, прямые и косвенные методы измерений. Для деталей нежесткой конструкции необходимо применять бесконтактные методы измерений. Косвенные методы применяются в том случае, если непосредственное измерение размера невозможно.
Используются стационарные и переносные средства измерений (для крупногабаритных деталей).
Применяются различные средства измерений для деталей типа вал, втулка (отверстие), зубчатое колесо, резьбовая деталь и так далее.
Метрологические характеристики средств измерений (цена деления, пределы и диапазон измерения, погрешность и класс точности) необходимо согласовывать с контролируемыми параметрами изделия.
Номинальный размер обеспечивает выбор средств измерения по пределу измерения. Допуск на контролируемый параметр определяет выбор средств измерений по допускаемой погрешности измерения (таблица 8.1).
8.2 Источники погрешностей измерения и способы
их устранения
Погрешности измерения зависят от субъективных и объективных причин. Субъективные погрешности зависят от оператора, его квалификации, навыка работы, его утомляемости и других факторов. Различают субъективные погрешности профессиональные, а также субъективные от присутствия оператора (теплоизлучение оператора), погрешности действия, обусловленные настройкой прибора и перемещением подвижных частей, погрешности параллакса (кажущееся смещение стрелки прибора при неправильном расположении оператора).
Большинство субъективных погрешностей относится к случайным, хотя они могут быть систематическими (например, погрешности неправильной настройки прибора).
Объективные погрешности измерений могут быть как систематическими, так и случайными Правильность измерения определяется стремлением к нулю систематических погрешностей. Точность измерения оценивается стремлением к нулю случайных погрешностей. Поэтому необходимо выявлять источники систематических погрешностей и устранять их до начала измерения.
Источники систематических объективных погрешностей:
– инструментальные погрешности, зависящие от конструкции (когда нарушен принцип Аббе, требующий, чтобы измеряемый размер и шкала отсчета находились на одной прямой), точности изготовления и износа измерительного средства, которые определяются при их аттестации;
– погрешности установочных мер при относительном методе измерения, зависящие от формы контактных наконечников приборов (контакт должен быть точечный, а не плоскостной);
– погрешности базирования, обусловленные погрешностями поверхностей контакта детали и измерительного средства, для их исключения необходимо соблюдать принцип единства баз конструкторских и измерительных;
– температурные погрешности, вызванные колебанием температуры при измерении и отклонением ее от нормальной;
– погрешности, зависящие от измерительного усилия при контактных методах измерения, когда пониженная жесткость детали, стоек и других устройств;
– погрешности, зависящие от измерительного усилия при контактных методах измерения, когда пониженная жесткость детали, стоек и других устройств;
– методические погрешности или теоретические, которые зависят от метода измерения, выбранной схемы измерения, алгоритма обработки результатов. Могут быть и другие источники погрешностей.
Способы исключения систематических погрешностей следующие:
– до начала измерения (профилактика измерений);
– в процессе измерения (экспериментальное исключение);
– по окончании выполнения измерений;
– перевод систематической погрешности в случайную и выполнение многократных измерений.
При измерении линейных размеров может проявиться систематическая температурная погрешность, которая зависит от температурного режима процесса измерения. Нормальные условия для выполнения линейных измерений установлены ГОСТ 8.050. В производственных условиях трудно обеспечить точное соблюдение температурного режима, однако для компенсации температурных погрешностей необходимо выдерживать детали и приборы в одних и тех же температурных условиях от 2 до 12 часов при колебании температуры в пределах 2…4 °С. До начала выполнения измерений геометрических параметров необходимо устранить температурную погрешность, а также погрешность базирования, проверить нулевую установку прибора, наличие сертификата годности и другие причины.
В процессе измерения возможно противодействие погрешностей, т.е. в начале – увеличивающее воздействие и затем – уменьшающее. Используется, например, поворот детали на 180° для исключения влияния эксцентриситета осей, или измерения при прямом и обратном ходе с целью учета зазора.
Таблица 8.1 – Допускаемые погрешности измерения δ, в мкм, по ГОСТ 8.051
По окончании измерений вносится известная поправка – погрешность с обратным знаком. Например, при относительном методе измерения – погрешность блока концевых мер, найденная по аттестату на поверку (калибровку) набора концевых мер длины. Наиболее существенными при измерении являются систематические инструментальные погрешности, которые должны быть меньше допускаемых погрешностей измерения, указанных в ГОСТ 8.051 и 8.549. В этих стандартах погрешности измерений даны для выполнения однократных измерений, при устранении известных источников систематических погрешностей до начала измерения. Допускаемая инструментальная погрешность (Δ) должна всегда регламентировать выбор средств измерений. При выполнении технических измерений систематическая погрешность Δ является доминирующей, т.е. она существенно больше случайной, присущей данному методу. Поэтому эти измерения достаточно производить один раз. При выполнении метрологических измерений (поверке и калибровке) случайная погрешность является доминирующей, поэтому необходимо осуществлять многократные измерения и производить обработку полученных результатов. Число измерений n следует выбрать таким образом, чтобы ошибка среднего арифметического была меньше систематической инструментальной погрешности, т.е. чтобы последняя опять определяла точность результата измерения, так как погрешность среднего арифметического убывает в  раз. Окончательный результат измерения должен содержать:
раз. Окончательный результат измерения должен содержать:
– числовое значение среднего арифметического;
– возможный интервал его рассеивания (доверительный интервал);
– доверительную вероятность, соответствующую доверительному интервалу по таблицам нормального закона распределения случайных величин.
8.3 Выбор средств измерений в зависимости от их погрешности и допуска размера
Выбор СИ для однократных измерений по метрологическим факторам заключается в сравнении допускаемой погрешности измерения δ (таблица 8.1) с инструментальной погрешностью Δ (таблица 8.2), в установлении приемочных границ и приемочного процента риска. Необходимо соблюдать условие Δ ≤ δ.
Если необходимые по точности средства измерения отсутствуют, то более грубые должны быть индивидуально аттестованы, т.е. следует определить их систематическую погрешность и учитывать ее путем введения поправки в результат измерения.
Таблица 8.2 – Предельные погрешности средств измерений ±Δ, мкм, по РД 50–98–96
| Контрольно-измерительные средства | Цена деления, мм | Диапазон измерений, мм | |||||||||
| до 10 | 10–50 | 50–80 | 80–120 | 120–180 | 180–250 | 250–500 | |||||
| Код | Наименование и условное обозначение (предел измерения) | ГОСТ | |||||||||
| Штангенциркуль ШЦ–1, ШЦ–ІІ, ІІІ | 0,1 | ||||||||||
| Штангенциркуль ШЦ-1, ШЦ–ІІ, ІІІ | 0,05 | – | – | ||||||||
| Микрометр гладкий МК-25 (50; 75÷600) | 0,01 | 5,0 | |||||||||
| Микрометр рычажный, контакт любой МР–25; (50; 75÷600) | 0,002 | 4,0 | 6,0 | ||||||||
| Микрометр рычажный, контакт линейный МР–25; (50; 75 ÷1000) | 0,002 | 3,0 | 4,0 | 5,0 | 6,0 | ||||||
| Скоба индикаторная, в руках СИ–50 (100÷1000) КМД–4 кл. | 0,01 | ||||||||||
| Скоба индикаторная,на стойке СИ–50; (100÷1000) КМД–4 кл. | 0,01 | ||||||||||
| Скоба рычажная, в руках СР–25; (50÷150) КМД–3 класса | 0,002 | 4,0 | 5,0 | – | – | ||||||
| Скоба рычажная, на стойке СР–25; (50÷150) КМД–3 кл. | 0,002 | 2,0 | 2,0 | 3,0 | 5,0 | 5,0 | – | – | |||
| Головка измерительная рычажно -зубчатая 1 ИГ (±0,05) КМД–3 кл. | 0,001 | 2,0 | 2,5 | 2,5 | 2.5 | 3,0 | 4,0 | – | |||
| Головка измерительная рычажно-зубчатая 2 ИГ (±0,01) КМД–3 кл. | 0,002 | 4,0 | 4,0 | 5,0 | 5,0 | 6,0 | 8,0 | – | |||
| Головка пружинная, микрокатор 1 ИГП (±0,03) КМД–3 кл. | 0,001 | 0,5 | 0,5 | 1,0 | 1,0 | 1,0 | – | – | |||
| Головка пружинная, микрокатор 5 ИГП (±0,15) КМД–3 кл. | 0,005 | 3,0 | 3,0 | 3,0 | 5,0 | 5,0 | – | – |
Продолжение таблицы 8.2
| Головка пружинно-оптическая, оптикатор 05 П (±0,05) КМД-3 кл, | 0,0005 | 0,3 | 0,5 | 0,5 | 0,5 | 0,7 | – | – | ||
| Головка пружинно- оптическая, оптикатор 01П (±0,012) КМД-3 ют, | 0,0001 | 0,25 | 0,3 | 0,35 | 0,4 | 0,4 | – | – | ||
| Нутромер микрометрический НМ-75 (500) | 0,01 | – | – | |||||||
| Нутромер индикаторный НИ-10 (20÷500) КМД-4 класса | 0,01 | – | ||||||||
| Нутромер индикаторный НИ-10 (20÷500) (КМД-3кл.; Ra = 0,4 у детали) | 0,001 | – | 4,5 | 5,5 | 6,5 | 6,5 | 7,5 | |||
| Нутромер индикаторный, повышенной точности (КМД-2 класса Ra = 0,4 у детали) | Модель 103 | 0,001 | 2,0 | 2,5 | 3,5 | – | – | – | – | |
| Нутромер индикаторный, повышенной точности (КМД-2 класса Ra = 0,8 у детали) | Модель 106 | 0,002 | – | 3,5 | 5,0 | 6,0 | 6,0 | 8,0 | – | |
| Пневмопробки с от- счетным прибором Ra = 0,2 у детали | Установочные кольца по ГОСТ 14865 | 0,0005 | – | 2,0 | 3,0 | 4,0 | – | – | – | |
| Пневмопробки с от- счетным прибором Ra = 0,8 у детали | 0,0005 | – | 5,0 | 5,0 | 5,0 | – | – | – | ||
| Пневмопробки с от- счетным прибором Ra = 0,2 у детали | 0,0002 | 1,0 | 0,5 | 0,5 | 0,8 | – | – | – | ||
| Индикаторы ИЧ-2, ИТ-2 (0…2) | 0,01 | |||||||||
| Индикаторы ИЧ-10, ИТ-10 (0…10) | 0,01 | |||||||||
| Индикатор многооборотный 1 МИГ (0…1) | 0,001 | 2,5 | 2,5 | 2,5 | 2,5 | 2,5 | 2,5 | – | ||
| Индикатор многооборотный 2МИГ (0…2) | 0,002 | 4,0 | 4,0 | 4,0 | 4,0 | 4,0 | 4,0 | – | ||
| Вертикальный оптиметр ИКВ (±0,1 по шкале); (0…100) КМД-3 класса | — | 0,001 | 0,5 | 1,0 | 1,0 | 1,0 | 1,0 | – | – | |
| Горизонтальный оптиметр ИКГ(±0,1 по шкале); (0…300) КМД-3 класса | — | 0,001 | 0,5 | 1,0 | 1,0 | 1,0 | 1,0 | – | – |
§
Окончание таблицы 8.2
| Измерительная машина с трубкой оптиметра (±0,1 по шкале); (0…100) ИЗМ – 1(2,3) м КМД-3 класса | — | 0,001 | – | – | 1,0 | 1,0 | 1,0 | 1,5 | 2,0 | |
| Длинномер оптический ИЗВ- (0-250) | 0,001 | 1,5 | 2,0 | 2,5 | 2,5 | 3,0 | 3,5 | – | ||
| Микроскоп инструментальный ММИ(0…75) | 0,005 | 5,0 | 5,0 | – | – | – | – | |||
| Микроскоп инструментальный БМИ (0…150) | 0,005 | 5,0 | 5,0 | – | – | – | ||||
| Универсальный микроскоп УИМ-200 | — | 0,001 | 3,5 | 4,5 | 5,5 | 7,0 | 9,0 | – | ||
| Примечание: Коды с 16 по 23 и 29 использовать для контроля отверстий. |
Допускаемая погрешность измерения δ включает случайные и неучтенные систематические погрешности (погрешность СИ).
В таблице 8.1 даны допускаемые погрешностiи измерения δ для сопрягаемых размеров по ГОСТ 8.051–81. Расчет допускаемых погрешностей δ в этом стандарте производится в зависимости от допуска по следующей зависимости:
δ = (0,2…0,35)IT
Меньшее значение относится к более грубым квалитетам, а большее – к точным квалитетам.
Данная зависимость для контроля размеров с неуказанными допусками (свободных размеров) требует применения довольно точных СИ, что удорожает производство. Применение штангенциркулей и других грубых СИ для контроля размеров с неуказанными допусками по ГОСТ 8.051–81 было незаконным.
В 1986 году был принят ГОСТ 8.549–86, который узаконил применение грубых СИ для размеров с неуказанными (общими) допусками. Теперь для размеров с неуказанными допусками (12… 17 квалитеты) допускаемая погрешность измерения по ГОСТ 8.549–86 равна половине допуска размера δ = 0,5IT. Это необходимо учитывать, чтобы не усложнять процесс измерения грубых (неответственных) размеров, особенно в приборостроении и авиации (здесь 12 квалитет используется для свободных размеров с общими допусками). Если же по 12-му квалитету выполняется соединение (посадка), то СИ необходимо выбирать по ГОСТ 8.051–81.
8.4 Влияние погрешности измерения на достоверность
результатов контроля
При приемочном контроле погрешность измерения накладывается на погрешность изготовления детали и оказывает влияние на достоверность результатов контроля. Детали, у которых размеры находятся близко к границам поля допуска, могут быть неправильно оценены, т.е. годные забракованы, а бракованные пропущены как годные. Такое сочетание погрешности измерения и истинного размера контролируемой детали является случайным событием. В ГОСТ 8.051 установлены параметры достоверности результатов контроля, т.е. параметры разбраковки:
– m – риск заказчика (в %), необнаруженный брак, т.е. число деталей в процентах от общего числа измеренных, размеры которых выходят за приемочные границы;
– n – риск изготовителя (в %), т.е. ложный брак, забракованы фактически годные детали (истинные размеры в пределах поля допуска);
– c – вероятностная величина выхода размера за каждую границу поля допуска у неправильно принятых деталей.
На рисунке 8.1 представлены графики по определению параметров разбраковки при распределении контролируемых размеров по нормальному закону в зависимости от коэффициента точности технологического процесса:
К = IТ/σтех,
где IT – допуск на контролируемый размер (допуск вала Td или отверстия TD);
σтех – среднее квадратичное отклонение технологического процесса (погрешности изготовления).
На каждом графике указаны по три кривых, которые выбираются в зависимости от относительной погрешности метода измерения Aмет(σ):
Амет(σ) =100 % σмет/IT, (1)
где σмет – среднее квадратичное отклонение погрешности измерения.
При доверительной вероятности Р = 0,95 случайная погрешность (соответствующая не исключенной инструментальной погрешности Δ) принимается как 2σмет. Тогда σмет = Δ /2.
Когда точность технологического процесса неизвестна (на этапе конструкторских разработок), ориентировочно предельные значения параметров разбраковки можно определить по таблице 8.3. Рекомендуется принимать:
Aмет(σ) =16 % – для размеров с допусками по квалитетам со 2-го по 7-й;
Амет (σ) =12 % – для размеров по 8-му и 9-му квалитетам,
Амет(σ) =10 % – для размеров более грубых квалитетов.
Рисунок 8.1 – Графики распределения неправильной разработки
а) риск закачки; б) риск изготовителя; в) вероятный выход размера за границу допуска
Таблица 8.3 – Предельные значения параметров рассортировки деталей по ГОСТ 8.051
| Относительная погрешность метода измерения Амет(σ) в% | Количество в % от общего количества измеренных деталей | Вероятный выход размера за границы поля допуска C/Tизд | |
| Забракованных деталей в принятой партии m | Годных деталей в забракованных п | ||
| 1,6 | 0,37…0,39 | 0,7…0,75 | 0,01 |
| 0,87…0,90 | 1,2…1,3 | 0,03 | |
| 1,6… 1,7 | 2,0…2,25 | 0,06 | |
| 2,6… 2,8 | 3,4…3,7 | 0,1 | |
| 3,1… 3,5 | 4,5…4,75 | 0,14 | |
| 3,75…4,1 | 5,4…5,8 | 0,17 | |
| 5,0… 5,4 | 7,8…8,25 | 0,225 | |
| Примечания: 1 Табличные значения соответствуют нормальному закону распределения размеров в технологическом процессе и учитывают только случайные погрешности измерения с доверительной вероятностью Р = 0,997. 2 В каждой строке первое значение m; n соответствует нормальному закону распределения погрешности измерения: второе – закону равной вероятности. |
Анализ данных о параметрах разбраковки позволяет сделать ряд выводов:
– точность технологического процесса в большей мере влияет на параметры разбраковки, чем погрешность измерения;
– число неправильно забракованных деталей обычно больше, чем число неправильно принятых;
– с увеличением погрешности СИ Амет(σ) возрастают параметры m и п.
При отсутствии необходимых по точности средств измерения, возможно использование более грубых при условии их индивидуальной аттестации
8.5 Роль технических служб в выборе средств измерений
В выборе измерительных средств участвуют конструкторские, технологические и метрологические службы в пределах возложенных на них обязанностей.
Конструктор, назначая точность размера (квалитет), решает вопрос о возможном проценте неправильно принятых деталей (риске заказчика –m). Возможны три варианта установления приемочных границ размеров, по которым производится приемка изделий.
При первом варианте (рисунок 8.2, а) приемочные границы совпадают с нормируемыми предельными значениями проверяемого изделия:
Тпр = IT = IТизд.
Этот вариант является основным в практике конструирования.
Во втором варианте (рисунок 8.2, б) приемочные границы устанавливают введением так называемого производственного допуска, который меньше табличного допуска на величину погрешности измерения. Этот вариант применяется редко, так как возрастает риск изготовителя:
Tпр = IT – δ=Tизд– δили Tпр = IT – Δ = Тизд – Δ
В третьем варианте (рисунок 8.2, в) также вводится производственный допуск, однако смещение производится на величину вероятностного выхода размера за пределы поля допуска у неправильно принятых деталей:
Тпр = IT – 2c = Тизд –2с.
При введении производственного допуска необходимо рассчитывать новые значения приемочных границ.
Второй вариант применяется в условиях мелкосерийного производства при выпуске особо ответственных изделий (авиация, космонавтика, приборостроение и другие), когда недопустимо поступление бракованных деталей на сборку. Третий вариант применяется в условиях серийного и крупносерийного производства при нестабильном технологическом процессе (IT/σтех < 6) с целью расширения области использования грубых универсальных средств (таких, как штангенциркуль, микрометр и др., у которых большая абсолютная погрешность и малая относительная).
Технолог производит выбор средств измерений для операционного и приемочного контроля, оценивая действительный и ложный брак с учетом допускаемой погрешности измерения. Если технолог повышает требования к точности измерения, то сокращается процент ложного брака, однако при этом удорожается процесс измерения. Применяемые средства измерения должны обеспечивать оптимальное значение погрешности измерения, т.е. необходимо оценивать затраты на измерения и потери от ложного брака (рисунок 8.3).
Метрологическая служба предприятия контролирует правильность выбора и эксплуатации средств измерений, дает рекомендации конструкторам и технологам при выполнении метрологической экспертизы технической документации, осуществляет поверку (калибровку) и аттестацию средств измерений.
Погрешности измерений являются источником неблагоприятных событий, таких как экономические потери из-за брака, возможность травматизма, загрязнение окружающей среды и т.д. Повышение точности измерений снижает размеры этих последствий, однако требует вложения дополнительных затрат.
§
Исходные данные: вал размером ø40k6  ; производство – серийное, распределение погрешностей изготовления и измерения подчиняется нормальному закону, IT/σтех = 4,5.
; производство – серийное, распределение погрешностей изготовления и измерения подчиняется нормальному закону, IT/σтех = 4,5.
Так как процесс не стабильный (IT/σтех < 6) в условиях серийного производства, то требуется ввести производственный допуск и выбрать универсальные средства измерения. Деталь жесткой конструкции и можно применить контактный метод измерения.
Устанавливаем допуск на изготовление (IT) и по таблице 8.1 – допускаемую погрешность измерения (δ): для ø40k6 при IT = 0,018 – 0,002 = 0,016 мм; допускаемая погрешность измерения δ = 5 мкм.
По таблице 8.2 выбираем возможные измерительные средства.
Это микрометр рычажный МР-50 ГОСТ 4381 с кодом 5 или скоба рычажная СР-50 ГОСТ 11098 с кодом 8. Учитывая наличие средств измерений в лаборатории, их стоимость и удобство в эксплуатации, выбираем микрометр рычажный МР-50 ГОСТ 4381. Его техническая характеристика: предел измерения 25…50 мм, цена деления отсчетного устройства 0,002 мм, предельная погрешность измерительного средства Δ = 6 мкм (контакт любой). Методы измерения – прямой, контактный, абсолютный с отсчетом результата измерения по микровинту и отсчетной шкале. Перед началом работы проверить правильность нулевой установки по установочной мере 25 мм и выдержать деталь и прибор в лаборатории не менее трех часов.
Рычажная скоба работает относительным методом измерения, и для настройки требуются концевые меры длины, т.е. более дорогой и сложный процесс измерения.
Далее производится оценка влияния погрешности измерения микрометра рычажного на результаты рассортировки деталей. Определяется относительная точность метода измерения по формуле (1):
Амет (σ) = 3/16 · 100 % = 18,5 % ; σмет = Δ/2 = 6/2 = 3 мкм.
По графикам рисунок 8.1 при Амет(σ) = 16 % для заданной точности технологического процесса IT/σтех = 4,5 находим: m = 1,8 %; n = 4,5 %; с/IT = 0,07. Следовательно, с = 0,07 16=1,12 мкм ≈ 1 мкм.
Оценка годности деталей производится по предельно допустимым размерам:
dmax = 40,018 мм;
dmin = 40,002 мм.
Среди годных деталей могут оказаться бракованные (не более 1,8 %), у которых размеры выходят за границы поля допуска на величину до 1,0 мкм. Это риск заказчика. Риск изготовителя в этом случае будет не более 4,5 %, т.е. будут забракованы фактически годные детали.
Принимаем условие недопустимости риска заказчика при Δ > δ. В этом случае увеличится риск изготовителя. Производим расчет производственного допуска:
Тпр = IТ – 2с =16 – 2·1,0 = 14,0 мкм.
Предельно допустимые размеры с учетом производственного допуска будут следующие: dmax.пр= 40,018 – 0,001 ≈ 40,017 мм,
dmin.пр = 40,002 0,001 ≈ 40,003 мм.
Выбираем средство измерений для арбитражной перепроверки деталей. Допускаемая погрешность при арбитражной перепроверке по формуле (2) и составит:
δарб= 0,3 · 5= 1,5 мкм.
По таблице 8.2 выбираем вертикальный оптиметр ИКВ с кодом 28 или длинномер оптический ИЗВ с кодом 32. Техническая характеристика ИКВ: цена деления – 0.001 мм, предельная инструментальная погрешность Δ = 1,0 мкм, предел измерения 0…100 мм. Метод измерения – относительный, прямой, контактный, для нулевой настройки оптиметра требуются концевые меры длины.
Техническая характеристика ИЗВ: цена деления –0,001 мм, Δ = 1,5 мкм, предел измерения 0…250 мм. Метод измерения – абсолютный, прямой, контактный. Учитывается наличие средств измерений на фирме.
9 Контроль деталей гладкими калибрами
9.1 Назначение и типы калибров
Для выполнения операций технического контроля, особенно в массовом и крупносерийном производстве, рабочие и контролеры отделов технического контроля (ОТК) широко используют калибры.
Калибр – средство контроля, воспроизводящее геометрические параметры элементов изделия, определяемые заданными предельными линиями или угловыми размерами, и контактирующее с элементами изделия по поверхностям, линиям или точкам. Под элементом изделия понимается конструктивно- законченная часть изделия. Например: вал, отверстие, паз, выступ, резьба и т.д.
Калибры – это специальная технологическая оснастка, предназначенная для оценки годности деталей и изделий машиностроения (допусковый контроль).
Контроль калибрами ведет к определенному ужесточению допуска на изготовление детали по сравнению с табличной величиной. Контроль калибрами имеет выше производительность, чем измерение действительных размеров деталей измерительными средствами. Однако проектирование и изготовление калибров экономически выгодно в крупносерийном и массовом производстве.
С помощью калибров ведется рассортировка деталей на годные и негодные (брак). Калибры не определяют числовое значение (действительный размер) контролируемого параметра, а лишь устанавливают, входит ли элемент изделия в границы предельных размеров. Различают исправимый брак, когда валы выполнены с завышенными размерами, а отверстия – с заниженными, и неисправимый брак, когда размеры валов занижены, а размеры отверстия – завышены.
Применяются калибры для контроля гладких цилиндрических поверхностей, для конусных, резьбовых, шпоночных и шлицевых поверхностей, а также для контроля расположения поверхностей.
Различают калибры нормальные и предельные.
Нормальный калибр – калибр, воспроизводящий заданный линейный или угловой размер и форму сопрягаемой с ним поверхности контролируемого элемента изделия, т.е. калибр имеет только проходную сторону.
Нормальные калибры (шаблоны, калибры расположения) используют для контроля деталей со сложным профилем поверхностей. О годности детали судят по величине зазора между ее контуром и нормальным калибром на равномерность просвета или под щуп.
Предельный калибр – калибр, воспроизводящий проходной и непроходной пределы геометрических параметров изделия, т.е. эти калибры имеют проходную (ПР) и непроходную (НЕ) стороны.
К предельным калибрам относятся гладкие калибры для контроля валов и отверстий, резьбовые калибры и другие.
По назначению калибры разделяют:
– на рабочие, предназначенные для проверки размеров деталей рабочими и контролерами ОТК;
–приемочные– обычно это изношенные рабочие калибры (их размеры в пределах допуска на износ), используют их представители заказчика;
– контрольные (контркалибры), использующиеся для проверки размеров рабочих и приемочных калибров и для установки размера регулируемой скобы.
Для контроля наружных (охватываемых) поверхностей валов применяют калибры-скобы, а для контроля внутренних (охватывающих) поверхностей отверстий – калибры-пробки. Калибры-скобы могут быть регулируемые и нерегулируемые. Регулируемые калибры-скобы допускают переналадку на другой размер (за счет подвижной вставки) или восстановление размера проходной стороны по мере ее износа. Нерегулируемые скобы применяют более широко, так как они имеют жесткую конструкцию, дешевле и проще в производстве.
9.2 Расчет исполнительных размеров гладких калибров
Исполнительным размером калибра является размер, по которому изготавливается новый калибр. Допуски на изготовление калибра задаются «в тело» калибра в виде одностороннего отклонения: положительного для скобы и отрицательного для пробки. Номинальными размерами проходных калибров ПР и непроходных НЕ служат соответственно предельные размеры детали. Номинальный размер проходного калибра ПР соответствует максимуму материала проверяемого объекта, т.е. для вала – наибольшему предельному размеру, а для отверстия – наименьшему предельному размеру.
Номинальный размер непроходного калибра НЕ соответствует минимуму материала проверяемого объекта, т.е. для вала – наименьшему предельному размеру, а для отверстия – наибольшему предельному размеру.
Допуски на изготовление и износ гладких калибров заданы в ГОСТ 24853 «Калибры гладкие для размеров до 500 мм. Допуски». Приняты условные обозначения полей допусков Н – для пробок и Н1 – для скоб. Значение допуска калибра зависит от номинального размера детали и квалитета контролируемого размера (таблица 9.1). Схемы расположения полей допусков калибров-пробок даны на рисунке 9.1.
Таблица 9.1 – Допуски и отклонения гладких калибров и контркалибров, мкм, (по ГОСТ 24853-81)
| Квалиет | Обозначение | Интервалы номиналов контролируемых размеров, мм | Допуски формы пробки | |||||||||
| Св. 3 до 6 | 6…10 | 10…18 | 18…30 | 30…50 | 50…80 | 80…120 | 120…180 | 180…250 | 250…315 | |||
| Z | 1,5 | 1,5 | 2,0 | 2,0 | 2,5 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | IT1 | |
| Y | 1,0 | 1,0 | 1,5 | 1,5 | 2,0 | 2,0 | 3,0 | 3,0 | 4,0 | 5,0 | ||
| α, α1 | 2,0 | 3,0 | ||||||||||
| Z1 | 2,0 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||
| Y1 | 1,5 | 1,5 | 2,0 | 3,0 | 3,0 | 3,0 | 4,0 | 4,0 | 5,0 | 6,0 | ||
| Н | 1,5 | 1,5 | 2,0 | 2,5 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 8,0 | ||
| Н1 | 2,5 | 2,5 | 3,0 | 4,0 | 4,0 | 5,0 | 6,0 | 8,0 | ||||
| Hp | 1,0 | 1,0 | 1,2 | 1,5 | 1,5 | 2,0 | 2,5 | 3,5 | 4,5 | 6,0 | ||
| Z, Z1 | 2,0 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | IT2 | |
| Y, Y1 | 1,5 | 1,5 | 2,0 | 3,0 | 3,0 | 3,0 | 4,0 | 4,0 | 6,0 | 7,0 | ||
| α, α1 | 3,0 | 4,0 | ||||||||||
| H, H1 | 2,5 | 2,5 | 3,0 | 4,0 | 4,0 | 5,0 | 6,0 | 8,0 | ||||
| Hp | 1,0 | 1,0 | 1,2 | 1,5 | 1,5 | 2,0 | 2,5 | 3,5 | 4,5 | 6,0 | ||
| Z, Z1 | 3,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | IT2 | |||
| Y, Y1 | 3,0 | 3,0 | 4,0 | 4,0 | 5,0 | 5,0 | 6,0 | 6,0 | 7,0 | 9,0 | ||
| α, α1 | 4,0 | 6,0 | ||||||||||
| H | 2,5 | 2,5 | 3,0 | 4,0 | 4,0 | 5,0 | 6,0 | 8,0 | ||||
| Н1 | 4,0 | 4,0 | 5,0 | 5,0 | 7,0 | 8,0 | ||||||
| Hp | 1,5 | 1,5 | 2,0 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 8,0 | ||
| 9* | Z, Z1 | 6,0 | 7,0 | 8,0 | 9,0 | IT2 | ||||||
| α, α1 | 4,0 | 6,0 | ||||||||||
| Н | 2,5 | 2,5 | 3,0 | 4,0 | 4,0 | 5,0 | 6,0 | 8,0 | ||||
| Н1 | 4,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||||
| Hp | 1,5 | 1,5 | 2,0 | 2,5 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 8,0 | ||
| 10* | Z, Z1 | 6,0 | 7,0 | 8,0 | 9,0 | IT2 | ||||||
| α, α1 | 7,0 | 9,0 | ||||||||||
| Н | 2,5 | 2,5 | 3,0 | 4,0 | 4,0 | 5,0 | 6,0 | 8,0 | ||||
| Н1 | 4,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||||
| Hp | 1,5 | 1,5 | 2,0 | 2,5 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 8,0 | ||
| 11* | Z, Z1 | IT4 | ||||||||||
| α, α1 | ||||||||||||
| Н, Н1 | 5,0 | 6,0 | 8,0 | 9,0 | ||||||||
| Hp | 1,5 | 1,5 | 2,0 | 2,5 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 8,0 | ||
| 12* | Z, Z1 | IT4 | ||||||||||
| α, α1 | ||||||||||||
| Н, Н1 | 5,0 | 6,0 | 8,0 | 9,0 | ||||||||
| Hp | 1,5 | 1,5 | 2,0 | 2,5 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 8,0 | ||
| Примечание: Для квалитетов, отмеченных (*) для всех интервалов размеров Y = Y1 = 0 |
У всех проходных калибров поля допусков (H и Н1) сдвинуты внутрь поля допуска детали: на величину Z – для калибров-пробок и Z1 – для калибров-скоб. Для номинальных размеров свыше 180 мм поле допуска непроходного калибра также смещается внутрь поля допуска детали на величину α – для пробок и α1 – для скоб. Для размеров до 180 мм α = α1 = 0.
Для проходных калибров предусматривается допуск на износ, который отражает средневероятный износ калибра. Для калибров до 8-го квалитета допуск на износ выходит за границу поля допуска детали на величину Y – для пробок и Y1 – для скоб. Для калибров более грубых квалитетов (9… 17) износ ограничивается проходным пределом, т.е. Y = Y1 = 0. Эксплуатация калибра возможна в пределах границы износа. Этими калибрами пользуются представители заказчика и их называют приемочными калибрами.
а) б) в) г)
Рисунок 9.1 – Схемы расположения полей допусков калибров-пробок для контроля отверстий:
а) до 180 мм, квалитеты 6…8 б) свыше 180 мм, квалитеты 6…8
в) до 180 мм, квалитеты 9…17 г) свыше 180 мм, квалитеты 9…17
При эксплуатации калибров-скоб контроль их годности осуществляется с помощью контркалибров, по форме соответствующих валу. Контркалибры имеют допуски на изготовление Hp, которые располагаются симметрично относительно середины полей допусков калибров на изготовление и границы износа. Схемы расположения полей допусков калибров-скоб даны на рис.8.2 и рис.8.3. Контркалибры изготавливаются в виде шайб в комплекте из 3-х штук, так как проверяют проходную сторону рабочего калибра (К-ПР), износ проходной стороны (К-И) и непроходную сторону (К-НЕ).
Контрольные калибры целесообразно изготавливать только на специализированных предприятиях, выпускающих скобы большими партиями. В остальных случаях контроль скоб выполняется блоками из концевых мер длины. Исполнительные размеры калибров, согласно соответствующей схеме расположения полей допусков, подсчитываются по формулам таблицы 9.2.
Таблица 9.2 – Формулы для расчета предельных и исполнительных размеров калибров
| Вид калибра | Контролируемый размер | |
| до 180 мм | свыше 180 мм | |
| Пробки | (рисунок 9.1, а; рисунок 9.1, в) предельные размеры ПРmax =Dmin Z H/2 ПРmin = Dmin Z- H/2 ПРизн = Dmin –Y HEmax =Dmax H/2 HEmin =Dmax – H/2 Исполнительные размеры(d) ПР = (Dmin Z H/2)–НHE = (Dmax H/2)-H | (рисунок 9.1, б;рисунок 9.1, г) предельные размеры ПРmax = (Dmin Z Н/2) ПРmin = (Dmin Z – Н/2) ПРизн = (Dmin – Y α) НЕmax = (Dmax – α Н/2) HEmin = (Dmin – α – Н/2) исполнительные размеры (d) ПР = Dmin Z Н/2)–H НЕ = (Dmax – α Н/2)–H |
| Скобы | (рисунок 9.2, а; рисунок 9.3, а) предельные размеры ПРmax= (dmax – Z1 Н1/2) ПРmin= (dmax – Z1 – H1/2) ПРизн = (dmax Y1) HEmax= (dmin H1/2) HEmin = (dmin – H1/2) исполнительные размеры (D) ПР = (dmax – Z1 – Н1/2) H1 HE = (dmin – H1/2) H1 | (рисунок 9.2, б; рисунок 9.3, б) предельные размеры ПРmax= (dmax –Z1 Н/2) ПРmin= (dmax –Z1– H1/2) ПРиз„ = (dmax Y1, –α1) НЕmax= (dmin α1 H1/2) HEmin = (dmax α1 – H1/2) исполнительные размеры (D) ПР = (dmax – Z1 – H1/2) H1 HE = (dmin α1 – H1/2) H1 |
| Контркалибры | (рисунок 9.2, а; рисунок 9.3, a) исполнительные размеры (d) К-И =(dmax Y1 Hp/2) –Hp К-ПР = (dmax – Z1 Hp/2) –Hp K-HE = (dmin Hp/2) –Hp | (рисунок 9.2, б; рисунок 9.3, б) исполнительные размеры (d) К-И = (dmax Y1 – α1 НР/2)–Hp К-ПР = (dmax – Z1 НР/2)–Hp K-HE = (dmin HP/2 α1)–Hp |
| Примечание: * Исполнительные размеры указывать на рисунках 9.6….9.13 |
 а) б)
а) б)
Рисунок 9.2 – Схемы расположения полей допусков калибров-скоб для контроля валов квалитетов 6…8, а) до 180 мм б) свыше 180 мм
 а) б)
а) б)
Рисунок 9.3 – Схемы расположения полей допусков калибров-скоб
Для контроля валов квалитетов 9…17: а) до 180 мм б) свыше 180 мм
Исполнительные размеры калибров следует округлять:
– для изделий 6… 14 квалитетов и всех контркалибров – до 0,5 мкм в сторону сокращения производственного допуска контролируемой детали, величина допуска калибра и контркалибра должна сохраниться;
– для изделий 15…17 квалитетов – округлять до 1 мкм при таких же условиях.
9.3 Конструкции и технические требования к калибрам
В конструкции калибров соблюдается принцип подобия (принцип Тейлора), согласно которому по своей форме калибры являются прототипом сопрягаемой детали. Это обеспечивает собираемость деталей, входящих в соединение. Проходная сторона калибра контролирует в комплексе все погрешности элемента изделия, а непроходная сторона проверяет раздельно, не нарушен ли непроходной предел (не чрезмерно ли удален при обработке металл).
Калибры для контроля валов обычно выполняют в виде скоб, так как кольца неудобны для использования и сложны в изготовлении. Рекомендуется проверять валы в нескольких сечениях по длине и не менее чем в двух взаимно перпендикулярных направлениях каждого сечения, чтобы оценить погрешность формы контролируемой детали.
Проходная пробка выполняется большей длины (равной длине отверстия), чем непроходная и должна свободно проходить под действием силы тяжести в годное отверстие. Непроходная пробка не должна входить в отверстие. Конструкция калибров должна быть удобной в эксплуатации, жесткой, обеспечивать высокую точность и износоустойчивость. Технические требования на калибры оговариваются в ГОСТ 2021. Обеспечиваются необходимые требования выбором материала калибра (сталь X и Ш, ШХ15; У10А; У12А и др.), термообработкой – закалкой до HRC 57…63, применением износостойких покрытий (хромирование) или вставок из твердого сплава.
Шероховатость рабочих поверхностей гладких калибров определяется по таблице 9.3.
Гладкие калибры могут быть выполнены в трех вариантах:
– однопредельные (рисуноки 9.11…9.13)для относительно больших размеров;
– двусторонние применяются для пробок размером от 1мм до 50 мм (рисунки 9.4 и 9.10), а скобы предусмотрены лишь для размеров до 10 мм;
– односторонние двухпредельные скобы (рисунки 9.5…9.9) используются наиболее широко, так как они компактнее, дешевле и ускоряют процесс контроля в два раза.
Таблица 9.3 – Шероховатость рабочих поверхностей гладких калибров
| Вид калибра | Квалитет контролируемого размера | Значения Ra, мкм. | |
| для номинальных размеров, мм | |||
| Свыше 0,1 до 100 | Свыше 100 до 360 | ||
| Пробка | 0,025 (0,04) | 0,05 (0,08) | |
| 1…9 | 0,05 (0,08) | 0,1 (0,16) | |
| 10…12 | 0,1 (0,16) | 0,1 (0,16) | |
| Скоба | 6…9 | 0,05 (0,08) | 0,1 (0,16) |
| 10…12 | 0,1 (0,16) | 0,1 (0,16) | |
| Контркалибр | 6…9 | 0,025 (0,04) | 0,05 (0,08) |
| 10 и грубее | 0,05 (0,08) | 0,1 (0,16) | |
| Примечания: 1 В скобках даны рекомендуемые значенияRa по ГОСТ 2021–84, а перед скобками – предпочтительные по ГОСТ 2789–73. 2 Шероховатость торцов: Ra = 1,6 мкм; шероховатость фасок: Ra = 0,8 мкм. |
Допуск цилиндричности для пробок определяется по особо точным квалитетам ГОСТ 25346-89: для калибров 6 квалитета – по IT1; для калибров 7… 10 квалитетов – по IT2; а для 11… 12 квалитетов – по IT4 (см. гл.1, таблицу 1.1)
На каждом калибре должна быть маркировка, включающая следующие требования:
– номинальный размер контролируемого отверстия (вала);
– условное обозначение поля допуска заданного размера;
– числовые величины предельных отклонений контролируемого отверстия (вала) в мм;
– обозначение типа калибра: ПР или НЕ;
– товарный знак предприятия-изготовителя (на калибрах для собственных нужд не указывается).
Маркировка производится на лыске ручки пробки или на переднем торце вставки, у скобы – на лицевой стороне.
Примеры оформления чертежей представлены: на рисунке 9.4 калибра-пробки, а на рисунке 9.5 – калибра-скобы.
 Рисунок 9.4 – Пробка 8133-0994 Н7,ГОСТ 14810–69
Рисунок 9.4 – Пробка 8133-0994 Н7,ГОСТ 14810–69
Основные размеры калибров выбираются по рекомендациям стандартов:
– для пробок ГОСТ 14807–69…ГОСТ 14825–69;
– для скоб ГОСТ 18360–93…ГОСТ 18365–93 .
Для удобства выполнения курсовой работы в данном пособии приведены таблицы из указанных стандартов для всех вариантов предлагаемых заданий (таблицы 9.4–9.11). Диаметры валов и отверстий более 360 мм для расчета калибров не выбирать.
Рисунок 9.5 – Скоба 8133-0122 js6, ГОСТ 18360–93
9.4 Проектирование гладких калибров для валов и отверстий
Задание
Спроектировать гладкие калибры для контроля вала и отверстия.
Построить схемы полей допусков гладких калибров для контроля отверстия и вала одной из посадок, принятых в пункте 1.1 выданных вариантов заданий. Рассчитать предельные и исполнительные размеры калибров. Вычертить эскизы калибров.
§
По номинальному размеру и квалитету вала (отверстия) выбранной посадки найти из таблицы 9.1 отклонения и допуски на калибры-скобы (пробки), а также на контркалибры К-И, К-ПР, К-НЕ.
Выбрать варианты схем из рисунка 9.1 для калибров-пробок или из рисунков 9.2 и 9.3 для калибров-скоб.
Построить схемы расположения полей допусков калибров и контркалибров с указанием численных значений допусков и отклонений в мкм.
Пользуясь схемой и формулами таблицы 9.2, подсчитать предельные и исполнительные размеры калибров, а также размеры предельно-изношенных калибров.

Рисунок 9.6 – Конструкция калибров-скоб для диаметров свыше 10 до 100 мм, ГОСТ 18360-93
Таблица 9.4 – Размеры калибров-скоб для диаметров свыше 10 до 100 мм (см. рисунок 9.6)
Окончание таблицы 9.4
Выбрать варианты конструкции калибров-скоб из рисунков 9.6 – 9.9, а числовые значения по таблицам 9.4 – 9.7; для калибров-пробок конструкции – из рисунков 9.10 – 9.13, а числовые значения – по таблицам 9.8 – 9.11.
Вычертить эскизы калибров-пробок и скоб с указанием исполнительных размеров и требований к шероховатости рабочих поверхностей и допусков формы цилиндрических пробок. Указать маркировку калибра и условное обозначение.
Рисунок 9.7 – Конструкция калибров-скоб для диаметров свыше 100 до 180 мм, ГОСТ 18360-93
Таблица 9.5 – Размеры калибров-скоб для диаметров свыше 100 до 180 мм (см. рисунок 9.7)
Рисунок 9.8 – Конструкция калибров-скоб для диаметров свыше 180 до 260 мм. ГОСТ 18360–93
Таблица 9.6 – Размеры калибров-скоб для диаметров свыше 180 до 260 мм (см. рисунок 9.8)
Рисунок 9.9 – Конструкция калибров-скоб для диаметров свыше 260 до 360 мм, ГОСТ 18365-93
Таблица 9.7 – Размеры калибров скоб для диаметров свыше 260 до 360 мм (см. рисунок 9.9)
Рисунок 9.10 – Конструкция калибров-пробок для диаметров свыше 3 до 50 мм
Таблица 9.8 –Размеры калибров-пробок для диаметров свыше 3 до 50 мм , ГОСТ 14810-69 (см. рисунок 9.10)
| Обозначение пробок | Dном отв. | L | d2 | d1 | l | l1 | l2 | r | с | Масса, кг |
| 8133-0913 | 2,5 | 0,5 | 0,2 | 0,01 | ||||||
| 8133-0922 | 0,5 | 0,4 | 0,03 | |||||||
| 8133-0926 | << | << | << | << | << | 0,05 | ||||
| 8133-0928 | << | << | << | << | << | << | << | << | ||
| 8133-0929 | 1,6 | “ | 0,09 | |||||||
| 8133-0930 | << | << | << | << | << | << | << | << | ||
| 8133-0932 | 0,10 | |||||||||
| 8133-0933 | 2,0 | 0,15 | ||||||||
| 8133-0934 | ||||||||||
| 8133-0935 | << | << | << | << | << | << | << | << | 0,16 | |
| 8133-0936 | ||||||||||
| 8133-0938 | 0,17 | |||||||||
| 8133-0939 | 2,0 | 0,4 | 0,27 | |||||||
| 8133-0940 | 0,28 | |||||||||
| 8133-0941 | << | << | << | << | << | << | << | << | 0,29 | |
| 8133-0942 | 0,30 | |||||||||
| 8133-0944 | 0,34 | |||||||||
| 8133-0946 | 3,0 | 0,4 | 0,46 | |||||||
| 8133-0948 | 0,49 | |||||||||
| 8133-0949 | << | << | << | << | << | << | << | << | 0,50 | |
| 8133-0950 | 0,51 | |||||||||
| 8133-0952 | 0,54 | |||||||||
| 8133-0954 | 0,57 | |||||||||
| 8133-0956 | 3,0 | 0,4 | 0,84 | |||||||
| 8133-0958 | << | << | << | << | << | << | << | << | 0,91 | |
| 8133-0959 | 0,93 | |||||||||
| 8133-0960 | 3,0 | 0,4 | 0,94 | |||||||
| 8133-0961 | << | << | << | << | << | << | << | << | 0,97 | |
| 8133-0962 | 1,03 | |||||||||
| Примечания: 1. Пробки промежуточных размеров изготавливать по размерам ближайшей большей пробки. 2. Пример условного обозначения пробки для отверстия ø20 Н8: Пробка 8133-0934 Н8, ГОСТ 14810-69. |
 а) б)
а) б)
Рисунок 9.11 – Конструкция калибров-пробок с насадками для диаметров свыше 50 до 100 мм, ГОСТ 14815–69 ГОСТ 14816–69: а – пробка проходная; б – пробка непроходная
Таблица 9.9 – Размеры калибров-пробок с насадками для диаметров свыше 50 до 100 мм (см. рисунок 9.11)
| Пробки проходные по ГОСТ 14815 | Пробки непроходные по ГОСТ 14816 | ||||||||
| Обозначение пробок | dном отв. | L | l | Масса, кг | Обозначение пробок | dном отв. | L1 | l1 | Масса, кг |
| 8136-0001 | 0,72 | 8136-0101 | 0,59 | ||||||
| 8136-0022 | << | << | 0,74 | 8136-0022 | << | << | 0,61 | ||
| 8136-0002 | 0,78 | 8136-0102 | 0,63 | ||||||
| 8136-0023 | 0,81 | 8136-0123 | 0,65 | ||||||
| 8136-0003 | 0,83 | 8136-0103 | 0,68 | ||||||
| 8136-0004 | 0,87 | 8136-0104 | 0,69 | ||||||
| 8136-0005 | 0,89 | 8136-0105 | 0,70 | ||||||
| 8136-0006 | 0,92 | 8136-0106 | 0,72 | ||||||
| 8136-0007 | 0,95 | 8136-0107 | 0,75 | ||||||
| 8136-0024 | 1,00 | 8136-0124 | 0,79 | ||||||
| 8136-0009 | 1,07 | 8136-0109 | 0,82 | ||||||
| 8136-0010 | 1,28 | 8136-0110 | 0,96 | ||||||
| 8136-0011 | << | << | 1,38 | 8136-0111 | << | << | 1,03 | ||
| 8136-0012 | 1,48 | 8136-0112 | 1,09 | ||||||
| 8136-0013 | 1.55 | 8136-0113 | 1,14 | ||||||
| 8136-0014 | 1,56 | 8136-0114 | 1,16 | ||||||
| 8136-0015 | 1,67 | 8136-0115 | 1,24 | ||||||
| 8136-0016 | 1,67 | 8136-0116 | 1,25 | ||||||
| 8136-0017 | 1,75 | 8136-0117 | 1,29 | ||||||
| 8136-0018 | 1,76 | 8136-0118 | 1,29 | ||||||
| 8136-0019 | 1,88 | 8136-0119 | 1,38 | ||||||
| 8136-0020 | 1,90 | 8136-0120 | 1,39 | ||||||
| 8136-0021 | 1,99 | 8136-0121 | 1,45 | ||||||
| Примечания: 1 Пробки промежуточных размеров изготавливать по размерам ближайшей большей пробки. 2 Пример условного обозначения пробки для отверстия 070 H7: а – пробка 8136-0009 H7, ГОСТ 14815-69; б – пробка 8136-0109 H7, ГОСТ 14816-69. |
Рисунок 9.12 – Конструкция проходных калибров-пробок диаметром
100 …300 мм, ГОСТ 14822–69
Таблица 9.10 –Размеры калибров-пробок проходных с насадками диаметром от 100 до 300 мм (см. рисунок 9.12)
| Обозначение пробок | dном отв. | L | D1 | В | l | l1 | l2 | d2 | Масса, кг |
| 8140-0102 | 0,43 | ||||||||
| 8140-0104 | 0,47 | ||||||||
| 8140-0106 | 0,54 | ||||||||
| 8140-0107 | << | << | << | << | << | << | << | 0,56 | |
| 8140-0109 | 0,58 | ||||||||
| 8140-0111 | << | << | << | << | << | 0,61 | |||
| 8140-0113 | << | << | << | << | << | << | << | 0,67 | |
| 8140-0115 | 0,72 | ||||||||
| 8140-0117 | 0,91 | ||||||||
| 8140-0119 | << | << | << | << | << | << | << | 1,00 | |
| 8140-0121 | << | << | << | << | << | << | 1,03 | ||
| 8140-0123 | 1,12 | ||||||||
| 8140-0125 | 1,30 | ||||||||
| 8140-0127 | << | << | << | << | << | << | 1,41 | ||
| 8140-0128 | 1,43 | ||||||||
| 8140-0129 | 1,50 | ||||||||
| 8140-0130 | 1,61 | ||||||||
| 8140-0131 | 1,63 | ||||||||
| 8140-0132 | 1,74 | ||||||||
| 8140-0133 | 2,35 | ||||||||
| 8140-0134 | << | << | << | << | << | << | 2,48 | ||
| 8140-0135 | 2,37 | ||||||||
| 8140-0136 | 2,49 | ||||||||
| Примечания: 1 Пробки промежуточных размеров изготавливать по размерам ближайшей большей пробки. 2 Пример условного обозначения пробки для отверстия ø150 H7: Пробка 8140-0113 H7 ГОСТ 14822-69. |

Рисунок 9.13 – Конструкция не проходных калибров-пробок диаметром свыше 100 до 300 мм. ГОСТ 14823–69
Таблица 9.11 – Размеры калибров-пробок непроходных с насадками диаметром свыше 100 до 300 мм (см. рисунок 9.13)
| Обозначение пробок | dном отв | L | D1 | В | l | l1 | l2 | D2 | Масса, кг |
| 8140-0152 | 0,31 | ||||||||
| 8140-0154 | << | << | 0.33 | ||||||
| 8140-0156 | 0.39 | ||||||||
| 8140-0157 | << | << | << | << | << | 0,41 | |||
| 8140-0159 | 0.46 | ||||||||
| 8140-0161 | 0.44 | ||||||||
| 8140-0163 | << | << | 0,48 | ||||||
| 8140-0165 | 0.53 | ||||||||
| 8140-0178 | 0.86 | ||||||||
| 8140-0180 | << | << | << | << | << | << | 0.93 | ||
| 8140-0182 | 0,97 | ||||||||
| 8140-0184 | 1.04 | ||||||||
| 8140-0186 | 24* | 1.24 | |||||||
| 8140-0188 | << | << | << | << | << | << | 1,32 | ||
| 8140-0189 | 1.46 | ||||||||
| 8140-0190 | << | 1,49 | |||||||
| 8140-0191 | 1,57 | ||||||||
| 8140-0192 | 1,67 | ||||||||
| 8140-0193 | 1,71 | ||||||||
| 8140-0194 | << | 2,26 | |||||||
| 8140-0195 | << | << | << | << | << | << | 2,37 | ||
| 8140-0196 | 2.27 | ||||||||
| 8140-0197 | 2,38 | ||||||||
| Примечания: 1 Пробки промежуточных размеров изготавливать по размерам ближайшей большей пробки. 2 Пример условного обозначения пробки для отверстия ø150 H7: Пробка 8140-0163 H7, ГОСТ 14823-69. |
Список литературы
1 Радкевич, Я. М. Метрология, стандартизация и сертификация : Учеб. для вузов / Я. М. Радкевич, А. Г. Схиртладзе, Б. И. Лактионов. – 3-е изд. перераб. и доп. – М. : Высш. шк., 2007. – 791 с.
2 Дунаев П.Ф., Леликов О.П., Варламова Л.П. Допуски и посадки. Обоснование выбора: Учеб. пособие для студентов машиностроительных вузов. – М.: Высш. шк., 1984. – 112 с.
3 Схиртладзе, А. Г. Метрология, стандартизация и сертификация : учебник / А. Г. Схиртладзе, Я. М. Радкевич. – Старый Оскол : ТНТ, 2021. – 540 с.
Приложение А
(справочное)
§
1) ГОСТ 2.409-74 ЕСКД. Правила выполнения чертежей зубчатых (шлицевых)
соединений.
2) ГОСТ 1139-80 ОНВ. Соединения шлицевые прямобочные. Размеры и допуски.
3) ГОСТ 6033-80 ОНВ. Соединения шлицевые эвольвентные с углом профиля. Размеры, допуски и измеряемые величины.
4) ГОСТ 23360-78 ОНВ. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки.
5) ГОСТ 24068-80 ОНВ. Соединения шпоночные с клиновыми шпонками. Размеры шпонок и сечений пазов. Допуски и посадки.
6) ГОСТ 24069-97 ОНВ. Тангенциальные шпонки и шпоночные пазы.
7) ГОСТ 24071-97 ОНВ. Сегментные шпонки и шпоночные пазы.
Глава 5
1) ГОСТ 520-2002 Подшипники качения. Общие технические условия.
2) ГОСТ 831-75 Подшипники шариковые радиально-упорные однорядные. Типы и основные размеры.
3) ГОСТ 832-78 Подшипники шариковые радиально-упорные сдвоенные. Типы и основные размеры.
4) ГОСТ 2893-82 Подшипники качения. Канавки под упорные пружинные кольца. Кольца упорные пружинные. Размеры.
5) ГОСТ 3189-89 Подшипники шариковые и роликовые. Система условных обозначений.
6) ГОСТ 3325-85 Подшипники качения. Поля допусков и технические требования к посадочным поверхностям валов и корпусов. Посадки.
7) ГОСТ 3395-89 Подшипники качения. Типы и конструктивные исполнения.
8) ГОСТ 3478-79 Подшипники качения. Основные размеры.
9) ГОСТ4657-82 Подшипники роликовые радиальные игольчатые днорядные. Основные размеры.
10) ГОСТ6364-78 Подшипники роликовые конические двухрядные. Основные размеры
11) ГОСТ 7242-81 Подшипники шариковые радиальные однорядные с защитными шайбами. Технические условия.
12) ГОСТ 7634-75 Подшипники роликовые радиальные многорядные с короткими цилиндрическими роликами. Типы и основные размеры.
13) ГОСТ 7872-89 Подшипники упорные шариковые одинарные и двойные. Технические условия.
14) ГОСТ 8328-75 Подшипники роликовые радиальные с короткими цилиндрическими роликами. Типы и основные размеры.
15) ГОСТ 8338-75 Подшипники шариковые радиальные однорядные. Основные размеры.
16) ГОСТ 8419-75 Подшипники роликовые конические четырехрядные. Основные размеры.
17) ГОСТ8545-75 Подшипники шариковые и роликовые двухрядные с закрепительными втулками. Типы и основные размеры.
18) ГОСТ 8882-75 Подшипники шариковые радиальные однорядные с уплотнениями. Технические условия.
19) ТУ 37.006.162-89 Подшипники роликовые конические однорядные. Основные размеры.
20) ГОСТ 9592-75 Подшипники шариковые радиальные с выступающим внутренним кольцом. Технические условия.
21) ГОСТ 9942-90 Подшипники упорные с цилиндрическими роликами одинарные двухрядные. Типы и основные размеры.
22) ГОСТ 10948-64 Радиусы закруглений и фаски. Размеры.
23) ГОСТ 20226-82 Подшипники качения. Заплечики для установки подшипников качения.
24) ГОСТ 23526-79 Подшипники роликовые упорные с цилиндрическими роликами одинарные. Типы и основные размеры.
25) ГОСТ 24696-81 Подшипники роликовые радиальные сферические двухрядные с симметричными роликами. Типы и основные размеры.
26) ГОСТ 27057-86 Подшипники упорные роликовые конические однорядные. Основные размеры.
27) ГОСТ 27365-87 Подшипники упорные роликовые конические однорядные повышенной грузоподъемности. Основные размеры.
Глава 6
1) ГОСТ 8724-2002 ОНВ. Резьба метрическая. Диаметры и шаги.
2) ГОСТ 9150-2002 ОНВ. Резьба метрическая. Профиль.
3) ГОСТ 4608-81 ОНВ. Резьба метрическая. Посадки с натягом.
4) ГОСТ 11708-82 ОНВ. Резьба. Термины и определения.
5) ГОСТ 16093-2004 ОНВ. Резьба метрическая. Допуски. Посадки с зазором.
6) ГОСТ 24705-2004 ОНВ. Резьба метрическая. Основные размеры.
7) ГОСТ 24834-81 ОНВ. Резьба метрическая. Переходные посадки.
8) ГОСТ 24997-81.Калибры для метрической резьбы. Допуски.
Глава 7
1) ГОСТ 2.403-75 ЕСКД. Правила выполнения чертежей цилиндрических зубчатых колес.
2) ГОСТ 1643-81 ОНВ. Передачи зубчатые цилиндрические. Допуски.
3) ГОСТ 1758-81 ОНВ. Передачи зубчатые конические и гипоидные. Допуски.
4) ГОСТ3675-81 ОНВ. Передачи червячные цилиндрические. Допуски.
5) ГОСТ 9178-81 ОНВ. Передачи зубчатые цилиндрические мелкомодульные. Допуски.
6) ГОСТ 9368-81 ОНВ. Передачи зубчатые конические мелкомодульные. Допуски.
7) ГОСТ 9774-81 ОНВ. Передачи червячные цилиндрические мелкомодульные. Допуски.
8) ГОСТ 13755-81 ОНВ. Передачи зубчатые цилиндрические эвольвентные. Исходный контур.
9) ИСО DR 1328 Требования к точности заготовок цилиндрических зубчатых колес.
Глава 8
1) ГОСТ 10-88 Нутромеры микрометрические. Технические условия.
2) ГОСТ 166-89 Штангенциркули. Технические условия.
3) ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия.
4) ГОСТ 868-82 Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия.
5) ГОСТ 8.050-73 ГСИ. Нормальные условия выполнения линейных и угловыхизмерений.
6) ГОСТ 8.051-81 ГСИ. Погрешности, допускаемые при измерении линейных размеров до 500 мм.
7) ГОСТ 8.549-86 ГСИ. Погрешности, допускаемые при измерении линейных размеров до 500 мм с неуказанными допусками.
8) ГОСТ 4381-87 Микрометры рычажные. Общие технические условия.
9) ГОСТ 5405-75 Оптиметры. Типы. Основные параметры и технические требования. 01.01.88 продукция снята с производства.
10) ГОСТ 6507 Микрометры. Технические условия.
11) ГОСТ 8074-82 Микроскопы инструментальные. Типы, основные параметры и размеры. Технические требования. 01.01.88 продукция снята с производства.
12) ГОСТ 9244-75 Нутромеры с ценой деления 0,001 и 0,002 мм. Технические условия.
13) ГОСТ 9696-82 Индикаторы многооборотные с ценой деления 0,001 и 0,002 мм. Технические условия.
14) ГОСТ 10875-76 Машины оптико-механические типа ИЗМ для измерения длин. Основные параметры и размеры. Технические требования. 01.01.88 продукция снята с производства. ТУ 3-3.1045-75.
15) ГОСТ 11098-75 Скобы с отчетным устройством. Технические условия.
16) ГОСТ 14865-78 Кольца установочные к приборам для измерений диаметров отверстий. Технические условия.
17) ГОСТ 14968-69 Микроскопы универсальные измерительные. 01.01.88 продукция снята с производства.
18) ГОСТ 18833-73 Головки измерительные рычажно-зубчатые. Технические условия.
19) ГОСТ 28798-90 Головки измерительные пружинные. Общие технические условия.
20) РД-50-98-86 Выбор универсальных средств измерений линейных размеров до 500 мм.
Глава 9
1) ГОСТ 2021-84 Калибры гладкие нерегулируемые. Технические требования.
2) ГОСТ 14810-69 Калибры- пробки гладкие двусторонние со вставками диаметром свыше 3 до 50мм. Конструкция и размеры.
3) ГОСТ 14815-69 Калибры- пробки гладкие проходные с насадками диаметром свыше 5 до 100мм. Конструкция и размеры.
4) ГОСТ 14816-69 Калибры-пробки гладкие непроходные диаметром свыше 50 до 100 мм. Конструкция и размеры.
5) ГОСТ 14822-69 Калибры-пробки гладкие проходные неполные диаметром свыше 75 до 300 мм. Конструкция и размеры.
6) ГОСТ 14823-69 Калибры-пробки гладкие непроходные неполные диаметром
свыше 75 до 300 мм. Конструкция и размеры.
7) ГОСТ 18360-93 Калибры-скобы листовые для диаметров отЗ до 360 мм. Размеры.
8) ГОСТ 18365-93 Калибры-скобы листовые со съемными губками для диаметров свыше 100 до 360 мм. Размеры.
9) ГОСТ 24851-81 Калибры гладкие для цилиндрических отверстий и валов. Виды.
10) ГОСТ 24853-81 Калибры для размеров до 500 мм. Допуски





